Изобретение относится к литейному производству, в частности к технологии модифицирования чугуна в форме.
Цель изобретения - повьш ение качества отливок за счет увеличения времени контакта расплава с модификатором.
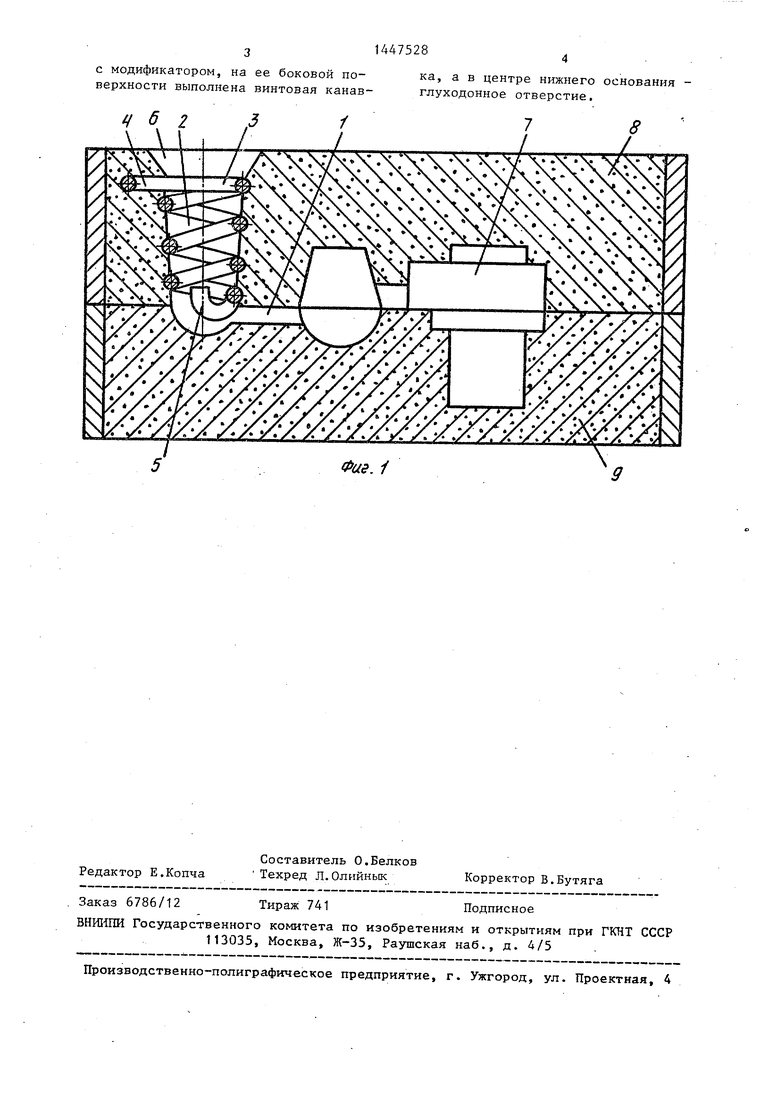
На фиг. 1 изображена литейная форма в сборе с заформованным прутковым модификаторомJ на фиг, 2 - модель стояка с навитым на ней прутковым модификатором.
Литейная форма содержит литнико- во-питающую систему 1 со стояком 2, в полости которого расположен прутковый модификатор 3 в виде спирали, верхний конец 4 которой закреплен в.теле формы, а нижний конец 5 на- правлен по оси стояка 2 в сторону заливочного отверстия 6, а также формообразующую полость 7. Форма состоит из двух полуформ - верхней 8 и нижней 9.
Модель 10 стояка 2 имеет глухо- донное отверстие 11 на меньшем торце 12. На ее боковой поверхности 13 выполнена винтовая канавка 14 в которой размещен модификатор 3 в виде спирали, один конец 4 которого направлен тангенциально поверхности 13, а другой конец 5 введен в торцовое отверстие 11.
Базирование модели 10 стояка 2 , на подмодельной плите 15 осуществляется по отверстию 16 в нижнем торце модели стояка, в которое входит штырь 17, закрепленный в подмодельной плите. Под выступающую часть проволоки в подмодельной плите выпонен паз 18.
Литейную форму изготавливают следующим образом.
На винтовую канавку 14 модели 10 стояка 2 наматывают прутковый модификатор 3, предварительно вводят ег конец 5 в торцовое отверстие 11, По окончании намотки отсекают намотанный модификатор от остатка, при этом конец прутка 4 располагают тан генциально конической поверхности 13. Намотку и обрезку осуществляют ручную либо на приспособлении.
Формуют нижнюю полуформу 9, зате верхнюю полуформу 8. После формовки полуформы подмодельную плиту с модельным комплектом протягивают, верхнюю полуформу 8 устанавливают
5 n 5
50
55
0
5
0
45
на нижнюю 9, затем вывинчивают модель стояка из полуформы 8, После этого модификатор 3 в виде спирали остается в полуформе, его верхншЧ конец 4 находится в теле формы 8. Затем скрепляют опоки либо пригру- жают их. Форма готова к заливке. При заливке через отверстие 6 расплав проходит по стояку 2, взаимодействует с модификатором 3 и поступает по литниково-питающей системе 1 в формообразующую полость 7. Растворение модификатора расплавом происходит равномерно и постепенно в течение всего периода заливки. Модифицирование первой порции металла, поступающего в форму, обеспечи- ваефся наличием направленного в сторону заливочного отверстия 6 конца модификатора 5, а базирование спирали в форме обеспечивается тем, что модификатор углублен в тело формы (в данном случае на половину диаметра) , а верхний его конец находится. в теле формы.
Использование изобретения позволяет устранить в отливках брак по Неметаллическим включениям, получать отливки любой конфигурации и совмещать в рамках единой технологической цепочки производство отливок как из серого, так и из модифицированного чугуна. Ф,о рмула изобретения
1.Литейная форма для получения модифицированных отливок, содержащая формообразующую полость, литниковую систему со стояком и зумпфом, и закрепленный в стояке модификатор, отличающаяся тем, что,
с целью повьшения качества отливок за счет увеличения времени контакта распла ва с модификатором, последний выполнен в виде спирали из прутка и размещен по всей высоте стояка, при этом верхний конец модификатора расположен тангенциально поверхности стояка и зафиксирован в теле литейной формы, а нижний конец на уровне зумпфа загнут вверх и направлен по оси стояка,
2.Модель стояка для изготовления литейной формы, выполненная в виде усеченного конуса, отличающаяся тем, что, с целью повышения качества отливок за счет увеличения времени контакта расп.пава
8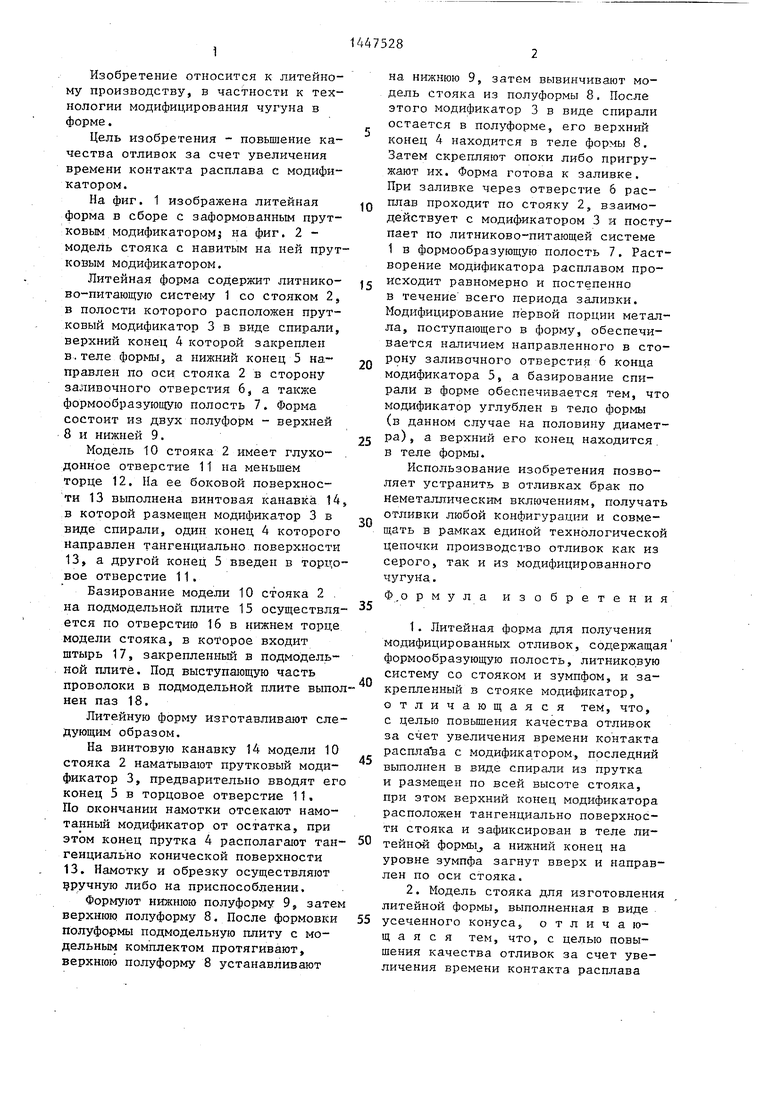
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для модифицирования металла в литейной форме | 1985 |
|
SU1507533A1 |
| Литниковая система для внутриформенного модифицирования чугуна | 1982 |
|
SU1057167A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2011 |
|
RU2440214C1 |
| Постоянная литейная форма | 1986 |
|
SU1315125A1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| Литниковая система для модифицирования металла в форме | 1984 |
|
SU1178532A1 |
| ЛИТНИКОВАЯ СИСТЕМА | 1995 |
|
RU2098219C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2012 |
|
RU2510306C1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ МОДИФИЦИРОВАНИЯ В ФОРМЕ | 1997 |
|
RU2124959C1 |
| Устройство для модифицирования жидкого металла | 1982 |
|
SU1069944A1 |
Изобретение относится-к литейному производству, в частности к технологии модифицирования чугуна в форме. Цель изобретения - повышение качества отливок за счет увеличения времени контакта расплава с модификатором. Указанная цель достигается выполнением на боковой поверхности модели 10 стояка винтовой канавки 14 и глуходонного отверстия 11 на меньшем торце 12, с помощью которых прутковый модификатор 3 фиксируют на модели 10, которую зафор- мовывают и вывинчивают из полости стояка, модификатор 3 остается при этом в форме, позволяя при заливке равномерно модифицировать расплав. 2 с.п. ф-лы, 2 ил. о S (Л |ib ЙЗь о to 00
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Жебин М.И | |||
| Ручное изготовление литейных форм | |||
| М.: Высшая ткола, 1970, с | |||
| Торфодобывающая машина с вращающимся измельчающим орудием | 1922 |
|
SU87A1 |
