ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способу получения износостойкого слоя, имеющего различные уровни блеска, к способу изготовления строительной панели, включающей износостойкий слой, имеющий различные уровни блеска, и к такой строительной панели.
Уровень техники
В недавние годы все бóльшим успехом пользовались так называемые Luxury Vinyl Tiles and Planks (LVT) (виниловые плитки и планки). Напольные панели этих типов обычно включают термопластичную сердцевину, термопластичный декоративный слой, размещенный на сердцевине, прозрачный износостойкий слой на декоративном слое, и покрытие, нанесенное на износостойкий слой. Термопластичным материалом часто является поливинилхлорид (PVC). Износостойкий слой обычно представляет собой PVC-пленку, например, имеющую толщину 0,2-0,7 мм. Сердцевину, декоративный слой и прозрачный износостойкий слой обычно спрессовывают друг с другом с образованием напольной панели. Покрытие, нанесенное на износостойкий слой после прессования, часто представляет собой УФ-отверждаемое полиуретановое покрытие. Износостойкий слой совместно с покрытием обеспечивает износостойкость напольной панели и защищает декоративный слой.
Однако, когда обсуждаемые напольные панели изнашиваются, было показано, что покрытие и износостойкий слой относительно легко истираются, или по меньшей мере изнашиваются так, что ухудшается внешний вид износостойкого слоя от того, что он имеет царапины и/или уже перестает быть прозрачным. По сравнению с традиционными ламинатными напольными панелями, износостойкость напольных LVT-панелей является худшей. Однако LVT-полы обеспечивают некоторые преимущества, например, перед ламинатными полами, такие как глубокое тиснение, размерная стабильность в отношении влажности, водостойкость и звукопоглощающие свойства.
Применением УФ-отверждаемого полиуретанового покрытия в качестве самого наружного слоя на напольной панели поверхность напольных панелей получает равномерный уровень блеска, то есть, напольная панель получает уровень блеска покрытия.
Известно, что уровень блеска УФ-отверждаемого покрытия может быть адаптирован, например, подверганием первого участка поверхности покрытия полимеризации при первом комплексе условий, и подверганием второго участка поверхности покрытия полимеризации при втором комплексе условий, как представлено в патентном документе US 7,276,265, таким образом, что получаются участки, имеющие разные уровни блеска.
Патентный документ GB 2 262 940 раскрывает гибкое виниловое напольное покрытие, имеющее улучшенные противоскользящие свойства и сопротивление царапанию благодаря введению доли полиуретана вплоть до около 15 частей на сто частей по весу PVC-смолы.
Патентный документ WO2013/139460, также опубликованный как DE102012005312, раскрывает способ изготовления напольного покрытия, в которой слой эластомерного материала подают в устройство для вулканизации, причем отделяемый слой бумаги включает переводную структуру, придавая слою эластомерного материала различные уровни блеска.
Патентный документ US 5,787,655 раскрывает способ изготовления декоративной покровной системы с сопротивлением скольжению, включающий стадию, в которой размягченную полимерную пленку подвергают струйной обработке с ударами многочисленными шариками так, что секция каждого шарика выступает из размягченной полимерной пленки. Шарики имеют средний диаметр приблизительно от 10 до 40 мил (0,254-1,02 мм). Концентрация на уровне приблизительно от 200 до 1100 шариков этого диаметра на квадратный дюйм обеспечивает достаточный коэффициент трения для покровной системы.
Сущность изобретения
Задача по меньшей мере вариантов осуществления настоящего изобретения состоит в достижении улучшения сравнительно с вышеописанными способами и известным прототипом.
Дополнительной задачей по меньшей мере вариантов осуществления настоящего изобретения является создание способа получения различных уровней блеска на термопластичном материале.
Дополнительная задача по меньшей мере вариантов осуществления настоящего изобретения состоит в устранении необходимости в защитном покрытии и создании различного блеска на износостойком слое, включающем термопластичный материал.
По меньшей мере некоторые из этих и прочие задачи и преимущества, которые будут очевидными из описания, были достигнуты способом получения износостойкого слоя, имеющего различные уровни блеска, согласно первому аспекту изобретения. Способ включает стадии, в которых готовят износостойкий слой, включающий термопластичный материал, проводят тиснение износостойкого слоя посредством тиснильного устройства, имеющего участки с различными уровнями блеска, таким образом, что износостойкий слой получает участки, имеющие различные уровни блеска после тиснения.
Блеск представляет собой оптическую характеристику, которая показывает, насколько хорошо поверхность отражает свет по направлению зеркального отражения. В случае поверхности с высоким блеском по направлению зеркального отражения отражается большое количество света, то есть, что угол падения по существу равен углу отражения. В случае матовой поверхности свет диффузно рассеивается по всем направлениям. Блеск измеряют освещением поверхности известным количеством света и количественной оценкой отражательной способности. Отношение отраженного света к падающему, будучи сравниваемым с отношением для стандарта блеска, регистрируют как единицы блеска (GU). Блеск может быть измерен под различными углами. При величине угла 60° высокий блеск может быть определен как блеск, превышающий 70 GU, умеренный блеск как 10-70 GU, и низкий блеск как меньший, чем 10 GU. Под различными уровнями блеска подразумеваются различные значения блеска, измеренные в GU.
Под различными уровнями блеска предпочтительно подразумевается, что уровень блеска первого участка, или первой серии участков, отличается от уровня блеска второго участка, или второй серии участков. Первый участок, или первая серия участков, износостойкого слоя может иметь более высокий уровень блеска, чем второй участок, или вторая серия участков, износостойкого слоя. Первый участок, или первая серия участков, может иметь первую степень блеска, и второй участок, или вторая серия участков, может иметь вторую степень блеска, которая является более высокой или более низкой, чем первая степень блеска. Тиснильное устройство и износостойкий слой могут иметь участки с высоким блеском, например, выше 70 GU, и участки, которые являются матовыми, например, ниже 10 GU. Тиснильное устройство и, следовательно, износостойкий слой, могут иметь более чем два уровня блеска, то есть, любое число различных уровней блеска.
В одном варианте исполнения износостойкий слой является по существу прозрачным. Под по существу прозрачным подразумевается, что износостойкий слой имеет коэффициент пропускания света, превышающий 80%, предпочтительно превышающий 90% для видимого света, например, света, имеющего длину волны от около 390 до 700 нм. Тем самым любой декоративный слой или декоративная печать видны сквозь износостойкий слой. Износостойкий слой предпочтительно не влияет на впечатление от любого декоративного слоя или декоративной печати, расположенных под износостойким слоем. Износостойкий слой может быть непигментированным.
Преимущество по меньшей мере одного варианта осуществления изобретения состоит в том, что может быть получен износостойкий слой из термопластичного материала, имеющий различные уровни блеска. Обычно на износостойкий слой наносят покрытие, чтобы обеспечить достаточную устойчивость к истиранию. Тем самым получается равномерный блеск, то есть, уровень блеска покрытия. Применением износостойкого слоя, имеющего улучшенные характеристики износостойкости, например, введением в износостойкий слой устойчивых к износу частиц, покрытие может быть исключено с сохранением, или улучшением, износостойкости. Тем самым в износостойком слое могут быть созданы различные уровни блеска.
Для износостойкого слоя не требуется нанесение никакого дополнительного слоя или покрытия. Износостойкий слой приспособлен к формированию самого верхнего слоя, например, строительной панели. Износостойкий слой предназначен для формирования верхнего слоя, например, строительной панели. Не требуется нанесение на износостойкий слой никакого дополнительного слоя или покрытия.
Верхняя поверхность износостойкого слоя может быть подвергнута тиснению с помощью тиснильного устройства так, что на верхней поверхности износостойкого слоя создаются участки, имеющие различные уровни блеска.
Различные уровни блеска износостойкого слоя могут быть согласованы так, чтобы быть в приводке с декоративным рисунком, таким как печатное изображение.
Износостойкий слой может быть в последующей операции наклеен на основу, такую как декоративный слой или сердцевина. В альтернативном варианте, износостойкий слой может быть наклеен на основу перед тиснением. Например, износостойкий слой может быть приклеен или припрессован (с адгезивом или без него) к основе.
В одном варианте исполнения износостойкий слой дополнительно включает устойчивые к износу частицы и/или устойчивые к царапанию частицы. Устойчивые к износу могут включать оксид алюминия, такой как корунд. Устойчивые к царапанию и износу частицы могут включать кремнезем. Введением устойчивых к износу и/или к царапанию частиц в износостойкий слой, включающий термопластичный материал, повышается устойчивость слоя к износу и/или царапанию по сравнению с традиционными износостойкими пленками. Преимущество введения устойчивых к износу частиц и/или устойчивых к царапанию частиц в износостойкий слой проявляется в том, что устойчивость к износу и царапанию может быть получена без увеличения толщины материала износостойкого слоя. Получение устойчивости к износу и/или царапанию утолщением износостойкого слоя является более дорогостоящим и/или расходующим больше материала, сравнительно с включением устойчивых к износу и/или к царапанию частиц.
Устойчивые к износу частицы и/или устойчивые к царапанию частицы могут быть по существу инкапсулированы в износостойком слое. Под по существу инкапсулированными подразумевается, что устойчивые к износу и царапанию частицы погружены в износостойкий слой более, чем на 90% площади поверхности. Устойчивые к износу и/или к царапанию частицы предпочтительно не выступают наружу из поверхности износостойкого слоя. Например, предпочтительно по существу инкапсулированы по меньшей мере 95% частиц; необязательно, по меньшей мере 99% частиц. Выступающие наружу частицы вызывали бы изнашивание носков, обуви и т.д., и создавали бы шероховатую и/или шершавую поверхность износостойкой пленки, обусловливая поверхность с сопротивлением скольжению. Назначение устойчивых к износу и/или к царапанию частиц состоит в обеспечении устойчивости к износу, но не сопротивления скольжению.
Будучи инкапсулированными в износостойком слое, частицы будут повышать устойчивость к износу и/или царапанию без образования шероховатой поверхности, как в случае с противоскользящими частицами, выступающими из поверхности износостойкого слоя. Кроме того, сокращается износ тиснильных плит и тому подобных устойчивыми к износу и/или к царапанию частицами, инкапсулированными в износостойком слое.
Устойчивые к износу частицы и/или устойчивые к царапанию частицы могут иметь средний диаметр частиц менее 200 мкм, предпочтительно менее 100 мкм. Чтобы обеспечивать прозрачность износостойкого слоя, устойчивые к износу и/или к царапанию частицы предпочтительно имеют средний диаметр частиц менее 200 мкм.
Устойчивые к износу и/или к царапанию частицы могут иметь средний диаметр частиц, меньший, чем толщина износостойкого слоя. Устойчивые к износу и/или к царапанию частицы могут иметь средний диаметр частиц, больший, чем толщина износостойкого слоя. Однако во время тиснения устойчивые к износу и/или к царапанию частицы вдавливаются в первую пленку так, что устойчивые к износу и/или к царапанию частицы не выступают за пределы верхней поверхности износостойкого слоя после тиснения, хотя устойчивые к износу и/или к царапанию частицы имеют средний диаметр частиц, превышающий толщину износостойкого слоя.
Термопластичный материал может включать термопластичный полиуретан (PU), такой как термопластичный ароматический или алифатический полиуретан, или их смесь. Износостойкий слой может включать пленку из термопластичного полиуретана (PU). Полиуретан обеспечивает повышенную химическую устойчивость. Также повышены его устойчивость к истиранию и устойчивость к микроцарапинам. Содержащим полиуретан износостойким слоем также создается повышенная устойчивость к черным подошвенным следам. По меньшей мере верхняя часть износостойкого слоя предпочтительно включает термопластичный полиуретан.
Термопластичный материал может включать поливинилхлорид (PVC).
Термопластичный материал может включать полиэтилентерефталат (PET), поливинилбутираль (PVB), полибутилентерефталат (PBT), сшитый полиэтилен (PEX), полиэтилен (PE), сложный полиэфир, полистирол (PS), полипропилен (PP), поликарбонат (PC), поливинилацетат (PVAc), этилен-винилацетат (EVA), полиакрилат, метакрилат, и/или их комбинацию. Термопластичный материал может включать иономер, например, полиэтилена. Термопластичный материал может представлять собой литьевую смолу или быть термоплавким.
В одном варианте исполнения износостойкий слой включает пигменты.
В одном варианте исполнения износостойкий слой является пропечатанным.
Тиснильное устройство может включать металлическую поверхность, причем указанные участки с различными уровнями блеска созданы на указанной металлической поверхности. Участки, имеющие различный блеск, могут быть получены гравированием, струйной обработкой абразивным материалом, травлением, полированием, таким как электрополирование, и т.д. Различные уровни блеска также могут быть получены методом цифровой печати материалом на металлической поверхности. Цифровая печать может быть в приводке с декоративным рисунком. Металлическая поверхность может быть в непосредственном контакте с износостойким слоем во время тиснения.
В одном варианте исполнения тиснильное устройство включает тиснильную плиту из термореактивной смолы, причем указанные участки с различными уровнями блеска созданы на поверхности термореактивной смолы в тиснильной плите.
Тиснильное устройство может включать тиснильный цилиндр, тиснильную ленту или тиснильную плиту, причем тиснильный цилиндр, тиснильная лента или тиснильная плита имеют участки с различными уровнями блеска. Поверхность тиснильного цилиндра, тиснильной ленты или тиснильной плиты может быть в непосредственном контакте с износостойким слоем во время тиснения.
Тиснильное устройство может включать структурированную пленку, причем на структурированной пленке имеются участки, имеющие различные уровни блеска. Участки, имеющие различные уровни блеска, могут быть получены цифровой печатью материалом на структурированной пленке. Имеющие различные уровни блеска участки могут быть получены тиснением покрытия, нанесенного на пленку, действием гравированного валика, и отверждением покрытия. В альтернативном варианте, может быть использована алюминиевая фольга, имеющая различные уровни блеска. Цифровая печать может быть в приводке с декоративным рисунком.
Структурированная пленка может быть бумажной лентой, пластиковой пленкой или металлической фольгой, такой как алюминиевая фольга.
Различные уровни блеска износостойкого слоя могут быть сформированы микроструктурой в износостойком слое, в том числе с участками, имеющими максимальную глубину 30 мкм.
Кроме того, способ может включать формирование рельефных участков в износостойком слое, предпочтительно имеющих глубину, превышающую 100 мкм. Тиснение может быть в приводке с декоративным рисунком строительной панели. Рельефные участки могут быть в приводке с участками, имеющими различные уровни блеска, и с декоративным рисунком. Формирование рельефных участков может быть выполнено совместно с формированием участков, имеющих различные уровни блеска, до формирования участков, имеющих различные уровни блеска, или после формирования участков, имеющих различные уровни блеска.
Способ может дополнительно включать нанесение износостойкого слоя на основу перед тиснением.
Основа может включать декоративный слой. Декоративный слой может быть размещен на сердцевине. Декоративные свойства декоративного слоя могут быть созданы декоративным рисунком, например, печатным изображением. Декоративный слой может включать термопластичный материал.
Износостойкий слой может иметь печатное изображение на поверхности, предпочтительно на поверхности, противоположной относительно поверхности, на которой созданы различные уровни блеска.
Основа может представлять собой сердцевину. Поверхность сердцевины может быть снабжена декоративным рисунком, например, печатным изображением.
Основа может включать термопластичный материал.
Согласно второму аспекту настоящего изобретения, представлен способ изготовления строительной панели, имеющей различные уровни блеска. Способ включает стадии, в которых создают основу, наносят на основу износостойкий слой, включающий термопластичный материал, и проводят спрессовывание основы и износостойкого слоя друг с другом, с формированием тем самым строительной панели, причем износостойкий слой подвергают тиснению с помощью тиснильного устройства, имеющего участки с различными уровнями блеска, так, что износостойкий слой приобретает участки, имеющие различные уровни блеска после тиснения.
Износостойкий слой может быть вытиснен с помощью тиснильного устройства, имеющего участки с различными уровнями блеска, когда спрессовывают основу и износостойкий слой друг с другом для формирования строительной панели, или отдельно от стадии, до или после нее, спрессовывания основы и износостойкого слоя друг с другом для формирования строительной панели.
Блеск представляет собой оптическую характеристику, которая показывает, насколько хорошо поверхность отражает свет по направлению зеркального отражения. В случае поверхности с высоким блеском по направлению зеркального отражения отражается большое количество света, то есть, что угол падения по существу равен углу отражения. В случае матовой поверхности свет диффузно рассеивается по всем направлениям. Блеск измеряют освещением поверхности известным количеством света и количественной оценкой отражательной способности. Отношение отраженного света к падающему, будучи сравниваемым с отношением для стандарта блеска, регистрируют как единицы блеска (GU). Блеск может быть измерен под различными углами. При величине угла 60° высокий блеск может быть определен как блеск, превышающий 70 GU, умеренный блеск как 10-70 GU, и низкий блеск как меньший, чем 10 GU. Под различными уровнями блеска подразумеваются различные значения блеска, измеренные в GU.
Под различными уровнями блеска предпочтительно подразумевается, что уровень блеска первого участка, или первой серии участков, отличается от уровня блеска второго участка, или второй серии участков. Первый участок, или первая серия участков, износостойкого слоя может иметь более высокий уровень блеска, чем второй участок, или вторая серия участков, износостойкого слоя. Первый участок, или первая серия участков, может иметь первую степень блеска, и второй участок, или вторая серия участков, может иметь вторую степень блеска, которая является более высокой или более низкой, чем первая степень блеска. Тиснильное устройство и износостойкий слой могут иметь участки с высоким блеском, например, выше 70 GU, и участки, которые являются матовыми, например, ниже 10 GU. Тиснильное устройство и, следовательно, износостойкий слой, могут иметь более чем два уровня блеска, то есть, любое число различных уровней блеска.
В одном варианте исполнения износостойкий слой является по существу прозрачным. Под по существу прозрачным подразумевается, что износостойкий слой имеет коэффициент пропускания света, превышающий 80%, предпочтительно превышающий 90% для видимого света, например, света, имеющего длину волны от около 390 до 700 нм. Тем самым любой декоративный слой или декоративная печать видны сквозь износостойкий слой. Износостойкий слой предпочтительно не влияет на впечатление от любого декоративного слоя или декоративной печати, расположенных под износостойким слоем. Износостойкий слой может быть непигментированным.
Преимущество по меньшей мере одного варианта осуществления изобретения состоит в том, что может быть получен износостойкий слой из термопластичного материала, имеющего различные уровни блеска. Обычно на износостойкий слой наносят покрытие, и получается равномерный уровень блеска. Применением износостойкого слоя, имеющего улучшенные характеристики износостойкости, например, введением в износостойкий слой устойчивых к износу частиц, покрытие может быть исключено с сохранением, или улучшением, износостойкости. Тем самым в износостойком слое могут быть созданы различные уровни блеска.
Таким образом, этим путем может быть получена строительная панель, включающая различные уровни блеска. Строительная панель не нуждается в нанесении дополнительного слоя или покрытия. Износостойкий слой образует самый верхний слой строительной панели. Износостойкий слой формирует верхний слой строительной панели. Не требуется нанесение на износостойкий слой никакого дополнительного слоя или покрытия.
Различные уровни блеска износостойкого слоя могут быть согласованы так, чтобы быть в приводке с декоративным рисунком, таким как печатное изображение.
Верхняя поверхность износостойкого слоя может быть подвергнута тиснению с помощью тиснильного устройства так, что на верхней поверхности износостойкого слоя создаются участки, имеющие различные уровни блеска.
Износостойкий слой может включать устойчивые к износу частицы и/или устойчивые к царапанию частицы. Устойчивые к износу и к царапанию частицы могут включать оксид алюминия, такой как корунд. Устойчивые к износу и к царапанию частицы могут включать кремнезем. Введением устойчивых к износу и/или к царапанию частиц в износостойкий слой, включающий термопластичный материал, повышается устойчивость слоя к износу и/или царапанию по сравнению с традиционными износостойкими пленками. Преимущество введения устойчивых к износу частиц и/или устойчивых к царапанию частиц в износостойкий слой проявляется в том, что устойчивость к износу и царапанию может быть получена без увеличения толщины материала износостойкого слоя. Получение устойчивости к износу и/или царапанию утолщением износостойкого слоя является более дорогостоящим и/или расходующим больше материала, сравнительно с включением устойчивых к износу и/или к царапанию частиц.
Устойчивые к износу частицы и/или устойчивые к царапанию частицы могут быть по существу инкапсулированы в износостойком слое. Под по существу инкапсулированными подразумевается, что устойчивые к износу и царапанию частицы погружены в износостойкий слой более, чем на 90% площади поверхности. Устойчивые к износу и/или к царапанию частицы предпочтительно не выступают наружу из поверхности износостойкого слоя. Например, предпочтительно по существу инкапсулированы по меньшей мере 95% частиц; необязательно, по меньшей мере 99% частиц. Выступающие наружу частицы вызывали бы изнашивание носков, обуви и т.д., и создавали бы шероховатую и/или шершавую поверхность износостойкой пленки, обусловливая поверхность с сопротивлением скольжению. Назначение устойчивых к износу и/или к царапанию частиц состоит в обеспечении устойчивости к износу, но не сопротивления скольжению.
Будучи инкапсулированными в износостойком слое, частицы будут повышать устойчивость к износу и/или царапанию без образования шероховатой поверхности, как в случае с противоскользящими частицами, выступающими из поверхности износостойкого слоя. Кроме того, сокращается износ тиснильных плит и тому подобных устойчивыми к износу и/или к царапанию частицами, инкапсулированными в износостойком слое.
Устойчивые к износу частицы и/или устойчивые к царапанию частицы могут иметь средний диаметр частиц менее 200 мкм, предпочтительно менее 100 мкм. Чтобы обеспечивать прозрачность износостойкого слоя, устойчивые к износу и/или к царапанию частицы предпочтительно имеют средний диаметр частиц менее 100 мкм.
Устойчивые к износу и/или к царапанию частицы могут иметь средний диаметр частиц, меньший, чем толщина износостойкого слоя. Устойчивые к износу и/или к царапанию частицы могут иметь средний диаметр частиц, больший, чем толщина износостойкого слоя. Однако во время тиснения устойчивые к износу и/или к царапанию частицы вдавливаются в первую пленку так, что устойчивые к износу и/или к царапанию частицы не выступают за пределы верхней поверхности износостойкого слоя после тиснения, хотя устойчивые к износу и/или к царапанию частицы имеют средний диаметр частиц, превышающий толщину износостойкого слоя.
Термопластичный материал может включать термопластичный полиуретан (PU), такой как термопластичный ароматический или алифатический полиуретан, или их смесь. Износостойкий слой может включать пленку из термопластичного полиуретана (PU). Полиуретан обеспечивает повышенную химическую устойчивость. Также повышены его устойчивость к истиранию и устойчивость к микроцарапинам. Содержащим полиуретан износостойким слоем также создается повышенная устойчивость к черным подошвенным следам. Термопластичный полиуретан предпочтительно входит в состав по меньшей мере верхней части износостойкого слоя.
Термопластичный материал износостойкого слоя может включать поливинилхлорид (PVC).
Термопластичный материал может включать полиэтилентерефталат (PET), поливинилбутираль (PVB), полибутилентерефталат (PBT), сшитый полиэтилен (PEX), полиэтилен (PE), сложный полиэфир, полистирол (PS), полипропилен (PP), поликарбонат (PC), поливинилацетат (PVAc), этилен-винилацетат (EVA), полиакрилат, метакрилат, и/или их комбинацию. Термопластичный материал может включать иономер, например, полиэтилена. Термопластичный материал может представлять собой литьевую смолу или быть термоплавким.
В одном варианте исполнения износостойкий слой включает пигменты.
В одном варианте исполнения износостойкий слой является пропечатанным.
Тиснильное устройство может включать металлическую поверхность, причем указанные участки с различными уровнями блеска созданы на указанной металлической поверхности. Участки, имеющие различный блеск, могут быть получены гравированием, струйной обработкой абразивным материалом, травлением, полированием, таким как электрополирование, и т.д. Различные уровни блеска также могут быть получены методом цифровой печати материалом на металлической поверхности. Цифровая печать может быть в приводке с декоративным рисунком. Металлическая поверхность может быть в непосредственном контакте с износостойким слоем во время тиснения.
В одном варианте исполнения тиснильное устройство включает тиснильную плиту из термореактивной смолы, причем указанные участки с различными уровнями блеска созданы на поверхности термореактивной смолы в тиснильной плите.
Тиснильное устройство может включать тиснильный цилиндр, тиснильную ленту или тиснильную плиту, причем тиснильный цилиндр, тиснильная лента или тиснильная плита имеют участки с различными уровнями блеска. Поверхность тиснильного цилиндра, тиснильной ленты или тиснильной плиты может быть в непосредственном контакте с износостойким слоем во время тиснения.
Тиснильное устройство может включать структурированную пленку, причем на структурированной пленке созданы участки, имеющие различные уровни блеска. Участки, имеющие различные уровни блеска, могут быть получены цифровой печатью материалом на структурированной пленке. Имеющие различные уровни блеска участки могут быть получены тиснением покрытия, нанесенного на пленку, действием гравированного валика, и отверждением покрытия. В альтернативном варианте, может быть использована алюминиевая фольга, имеющая различные уровни блеска. Цифровая печать может быть в приводке с декоративным рисунком.
Структурированная пленка может быть бумажной лентой, пластиковой пленкой или металлической фольгой, такой как алюминиевая фольга.
Стадия нанесения износостойкого слоя может включать нанесение термопластичного материала в форме порошка на основу.
Стадия нанесения износостойкого слоя может включать нанесение смеси, включающей термопластичный материал в форме порошка и устойчивые к износу частицы.
Стадия нанесения износостойкого слоя может включать нанесение первого слоя, включающего термопластичный материал, нанесение устойчивых к износу частиц на первый слой, и нанесение второго слоя, включающего термопластичный материал, на устойчивые к износу частицы.
Первый слой может включать поливинилхлорид (PVC), и второй слой включает полиуретан (PU).
Износостойкий слой может представлять собой термопластичную пленку.
Износостойкий слой может быть сформирован нанесением покрытия на основу. Покрытие может представлять собой отверждаемое излучением покрытие, предпочтительно УФ-отверждаемое покрытие. Покрытие может включать акрилатные или метакрилатные мономеры или олигомеры. Покрытие может быть отверждено до или после тиснения.
Различные уровни блеска износостойкого слоя могут быть сформированы микроструктурой, включающей участки, имеющие максимальную глубину 30 мкм.
Кроме того, способ может включать формирование рельефных участков в износостойком слое, предпочтительно имеющих глубину, превышающую 100 мкм. Тиснение может быть в приводке с декоративным рисунком. Рельефные участки могут быть в приводке с участками, имеющими различные уровни блеска, и декоративным рисунком. Формирование рельефных участков может быть выполнено совместно с формированием участков, имеющих различные уровни блеска, до формирования участков, имеющих различные уровни блеска, или после формирования участков, имеющих различные уровни блеска.
Основа может включать термопластичный материал.
Термопластичный материал основы может включать поливинилхлорид (PVC), полиуретан (PU), полиэтилентерефталат (PET), поливинилбутираль (PVB), полибутилентерефталат (PBT), сшитый полиэтилен (PEX), полиэтилен (PE), сложный полиэфир, полистирол (PS), полипропилен (PP), поликарбонат (PC), поливинилацетат (PVAc), этилен-винилацетат (EVA), полиакрилат, метакрилат, и/или их комбинацию. Термопластичный материал может включать иономер, например, полиэтилена. Термопластичный материал может представлять собой литьевую смолу или быть термоплавким.
Основа может включать декоративный слой. Декоративный слой может быть размещен на сердцевине. Декоративные свойства декоративного слоя могут быть созданы декоративным рисунком, например, печатным изображением. Декоративный слой может включать термопластичный материал.
Основа может представлять собой сердцевину. Поверхность сердцевины может быть снабжена декоративным рисунком, например, печатным изображением.
В альтернативном варианте, износостойкий слой может иметь печатное изображение на поверхности, предпочтительно на поверхности, противоположной относительно поверхности, на которой созданы различные уровни блеска.
Согласно третьему аспекту настоящего изобретения, представлена строительная панель. Строительная панель включает основу, размещенный на основе износостойкий слой, причем износостойкий слой включает термопластичный материал, и причем износостойкий слой содержит участки, имеющие различные уровни блеска.
Блеск представляет собой оптическую характеристику, которая показывает, насколько хорошо поверхность отражает свет по направлению зеркального отражения. В случае поверхности с высоким блеском по направлению зеркального отражения отражается большое количество света, то есть, что угол падения по существу равен углу отражения. В случае матовой поверхности свет диффузно рассеивается по всем направлениям. Блеск измеряют освещением поверхности известным количеством света и количественной оценкой отражательной способности. Отношение отраженного света к падающему, будучи сравниваемым с отношением для стандарта блеска, регистрируют как единицы блеска (GU). Блеск может быть измерен под различными углами. При величине угла 60° высокий блеск может быть определен как блеск, превышающий 70 GU, умеренный блеск как 10-70 GU, и низкий блеск как меньший, чем 10 GU. Под различными уровнями блеска подразумеваются различные значения блеска, измеренные в GU.
Под различными уровнями блеска предпочтительно подразумевается, что уровень блеска первого участка, или первой серии участков, отличается от уровня блеска второго участка, или второй серии участков. Первый участок, или первая серия участков, износостойкого слоя может иметь более высокий уровень блеска, чем второй участок, или вторая серия участков, износостойкого слоя. Первый участок, или первая серия участков, может иметь первую степень блеска, и второй участок, или вторая серия участков, может иметь вторую степень блеска, которая является более высокой или более низкой, чем первая степень блеска. Износостойкий слой может иметь участки, имеющие высокий блеск, и участки, которые являются матовыми. Износостойкий слой может иметь более чем два уровня блеска, то есть, любое число различных уровней блеска.
В одном варианте исполнения износостойкий слой является по существу прозрачным. Под по существу прозрачным подразумевается, что износостойкий слой имеет коэффициент пропускания света, превышающий 80%, предпочтительно превышающий 90% для видимого света, например, света, имеющего длину волны от около 390 до 700 нм. Тем самым любой декоративный слой или декоративная печать видны сквозь износостойкий слой. Износостойкий слой предпочтительно не влияет на впечатление от любого декоративного слоя или декоративной печати, расположенных под износостойким слоем. Износостойкий слой может быть непигментированным.
Преимущество вариантов осуществления третьего аспекта изобретения состоит в том, что может быть получена строительная панель, включающая износостойкий слой, на котором созданы участки, имеющие различный блеск. Поскольку на износостойкий слой не наносится никакое покрытие, может быть создан износостойкий слой с участками с различными уровнями блеска. Износостойкий слой образует самый верхний слой строительной панели. Износостойкий слой формирует верхний слой строительной панели. Не требуется нанесение на износостойкий слой никакого дополнительного слоя или покрытия.
На верхней поверхности износостойкого слоя сформированы участки, имеющие различные уровни блеска.
Строительная панель может быть создана с участками с различными уровнями блеска, причем участки с различными уровнями блеска находятся в приводке с декоративным рисунком или печатным изображением на строительной панели. Кроме того, строительная панель может быть снабжена вытисненными участками, причем вытисненные участки могут быть в приводке с декоративной картиной или печатным изображением на строительной панели.
Основа может включать декоративный слой. Декоративный слой может быть размещен на сердцевине. Декоративные свойства декоративного слоя могут быть созданы декоративным рисунком, например, печатным изображением. Декоративный слой может включать термопластичный материал. Декоративный слой может представлять собой слой древесного шпона, пробковый слой или декоративную бумагу.
Основа может представлять собой сердцевину. Поверхность сердцевины может быть снабжена декоративным рисунком, например, печатным изображением.
В альтернативном варианте, износостойкий слой может иметь печатное изображение на поверхности, предпочтительно на поверхности, противоположной относительно поверхности, на которой созданы различные уровни блеска.
Участки износостойкого слоя, имеющие различные уровни блеска, могут быть сформированы в приводке с декоративным рисунком или печатным изображением.
Износостойкий слой может быть рельефным в приводке с декоративным рисунком.
Участки, имеющие различные уровни блеска, могут быть сформированы в приводке с декоративным рисунком или печатным изображением, и в приводке с тиснением на износостойком слое. Участки, имеющие более высокий блеск, могут быть согласованы с участками меньшего тиснения износостойкого слоя. Участки, имеющие более низкий блеск, могут быть согласованы с приподнятыми участками износостойкого слоя. Также возможна противоположная конфигурация, в зависимости от конструкции и желательного внешнего вида строительной панели.
Различные уровни блеска износостойкого слоя могут быть сформированы микроструктурой, включающей участки, имеющие максимальную глубину 30 мкм.
Кроме того, износостойкий слой может включать вытисненные участки в износостойком слое, предпочтительно имеющие глубину, превышающую 100 мкм.
В одном варианте исполнения износостойкий слой включает пигменты.
В одном варианте исполнения износостойкий слой является пропечатанным.
Термопластичный материал износостойкого слоя может включать поливинилхлорид (PVC), полиуретан (PU), полиэтилентерефталат (PET), поливинилбутираль (PVB), полибутилентерефталат (PBT), сшитый полиэтилен (PEX), полиэтилен (PE), сложный полиэфир, полистирол (PS), полипропилен (PP), поликарбонат (PC), поливинилацетат (PVAc), этилен-винилацетат (EVA), полиакрилат, метакрилат, и/или их комбинацию. Термопластичный материал может включать термопластичный полиуретан (PU), такой как термопластичный ароматический или алифатический полиуретан, или их смесь. Термопластичный материал может включать иономер, например, полиэтилена. Термопластичный материал может представлять собой литьевую смолу или быть термоплавким.
Износостойкий слой может включать устойчивые к износу частицы и/или устойчивые к царапанию частицы, например, оксид алюминия, такой как корунд. Устойчивые к износу и к царапанию частицы могут включать оксид алюминия, такой как корунд. Устойчивые к износу и к царапанию частицы могут включать кремнезем. Введением устойчивых к износу и/или к царапанию частиц в износостойкий слой, включающий термопластичный материал, повышается устойчивость слоя к износу и/или царапанию по сравнению с традиционными износостойкими пленками. Преимущество введения устойчивых к износу частиц и/или устойчивых к царапанию частиц в износостойкий слой проявляется в том, что устойчивость к износу и царапанию может быть получена без увеличения толщины материала износостойкого слоя. Получение устойчивости к износу и/или царапанию утолщением износостойкого слоя является более дорогостоящим и/или расходующим больше материала, сравнительно с включением устойчивых к износу и/или к царапанию частиц.
Устойчивые к износу частицы и/или устойчивые к царапанию частицы могут быть по существу инкапсулированы в износостойком слое. Под по существу инкапсулированными подразумевается, что устойчивые к износу и царапанию частицы погружены в износостойкий слой более, чем на 90% площади поверхности. Устойчивые к износу и/или к царапанию частицы предпочтительно не выступают наружу из поверхности износостойкого слоя. Например, предпочтительно по существу инкапсулированы по меньшей мере 95% частиц; необязательно, по меньшей мере 99% частиц. Выступающие наружу частицы вызывали бы изнашивание носков, обуви и т.д., и создавали бы шероховатую и/или шершавую поверхность износостойкой пленки, обусловливая поверхность с сопротивлением скольжению. Назначение устойчивых к износу и/или к царапанию частиц состоит в обеспечении устойчивости к износу, но не сопротивления скольжению.
Будучи инкапсулированными в износостойком слое, частицы будут повышать устойчивость к износу и/или царапанию без образования шероховатой поверхности, как в случае с противоскользящими частицами, выступающими из поверхности износостойкого слоя. Кроме того, сокращается износ тиснильных плит и тому подобных устойчивыми к износу и/или к царапанию частицами, инкапсулированными в износостойком слое.
Устойчивые к износу частицы и/или устойчивые к царапанию частицы могут иметь средний диаметр частиц менее 200 мкм, предпочтительно менее 100 мкм. Чтобы обеспечивать прозрачность износостойкого слоя, устойчивые к износу и/или к царапанию частицы предпочтительно имеют средний диаметр частиц менее 100 мкм.
Устойчивые к износу и/или к царапанию частицы могут иметь средний диаметр частиц, меньший, чем толщина износостойкого слоя. Устойчивые к износу и/или к царапанию частицы могут иметь средний диаметр частиц, больший, чем толщина износостойкого слоя. Однако во время тиснения устойчивые к износу и/или к царапанию частицы вдавливаются в первую пленку так, что устойчивые к износу и/или к царапанию частицы не выступают за пределы верхней поверхности износостойкого слоя после тиснения, хотя устойчивые к износу и/или к царапанию частицы имеют средний диаметр частиц, превышающий толщину износостойкого слоя.
Согласно четвертому аспекту настоящего изобретения, представлен износостойкий слой, имеющий различные уровни блеска. Износостойкий слой включает термопластичный материал, и причем на износостойком слое созданы участки, имеющие различные уровни блеска.
Блеск представляет собой оптическую характеристику, которая показывает, насколько хорошо поверхность отражает свет по направлению зеркального отражения. В случае поверхности с высоким блеском по направлению зеркального отражения отражается большое количество света, то есть, что угол падения по существу равен углу отражения. В случае матовой поверхности свет диффузно рассеивается по всем направлениям. Блеск измеряют освещением поверхности известным количеством света и количественной оценкой отражательной способности. Отношение отраженного света к падающему, будучи сравниваемым с отношением для стандарта блеска, регистрируют как единицы блеска (GU). Блеск может быть измерен под различными углами. При величине угла 60° высокий блеск может быть определен как блеск, превышающий 70 GU, умеренный блеск как 10-70 GU, и низкий блеск как меньший, чем 10 GU. Под различными уровнями блеска подразумеваются различные значения блеска, измеренные в GU.
Под различными уровнями блеска предпочтительно подразумевается, что уровень блеска первого участка, или первой серии участков, отличается от уровня блеска второго участка, или второй серии участков. Первый участок, или первая серия участков, износостойкого слоя может иметь более высокий уровень блеска, чем второй участок, или вторая серия участков, износостойкого слоя. Первый участок, или первая серия участков, может иметь первую степень блеска, и второй участок, или вторая серия участков, может иметь вторую степень блеска, которая является более высокой или более низкой, чем первая степень блеска. Износостойкий слой может иметь участки, имеющие высокий блеск, и участки, которые являются матовыми. Износостойкий слой может иметь более чем два уровня блеска, то есть, любое число различных уровней блеска.
Верхняя поверхность износостойкого слоя может быть снабжена участками, имеющими различные уровни блеска.
В одном варианте исполнения износостойкий слой является по существу прозрачным. Под по существу прозрачным подразумевается, что износостойкий слой имеет коэффициент пропускания света, превышающий 80%, предпочтительно превышающий 90% для видимого света, например, света, имеющего длину волны от около 390 до 700 нм. Тем самым любой декоративный слой или декоративная печать видны сквозь износостойкий слой. Износостойкий слой предпочтительно не влияет на впечатление от любого декоративного слоя или декоративной печати, расположенных под износостойким слоем. Износостойкий слой может включать устойчивые к износу частицы и/или устойчивые к царапанию частицы, например, оксид алюминия, такой как корунд.
Устойчивые к износу частицы и/или устойчивые к царапанию частицы могут быть по существу инкапсулированы в износостойком слое. Под по существу инкапсулированными подразумевается, что устойчивые к износу и царапанию частицы погружены в износостойкий слой более, чем на 90% площади поверхности. Устойчивые к износу и/или к царапанию частицы предпочтительно не выступают наружу из поверхности износостойкого слоя. Устойчивые к износу и/или к царапанию частицы предпочтительно не выступают наружу из поверхности износостойкого слоя. Например, предпочтительно по существу инкапсулированы по меньшей мере 95% частиц; необязательно, по меньшей мере 99% частиц. Выступающие наружу частицы вызывали бы изнашивание носков, обуви и т.д., и создавали бы шероховатую и/или шершавую поверхность износостойкой пленки, обусловливая поверхность с сопротивлением скольжению. Назначение устойчивых к износу и/или к царапанию частиц состоит в обеспечении устойчивости к износу, но не сопротивления скольжению.
Устойчивые к износу частицы и/или устойчивые к царапанию частицы могут иметь средний диаметр частиц менее 200 мкм, предпочтительно менее 100 мкм. Чтобы обеспечивать прозрачность износостойкого слоя, устойчивые к износу и/или к царапанию частицы предпочтительно имеют средний диаметр частиц менее 200 мкм.
Термопластичный материал износостойкого слоя может включать поливинилхлорид (PVC), полиуретан (PU), полиэтилентерефталат (PET), поливинилбутираль (PVB), полибутилентерефталат (PBT), сшитый полиэтилен (PEX), полиэтилен (PE), сложный полиэфир, полистирол (PS), полипропилен (PP), поликарбонат (PC), поливинилацетат (PVAc), этилен-винилацетат (EVA), полиакрилат, метакрилат, и/или их комбинацию. Термопластичный материал может включать термопластичный полиуретан (PU), такой как термопластичный ароматический или алифатический полиуретан, или их смесь. Термопластичный материал может включать иономер, например, полиэтилена. Термопластичный материал может представлять собой литьевую смолу или быть термоплавким.
Варианты осуществления четвертого аспекта изобретения могут предусматривать все преимущества первого аспекта изобретения, которые были обсуждены ранее, сообразно чему предыдущее обсуждение применимо также для износостойкого слоя.
Согласно пятому аспекту, представлен способ получения износостойкого слоя, имеющего верхнюю поверхность, причем верхняя поверхность имеет различные уровни блеска. Способ включает стадии, в которых создают износостойкий слой, включающий термопластичный материал, полируют участки верхней поверхности износостойкого слоя так, что отполированные участки получают иной уровень блеска сравнительно с участками верхней поверхности износостойкого слоя, которые не были отполированы.
Согласно шестому аспекту, представлен способ изготовления строительной панели, имеющей различные уровни блеска. Способ включает стадии, в которых создают основу, наносят на основу износостойкий слой, включающий термопластичный материал, и спрессовывают основу и износостойкий слой друг с другом, формируя тем самым строительную панель, полируют участки верхней поверхности износостойкого слоя так, что отполированные участки получают иной уровень блеска сравнительно с участками верхней поверхности износостойкого слоя, которые не были отполированы.
Варианты исполнения пятого и шестого аспектов могут включать все преимущества первого и второго аспекта изобретения, соответственно, которые были обсуждены ранее, сообразно чему предыдущее обсуждение применимо также к пятому и шестому аспектам. Формулировка блеска и уровней блеска применима также для пятого и шестого аспектов.
В пятом и шестом аспектах:
В одном варианте исполнения способ включает тиснение верхней поверхности на верхней поверхности износостойкого слоя посредством тиснильного устройства таким образом, что получается рельефная структура верхней поверхности износостойкого слоя, и полирование выступающих участков рельефной структуры так, что выступающие участки получают иной уровень блеска по сравнению с уровнем блеска рельефных участков верхней поверхности износостойкого слоя.
В одном варианте исполнения участки верхней поверхности износостойкого слоя маскируют, предпочтительно после тиснения, и полируют немаскированные участки верхней поверхности износостойкого слоя так, что немаскированные участки получают иной уровень блеска по сравнению с уровнем блеска маскированных участков.
Износостойкий слой может быть по существу прозрачным, как было описано выше, и имеющим описанное выше значение. Износостойкий слой может быть непигментированным.
Различные уровни блеска износостойкого слоя могут быть согласованы так, чтобы быть в приводке с декоративным рисунком, таким как печатное изображение.
Износостойкий слой дополнительно включает устойчивые к износу частицы и/или устойчивые к царапанию частицы.
Устойчивые к износу частицы и/или устойчивые к царапанию частицы могут быть по существу инкапсулированы в износостойком слое.
Устойчивые к износу частицы и/или устойчивые к царапанию частицы могут иметь средний диаметр частиц менее 200 мкм, предпочтительно менее 100 мкм. Чтобы обеспечивать прозрачность износостойкого слоя, устойчивые к износу и/или к царапанию частицы предпочтительно имеют средний диаметр частиц менее 200 мкм.
Термопластичный материал может включать термопластичный полиуретан (PU), такой как термопластичный ароматический или алифатический полиуретан, или их смесь. Износостойкий слой может включать пленку из термопластичного полиуретана (PU).
Термопластичный материал может включать поливинилхлорид (PVC), полиэтилентерефталат (PET), поливинилбутираль (PVB), полибутилентерефталат (PBT), сшитый полиэтилен (PEX), полиэтилен (PE), сложный полиэфир, полистирол (PS), полипропилен (PP), поликарбонат (PC), поливинилацетат (PVAc), этилен-винилацетат (EVA), полиакрилат, метакрилат, и/или их комбинацию. Термопластичный материал может включать иономер, например, полиэтилена. Термопластичный материал может представлять собой литьевую смолу или быть термоплавким.
Износостойкий слой может включать пигменты.
Износостойкий слой может быть пропечатанным.
Рельефная структура может быть в приводке с декоративным рисунком строительной панели.
Основа может включать декоративный слой. Декоративный слой или более размещен на сердцевине. Декоративные свойства декоративного слоя могут быть созданы декоративным рисунком, например, печатным изображением. Декоративный слой может включать термопластичный материал.
Износостойкий слой может иметь печатное изображение на поверхности, предпочтительно на поверхности, противоположной относительно поверхности, на которой созданы различные уровни блеска.
Основа может представлять собой сердцевину. Поверхность сердцевины может быть снабжена декоративным рисунком, например, печатным изображением. Основа может включать термопластичный материал.
Краткое описание чертежей
Настоящее изобретение будет более подробно описано в порядке примера со ссылкой на сопроводительные схематические чертежи, которые показывают варианты осуществления настоящего изобретения.
Фиг. 1 показывает способ получения износостойкого слоя.
Фиг. 2 показывает способ изготовления строительной панели.
Фигуры 3А-С показывают различные варианты исполнения строительной панели.
Подробное описание изобретения
В фиг. 1 износостойкий слой 1 размещен на конвейере 12. Износостойкий слой 1 может представлять собой пленку. В одном варианте исполнения износостойкий слой 1 сформирован слоем порошка, нанесенным на основу 2, например, на конвейер 12. Износостойкий слой 1 может быть сформирован в процессе экструзии, таком как экструзия с раздувом.
Износостойкий слой 1 включает термопластичный материал. Термопластичный материал может включать полиуретан (PU), поливинилхлорид (PVC), полиэтилентерефталат (PET), поливинилбутираль (PVB), полибутилентерефталат (PBT), сшитый полиэтилен (PEX), полиэтилен (PE), сложный полиэфир, полистирол (PS), полипропилен (PP), поликарбонат (PC), поливинилацетат (PVAc), этилен-винилацетат (EVA), полиакрилат, метакрилат, и/или их комбинацию. Термопластичный материал может включать иономер, например, полиэтилена. Термопластичный материал может включать термопластичный полиуретан (PU), такой как термопластичный ароматический или алифатический полиуретан, или их смесь. Термопластичный материал может представлять собой литьевую смолу или быть термоплавким.
Износостойкий слой 1 предпочтительно сформирован из термопластичного материала. Износостойкий слой 1 может главным образом состоять по существу из термопластичного материала, необязательно устойчивых к износу и/или к царапанию частиц и необязательных добавок. Добавки могут представлять собой пластификаторы, стабилизаторы, смазочные средства, дегазирующие агенты, связующие агенты, улучшающие смешиваемость присадки, сшивающие реагенты, и т.д. В вариантах исполнения добавки содержатся в количестве не более 5% по весу, предпочтительно 3% по весу, износостойкого слоя. В вариантах исполнения термопластичный материал составляет по меньшей мере 95% по весу износостойкого слоя. Износостойкий слой 1 может не содержать термореактивные смолы.
В одном варианте исполнения износостойкий слой 1 представляет собой термопластичную износостойкую пленку. Пленка может быть пленкой из термопластичного PU, такой как пленка из термопластичного ароматического или алифатического полиуретана, PVC-пленкой, или пленкой из любого другого упомянутого выше термопластичного материала.
Устойчивые к износу частицы и/или устойчивые к царапанию частицы, например, оксид алюминия, такой как корунд, или кремнезем, могут быть внедрены в износостойкую пленку, например, введены в процессе экструзии. В одном варианте исполнения устойчивые к износу и/или к царапанию частицы размещаются между первой и второй термопластичной пленкой. Первая и вторая термопластичная пленка могут включать различный термопластичный материал. Первая пленка может включать PVC. Вторая пленка может включать термопластичный PU. Вторая пленка предназначена быть обращенной вверх, в противоположную от основы сторону. Вторая пленка предполагается быть находящейся в контакте с тиснильным устройством в стадии тиснения.
В одном варианте исполнения износостойкий слой 1 сформирован из слоя порошка. Слой порошка может включать такой термопластичный материал, как полиуретан (PU), поливинилхлорид (PVC), полиэтилентерефталат (PET), поливинилбутираль (PVB), полибутилентерефталат (PBT), сшитый полиэтилен (PEX), полиэтилен (PE), сложный полиэфир, полистирол (PS), полипропилен (PP), поликарбонат (PC), поливинилацетат (PVAc), этилен-винилацетат (EVA), полиакрилат, метакрилат, и/или их комбинацию. Термопластичный материал может включать иономер, например, полиэтилена.
Слой порошка наносят на основу, такую как конвейер 12. Слой порошка также может включать устойчивые к износу частицы и/или устойчивые к царапанию частицы, например, оксид алюминия, такой как корунд, или кремнезем.
Износостойкий слой 1 может быть сформирован любым из способов, раскрытых в патентных документах SE2015/050782 или в SE2015/050783, полное содержание каждого из которых в прямой форме включено здесь ссылкой.
Под устойчивыми к царапанию частицами подразумеваются частицы, улучшающие характеристики царапания или сопротивления царапанию. Устойчивые к царапанию частицы могут представлять собой или включать наноразмерные частицы кремнезема, предпочтительно частицы пирогенного кремнезема. Устойчивые к царапанию частицы могут представлять собой или включать оксид алюминия. Устойчивые к царапанию частицы могут быть дисковидными частицами, предпочтительно имеющими отношение ширины к толщине, равное или превышающее 3:1, более предпочтительно равное или превышающее 5:1. Такие дисковидные частицы ориентируются вдоль поверхности слоя, улучшая тем самым сопротивление царапанию износостойкого слоя. Устойчивые к царапанию частицы могут иметь средний диаметр частиц 1-50 мкм, предпочтительно 10-20 мкм.
Устойчивые к износу частицы могут представлять собой частицы оксида алюминия, такие как корунд. В альтернативном варианте, устойчивые к износу частицы могут представлять собой карборунд, кварц, кремнезем, стекло, стеклянные бусинки, стеклянные сферы, карбид кремния, алмазные частицы, твердые пластики, армированные полимеры и органические вещества. Устойчивые к износу частицы предпочтительно имеют средний диаметр частиц 10-200 мкм, предпочтительно 50-100 мкм, более предпочтительно 25-100 мкм. Устойчивые к износу частицы могут иметь средний диаметр частиц менее 200 мкм, предпочтительно менее 100 мкм, и более предпочтительно менее 75 мкм, такой как менее 45 мкм. Устойчивые к износу частицы могут иметь неправильную форму. Устойчивые к износу частицы 4 могут быть подвергнуты поверхностной обработке. Устойчивые к износу частицы 4 могут представлять собой обработанные силаном частицы.
Показатель преломления устойчивых к износу частиц может составлять 1,4-1,7. В одном варианте исполнения устойчивая к износу частица может иметь показатель преломления 1,4-1,9, предпочтительно 1,5-1,8, например, 1,7-1,8. Показатель преломления устойчивых к износу частиц предпочтительно не отличается от показателя преломления износостойкого слоя 1 больше, чем на ±20%.
Как устойчивые к износу частицы, так и устойчивые к царапанию частицы предпочтительно не выступают наружу из поверхности износостойкого слоя. Устойчивые к износу частицы и/или устойчивые к царапанию частицы по существу инкапсулированы в износостойком слое. Устойчивые к износу частицы и/или устойчивые к царапанию частицы предпочтительно инкапсулированы в износостойком слое более чем на 90% площади их поверхности. Устойчивые к износу и/или к царапанию частицы предпочтительно не выступают наружу из поверхности износостойкого слоя. Например, предпочтительно по существу инкапсулированы по меньшей мере 95% частиц; необязательно по меньшей мере 99% частиц.
Устойчивые к износу частицы могут быть нанесены в количестве 20-100 г/м2, предпочтительно в количестве 40-60 г/м2.
Верхнюю поверхность износостойкого слоя 1 подвергают тиснению посредством тиснильного устройства 11, имеющего различные уровни блеска. Выполняющая тиснение поверхность тиснильного устройства может иметь участки, имеющие высокий блеск, или даже сверхвысокие уровни блеска, и участки, которые являются матовыми. Различные уровни блеска создаются микроструктурой или микрорельефами, имеющими максимальную глубину 30 мкм. Чем больше глубина микроструктуры, тем больше участок или участки, имеющие матовую текстуру. Чем меньше глубина микроструктуры, тем выше блеск участка или участков. Глубина микрорельефа может варьировать в пределах поверхности тиснильного устройства 11 так, что получаются переменные уровни блеска. Когда происходит тиснение верхней поверхности износостойкого слоя 1 с воздействием микроструктуры или микрорельефов, верхняя поверхность износостойкого слоя 1 получает участки, имеющие различные уровни блеска, соответственно уровням блеска производящей тиснение поверхности тиснильного устройства. Уровни блеска могут варьировать на верхней поверхности износостойкого слоя 1. Под различными уровнями блеска предпочтительно подразумевается, что уровень блеска первого участка, или первой серии участков, отличается от уровня блеска второго участка, или второй серии участков. Первый участок, или первая серия участков, может иметь более высокий уровень блеска, чем второй участок, или вторая серия участков. Первый участок, или первая серия участков, может иметь первую степень блеска, и второй участок, или вторая серия участков, может иметь вторую степень блеска, которая является более высокой или более низкой, чем первая степень блеска.
Тиснильное устройство 11 также может создавать макроструктуру с выступами для формирования макрорельефов или макроструктуры верхней поверхности износостойкого слоя 1.
Тиснильное устройство 11 может включать металлическую поверхность, на которой созданы различные уровни блеска. Металлическая поверхность тиснильного устройства предназначена для непосредственного контакта с износостойким слоем 1. Тиснильное устройство 11 может представлять собой тиснильный цилиндр или тиснильную плиту, имеющие различные уровни блеска, причем тиснильный цилиндр или тиснильная плита непосредственно контактирует с износостойким слоем 1.
Тиснильное устройство 11 может включать структурированную пленку, имеющую различные уровни блеска. Структурированная пленка может быть в непосредственном контакте с износостойким слоем 1. Структурированная пленка может быть размещена между износостойким слоем 1 и тиснильной плитой, тиснильной лентой или тиснильным цилиндром во время тиснения.
Износостойкий слой 1 прижимается действием тиснильного устройства 11. Предпочтительно также подводится тепло. Тиснильное устройство 11 может представлять собой пресс периодического действия или пресс непрерывного действия.
Верхняя поверхность износостойкого слоя 1 может быть снабжена антиадгезионным средством во избежание прилипания износостойкого слоя 1 к тиснильному устройству 11. Поскольку на износостойкий слой 1 не должен наноситься дополнительный слой, антиадгезионное средство может быть нанесено на износостойкий слой 1, облегчая тем самым операцию тиснения.
Износостойкий слой 1, имеющий участки с различными уровнями блеска, может быть по существу прозрачным после тиснения. Различные уровни блеска формируются микроструктурой в поверхности, предпочтительно имеющей максимальную глубину 30 мкм. Различные уровни блеска могут быть сформированы в приводке с декоративным рисунком или печатным изображением. Декоративный рисунок или печатное изображение могут быть сформированы на поверхности износостойкого слоя 1, предпочтительно на противоположной стороне относительно участков с различным блеском. В альтернативном варианте, износостойкий слой 1 может быть размещен на основе, снабженной декоративным рисунком, на которую позже наклеивается износостойкий слой 1.
На верхней поверхности износостойкого слоя 1 во время тиснения также могут быть созданы рельефные участки. Тиснильное устройство 11, такое как тиснильная плита, тиснильный цилиндр, тиснильная лента или структурированная пленка, могут иметь выступы, образующие рельеф или макроструктуру в износостойком слое 1. В альтернативном варианте, рельефные участки могут быть сформированы в отдельной стадии от формирования участков, имеющих различные уровни блеска. Рельеф предпочтительно находится в приводке с декоративным рисунком или печатным изображением. Декоративный рисунок или печатное изображение могут быть сформированы на поверхности износостойкого слоя 1, предпочтительно на противоположной стороне относительно участков с различным блеском. В альтернативном варианте, износостойкий слой 1 может быть размещен на основе 2, снабженной декоративным рисунком, на которую позже наклеивается износостойкий слой 1.
Толщина износостойкого слоя 1 после тиснения может составлять 0,01-1 мм, быть такой, как 0,01-0,1 мм. Износостойкий слой 1 после тиснения предпочтительно имеет толщину менее 0,5 мм.
Износостойкий слой 1 может быть наклеен на основу 2 в последующей технологической стадии. Износостойкий слой 1 может быть наклеен на основу 2 припрессовыванием или с помощью клеевого средства.
Основа 2 может включать термопластичный материал, такой как PVC или PU. Основа 2 может представлять собой сердцевину 4 или декоративный слой 3. Основа 2 может включать сердцевину 4 и декоративный слой 3, размещенный на сердцевине 4, как показано в фиг. 3А. Если износостойкий слой 1 является пигментированным и/или пропечатанным, декоративный слой 3 может быть исключен.
В альтернативном варианте, износостойкий слой 1 наклеивается на основу 2 во время тиснения, что будет более подробно описано со ссылкой на фиг. 2.
Фиг. 2 показывает способ изготовления строительной панели 10. Строительная панель 10 может представлять собой напольную панель, стеновую панель, потолочную панель, деталь мебели, и т.д. Основу 2 размещают на конвейерной ленте 12. В варианте исполнения, показанном в фиг. 2, основа 2 включает сердцевину 4 и декоративный слой 3, размещенный на сердцевине 4. Сердцевина 4 предпочтительно включает термопластичный материал, например, PVC. Сердцевина 4 может представлять собой WPC (древесно-полимерный композит) или полимерную сердцевину, включающую наполнители и термопластичный материал. Сердцевина может быть экструдирована или образована каландрированием. В альтернативном варианте, сердцевина 4 может представлять собой плиту на древесной основе, такую как древесноволокнистая плита средней плотности (MDF) или древесноволокнистая плита высокой плотности (HDF), или минеральную плиту. Декоративный слой 3 может включать термопластичный материал, такой как термопластичная пленка, например, PVC-пленка. Декоративный слой 3 может быть окрашен или снабжен декоративным рисунком 7, таким как печатное изображение. Декоративный слой 3 может представлять собой слой древесного шпона, пробковый слой или декоративную бумагу.
В альтернативных вариантах исполнения сердцевина 4 описанного выше типа может быть снабжена печатным изображением, напечатанным на сердцевине 4. В этом варианте исполнения декоративный слой на сердцевине 4 не размещают. В одном варианте исполнения износостойкий слой 1 типа, описанного выше со ссылкой на фиг. 1, является пигментированным, и/или пропечатанным так, что получается напечатанный износостойкий слой. В одном варианте исполнения без декоративного слоя сердцевина 4 может быть использована без печатного изображения, и, необязательно, износостойкий слой может быть по существу прозрачным. Когда не предусматривается отдельный декоративный слой, износостойкий слой 1 может быть размещен непосредственно на сердцевине 4.
В варианте исполнения, показанном в фиг. 2, износостойкий слой 1 типа, описанного выше со ссылкой на фиг. 1, нанесен на декоративный слой 3. Износостойкий слой 1 включает термопластичный материал. Износостойкий слой 1 может дополнительно включать устойчивые к износу частицы и/или устойчивые к царапанию частицы, например, оксид алюминия, такой как корунд, или кремнезем.
Под устойчивыми к царапанию частицами подразумеваются частицы, улучшающие характеристики царапания или сопротивления царапанию. Устойчивые к царапанию частицы могут представлять собой или включать наноразмерные частицы кремнезема, предпочтительно частицы пирогенного кремнезема. Устойчивые к царапанию частицы могут представлять собой или включать оксид алюминия. Устойчивые к царапанию частицы могут быть дисковидными частицами, предпочтительно имеющими отношение ширины к толщине, равное или превышающее 3:1, более предпочтительно равное или превышающее 5:1. Такие дисковидные частицы ориентируются вдоль поверхности слоя, улучшая тем самым сопротивление царапанию износостойкого слоя. Устойчивые к царапанию частицы могут иметь средний диаметр частиц 1-50 мкм, предпочтительно 10-20 мкм.
Устойчивые к износу частицы могут представлять собой частицы оксида алюминия, такие как корунд. В альтернативном варианте, или в качестве дополнения, устойчивые к износу частицы могут представлять собой карборунд, кварц, кремнезем, стекло, стеклянные бусинки, стеклянные сферы, карбид кремния, алмазные частицы, твердые пластики, армированные полимеры и органические вещества. Устойчивые к износу частицы предпочтительно имеют средний диаметр частиц 10-200 мкм, предпочтительно 50-100 мкм, более предпочтительно 25-100 мкм. Устойчивые к износу частицы могут иметь средний диаметр частиц менее 200 мкм, предпочтительно менее 100 мкм, и более предпочтительно менее 75 мкм, такой как менее 45 мкм. Устойчивые к износу частицы могут иметь неправильную форму. Устойчивые к износу частицы 4 могут быть подвергнуты поверхностной обработке. Устойчивые к износу частицы 4 могут представлять собой обработанные силаном частицы.
Показатель преломления устойчивых к износу частиц может составлять 1,4-1,7. В одном варианте исполнения устойчивая к износу частица может иметь показатель преломления 1,4-1,9, предпочтительно 1,5-1,8, например, 1,7-1,8. Показатель преломления устойчивых к износу частиц предпочтительно не отличается от показателя преломления износостойкого слоя 1 больше, чем на ±20%.
Как устойчивые к износу частицы, так и устойчивые к царапанию частицы предпочтительно не выступают наружу из поверхности износостойкого слоя. Устойчивые к износу частицы и/или устойчивые к царапанию частицы по существу инкапсулированы в износостойком слое. Устойчивые к износу частицы и/или устойчивые к царапанию частицы предпочтительно инкапсулированы в износостойком слое более чем на 90% площади их поверхности. Устойчивые к износу и/или к царапанию частицы предпочтительно не выступают наружу из поверхности износостойкого слоя. Например, предпочтительно по существу инкапсулированы по меньшей мере 95% частиц; необязательно по меньшей мере 99% частиц.
Износостойкий слой 1 может быть по существу прозрачным, или по меньшей мере по существу прозрачным после тиснения.
Термопластичный материал износостойкого слоя может включать полиуретан (PU), поливинилхлорид (PVC), полиэтилентерефталат (PET), поливинилбутираль (PVB), полибутилентерефталат (PBT), сшитый полиэтилен (PEX), полиэтилен (PE), сложный полиэфир, полистирол (PS), полипропилен (PP), поликарбонат (PC), поливинилацетат (PVAc), этилен-винилацетат (EVA), полиакрилат, метакрилат, и/или их комбинацию. Термопластичный материал может включать термопластичный полиуретан (PU), такой как термопластичный ароматический или алифатический полиуретан, или их смесь. Термопластичный материал может включать иономер, например, полиэтилена. Термопластичный материал может представлять собой литьевую смолу или быть термоплавким. Сердцевина и/или декоративный слой также могут включать перечисленные выше термопластичные материалы.
Износостойкий слой 1 предпочтительно сформирован из термопластичного материала. Износостойкий слой 1 может по существу состоять из термопластичного материала, необязательно устойчивых к износу и/или к царапанию частиц и необязательных добавок. Добавки могут представлять собой пластификаторы, стабилизаторы, смазочные средства, дегазирующие агенты, связующие агенты, улучшающие смешиваемость присадки, сшивающие реагенты, и т.д.
В одном варианте исполнения износостойкий слой 1 представляет собой термопластичную износостойкую пленку. Пленка может быть пленкой из термопластичного PU, такой как пленка из термопластичного ароматического или алифатического полиуретана, PVC-пленкой, или пленкой из любого другого упомянутого выше термопластичного материала.
Устойчивые к износу частицы и/или устойчивые к царапанию частицы, например, оксид алюминия, такой как корунд, или кремнезем, могут быть внедрены в износостойкую пленку, например, введены в процессе экструзии. В одном варианте исполнения устойчивые к износу и/или к царапанию частицы размещаются между первой и второй термопластичной пленкой. Первая и вторая термопластичная пленка может включать различный термопластичный материал. Первая пленка может включать PVC. Вторая пленка может включать термопластичный PU. Вторая пленка предназначена быть обращенной вверх, в противоположную от основы сторону. Вторая пленка предполагается находящейся в контакте с тиснильным устройством в стадии тиснения.
В еще одном варианте исполнения износостойкий слой 1 нанесен в виде слоя порошка. Термопластичный порошок, включающий, например, PVC, наносят на декоративный слой 3. Вышеописанные устойчивые к износу и/или к царапанию частицы могут быть смешаны с термопластичным порошком, или нанесены на верх термопластичного порошка. В альтернативном варианте, износостойкий слой наносят в виде слоя порошка, включающего УФ-отверждаемый порошок, например, включающий акрилатные или метакрилатные мономеры или олигомеры. Термопластичные части УФ-отверждаемого порошка, например, такого как основа из термопластичного PU, действуют во время тиснения подобно термопластичному материалу, тогда как УФ-отверждаемые части отверждаются УФ-излучением после тиснения.
В еще одном варианте исполнения износостойкий слой 1 наносят в виде покрытия на декоративный слой 3. Покрытие может быть высушенным покрытием, отверждаемым покрытием или термоплавким покрытием. Покрытие может представлять собой отверждаемое излучением покрытие, предпочтительно УФ-отверждаемое покрытие. Покрытие может включать акрилатные или метакрилатные мономеры или олигомеры. Описанные выше устойчивые к износу и/или к царапанию частицы могут быть нанесены на покрытие. Когда используют отверждаемое покрытие, то перед тиснением покрытие может быть отверждено, чтобы сформировался износостойкий слой 1. Если применяется покрытие еще одного типа, покрытие может быть высушено или охлаждено перед тиснением.
Износостойкий слой 1 может быть сформирован любым из способов, раскрытых в патентных документах SE2015/050782 или в SE2015/050783, полное содержание каждого из которых в прямой форме включено здесь ссылкой.
Сердцевина 4, имеющая размещенные на ней декоративный слой 3 и износостойкий слой 1, переносится в тиснильное устройство 11. Тиснильное устройство 11 может быть периодического или непрерывного действия.
Верхнюю поверхность износостойкого слоя 1 подвергают тиснению с помощью тиснильного устройства 11, имеющего различные уровни блеска. Выполняющая тиснение поверхность тиснильного устройства может иметь участки, имеющие высокий блеск, или даже сверхвысокие уровни блеска, и участки, которые являются матовыми. Различные уровни блеска создаются микрорельефами или микроструктурой, имеющими максимальную глубину 30 мкм. Чем больше глубина микроструктуры, тем больше участок или участки, имеющие матовую текстуру. Чем меньше глубина микроструктуры, тем выше блеск участка или участков. При тиснении верхней поверхности износостойкого слоя 1 с воздействием микроструктуры верхняя поверхность износостойкого слоя 1 получает участки, имеющие различные уровни блеска. Глубина микрорельефа может варьировать в пределах поверхности тиснильного устройства 11 так, что получаются переменные уровни блеска. При тиснении верхней поверхности износостойкого слоя 1 с воздействием микроструктуры верхняя поверхность износостойкого слоя 1 получает участки, имеющие различные уровни блеска, соответственно уровням блеска производящей тиснение поверхности тиснильного устройства. Уровни блеска могут варьировать на верхней поверхности износостойкого слоя 1. Под различными уровнями блеска предпочтительно подразумевается, что уровень блеска первого участка, или первой серии участков, отличается от уровня блеска второго участка, или второй серии участков. Первый участок, или первая серия участков, может иметь более высокий уровень блеска, чем второй участок, или вторая серия участков. Первый участок, или первая серия участков, может иметь первую степень блеска, и второй участок, или вторая серия участков, может иметь вторую степень блеска, которая является более высокой или более низкой, чем первая степень блеска.
Тиснильное устройство 11 также может снабжено выступами для формирования макрорельефов или макроструктуры верхней поверхности износостойкого слоя 1. Макроструктура также может быть в приводке с декоративной печатью или печатным изображением 7 декоративного слоя 3.
Тиснильное устройство 11 может включать металлическую поверхность, на которой созданы различные уровни блеска. Металлическая поверхность тиснильного устройства предназначена для непосредственного контакта с износостойким слоем 1. Тиснильное устройство 11 может представлять собой тиснильный цилиндр или тиснильную плиту, имеющие различные уровни блеска, причем тиснильный цилиндр или тиснильная плита непосредственно контактирует с износостойким слоем 1.
В одном варианте исполнения тиснильное устройство 11 может включать структурированную пленку, имеющую различные уровни блеска. Структурированная пленка предназначена быть в непосредственном контакте с износостойким слоем 1. Структурированная пленка может быть размещена между износостойким слоем 1 и тиснильной плитой, тиснильной лентой или тиснильным цилиндром во время тиснения.
Износостойкий слой 1 прижимается действием тиснильного устройства 11. Предпочтительно также подводится тепло. Тиснильное устройство 11 может представлять собой пресс периодического действия или пресс непрерывного действия. Верхняя поверхность износостойкого слоя 1 может быть снабжена антиадгезионным средством во избежание прилипания износостойкого слоя 1 к тиснильному устройству 11. Поскольку на износостойкий слой 1 не должен наноситься дополнительный слой, антиадгезионное средство может быть нанесено на износостойкий слой 1, облегчая тем самым операцию тиснения.
Износостойкий слой 1, имеющий участки с различными уровнями блеска, может быть по существу прозрачным после тиснения. Различные уровни блеска формируются микроструктурой в поверхности, предпочтительно имеющей максимальную глубину 30 мкм. Различные уровни блеска могут быть сформированы в приводке с декоративным рисунком или печатным изображением 7 декоративного слоя 3.
Толщина износостойкого слоя 1 после тиснения может составлять 0,01-1 мм, быть такой, как 0,01-0,1 мм. Износостойкий слой 1 после тиснения предпочтительно имеет толщину менее 0,5 мм.
На верхней поверхности износостойкого слоя 1 во время тиснения также могут быть созданы рельефные участки. Тиснильное устройство 11, такое как тиснильная плита, тиснильный цилиндр, тиснильная лента или структурированная пленка, могут быть снабжены выступами, образующими рельеф или макроструктуру в износостойком слое 1. В альтернативном варианте, рельефные участки могут быть сформированы в отдельной стадии от формирования участков, имеющих различные уровни блеска. Рельеф предпочтительно находится в приводке с декоративным рисунком или печатным изображением 7. Рельеф предпочтительно согласуется с участками, имеющими различные уровни блеска износостойкого слоя 1. Рельефные участки в износостойком слое предпочтительно имеют глубину, превышающую 100 мкм.
Если износостойкий слой 1 наносят в виде пленки, участки, имеющие различные уровни блеска, формируют на пленке.
Если износостойкий слой 1 наносят в виде слоя порошка, износостойкий слой 1 формируют во время тиснения из порошка, преобразуемого в слой при приложении давления, и предпочтительно также с подведением тепла.
Если износостойкий слой 1 наносят в виде покрытия, перед тиснением может быть выполнена стадия предварительной обработки. Стадия предварительной обработки может представлять собой сушку, охлаждение и/или гелеобразование. Если используется отверждаемое излучением покрытие, покрытие преобразуют в гель перед тиснением. Во время тиснения в гелеобразном покрытии формируются участки, имеющие различные уровни блеска.
В одном варианте исполнения покрытие может представлять собой комбинацию термореактивного и термопластичного связующего материала. Термопластичная часть связующего материала может быть активирована в операции предварительного нагревания и/или тиснения для формирования износостойкого слоя 1. В стадии тиснения, в которой износостойкий слой подвергается тиснению действием тиснильного устройства 11, имеющего участки с различными уровнями блеска, термореактивная часть связующего материала может быть активирована так, что связующий материал отверждается и достигает своего конечного состояния. Тем самым формируется износостойкий слой 1, имеющий участки с различными уровнями блеска.
При тиснении в тиснильном устройстве 11 износостойкий слой 1, сердцевина 4 и необязательный декоративный слой 3 склеиваются друг с другом так, что сформируется строительная панель 10.
В фиг. 3А строительная панель 10 показана более подробно. Строительная панель 10 включает сердцевину 4 вышеописанного типа, декоративный слой 3 вышеописанного типа, размещенный на сердцевине 4, и износостойкий слой 1 вышеописанного типа, размещенный на декоративном слое 3. Износостойкий слой 1 может быть сформирован согласно способу, описанному со ссылкой на фиг. 1, и наклеен на декоративный слой 3, размещенный на сердцевине 4, в последующей стадии. В альтернативном варианте, износостойкий слой 1 может быть получен согласно способу, описанному со ссылкой на фиг. 2, в котором износостойкий слой 1, декоративный слой 3 и сердцевину 4 склеивают друг с другом во время тиснения.
Износостойкий слой 1 может включать устойчивые к износу частицы и/или устойчивые к царапанию частицы, как описано выше со ссылкой на фиг. 1 и фиг. 2. Устойчивые к износу частицы и/или устойчивые к царапанию частицы по существу инкапсулированы в износостойком слое 1.
На строительной панели 10 создаются участки 5, 6, имеющие различные уровни блеска. Участки 5, 6, имеющие различный блеск, предпочтительно располагаются в приводке с декоративным рисунком или печатным изображением 7 декоративного слоя 3. На износостойком слое 1 также может быть создан рельеф, причем рельеф или макроструктура находится в приводке с декоративным рисунком или печатным изображением 7 декоративного слоя 3, и согласуется с участками 5, 6, имеющими различные уровни блеска износостойкого слоя 1. Износостойкий слой 1 может быть по меньшей мере по существу прозрачным.
Уровни блеска могут варьировать на верхней поверхности износостойкого слоя 1. Под различными уровнями блеска предпочтительно подразумевается, что уровень блеска первого участка 5, или первой серии участков 5, отличается от уровня блеска второго участка 6, или второй серии участков 6. Первый участок 5, или первая серия участков 5, может иметь более высокий уровень блеска, чем второй участок 6, или вторая серия участков 6. Первый участок 5, или первая серия участков 5, может иметь первую степень блеска, и второй участок 6, или вторая серия участков 6, может иметь вторую степень блеска, которая является более высокой или более низкой, чем первая степень блеска.
В варианте исполнения, показанном в фиг. 3А, первая серия участков 5, имеющая более высокий уровень блеска, чем вторая серия участков 6, находится в приводке с выступающими участками строительной панели 10. Вторая серия участков 6, имеющая более низкий уровень блеска, чем первая серия участков 5, находится в приводке с тиснеными участками строительной панели 10. В зависимости от конструкции, также возможна обратная комбинация уровня блеска и тиснения.
Показанная в фиг. 3А строительная панель 10 может представлять собой напольную панель, потолочную панель, стеновую панель, деталь мебели, и т.д. Строительная панель 10 может быть оснащена системой механического фиксирования (не показана) на ее кромках для скрепления с соседней строительной панелью. Система механического фиксирования может включать на первой кромке строительной панели шлицевой паз, приспособленный для вставления в него шпунта соседней строительной панели, и стопорную планку, оснащенную стопорным элементом, предназначенным для взаимодействия со стопорным пазом соседней строительной панели и фиксирования строительной панели в горизонтальном направлении со смежной строительной панелью. Система механического фиксирования может дополнительно включать на второй кромке шлицевой паз, приспособленный для принятия запорного элемента соседней строительной панели, и шпунт, предназначенный для взаимодействия со шлицевым пазом соседней строительной панели и фиксирования строительной панели в вертикальном направлении. Систему механического фиксирования формируют в сердцевине строительной панели. Системой механического фиксирования могут быть оснащены как длинные боковые кромки, так и короткие боковые кромки строительной панели. В альтернативном варианте, длинные боковые кромки могут быть снабжены системой механического фиксирования для горизонтального и вертикального фиксирования, и короткие боковые кромки могут быть оснащены системой механического фиксирования только для горизонтального фиксирования. Система механического фиксирования может быть типа, описанного в патентных документах WO 2007/015669, WO 2008/004960, WO 2009/116926, или WO 2010/087752, полное содержание каждого из которых в прямой форме включено здесь ссылкой.
Второй вариант исполнения строительной панели 10' показан в фиг. 3В. Строительная панель 10' включает сердцевину 4 вышеописанного типа и износостойкий слой 1 вышеописанного типа, размещенный на сердцевине 4. Износостойкий слой 1 может быть получен согласно способу, описанному со ссылкой на фиг. 1, и наклеен на сердцевину 4 в последующей стадии. В альтернативном варианте, износостойкий слой 1 может быть получен согласно способу, описанному со ссылкой на фиг. 2, в котором износостойкий слой 1 и сердцевина 4 могут быть склеены друг с другом во время тиснения, или склеены между собой с помощью адгезива в последующей стадии.
Верхняя поверхность сердцевины 4 или нижняя поверхность износостойкого слоя 1, противоположная поверхности износостойкого слоя 1, имеющей участки 5, 6 с различным блеском, могут быть снабжены декоративным рисунком или печатным изображением 7.
Износостойкий слой 1 может включать устойчивые к царапанию частицы и/или устойчивые к износу частицы, как описано выше со ссылкой на фиг. 1 и фиг. 2. Устойчивые к износу частицы и/или устойчивые к царапанию частицы по существу инкапсулированы в износостойком слое 1.
На строительной панели 10' сформированы участки 5, 6, имеющие различные уровни блеска. Участки 5, 6, имеющие различные уровни блеска, предпочтительно размещены в приводке с декоративным рисунком или печатным изображением 7, нанесенным на износостойкий слой 1 или на сердцевину 4. Износостойкий слой 1 также может быть оснащен тиснением, причем тиснение находится в приводке с декоративным рисунком или печатным изображением 7, и согласуется с участками 5, 6, имеющими различные уровни блеска на износостойком слое 1. Износостойкий слой 1 может быть по меньшей мере по существу прозрачным.
Уровни блеска могут варьировать на верхней поверхности износостойкого слоя 1. Под различными уровнями блеска предпочтительно подразумевается, что уровень блеска первого участка 5, или первой серии участков 5, отличается от уровня блеска второго участка 6, или второй серии участков 6. Первый участок 5, или первая серия участков 5, может иметь более высокий уровень блеска, чем второй участок 6, или вторая серия участков 6. Первый участок 5, или первая серия участков 5, может иметь первую степень блеска, и второй участок 6, или вторая серия участков 6, может иметь вторую степень блеска, которая является более высокой или более низкой, чем первая степень блеска.
В варианте исполнения, показанном в фиг. 3В, первая серия участков 5, имеющая более высокий уровень блеска, чем вторая серия участков 6, находится в приводке с выступающими участками строительной панели 10'. Вторая серия участков 6, имеющая более низкий уровень блеска, чем первая серия участков 5, находится в приводке с тиснеными участками строительной панели 10'. В зависимости от конструкции, также возможна обратная комбинация уровня блеска и тиснения.
Показанная в фиг. 3В строительная панель 10' может представлять собой напольную панель, потолочную панель, стеновую панель, деталь мебели, и т.д. Строительная панель 10' может быть оснащена системой механического фиксирования типа, описанного выше со ссылкой на фиг. 3А, на ее кромках для скрепления с соседней строительной панелью.
Третий вариант исполнения строительной панели 10ʺ показан в фиг. 3С. Строительная панель 10ʺ включает основу 2. В варианте исполнения согласно фиг. 3С основа 2 включает декоративный слой 3 и износостойкий слой 1, размещенный на декоративном слое 3. Декоративный слой 3 относится к типу, описанному выше со ссылкой на фиг. 2. Износостойкий слой 1 относится к типу, описанному выше со ссылкой на фигуры 1 и 2. Износостойкий слой 1 может быть получен согласно способу, описанному со ссылкой на фиг. 1, и наклеен на декоративный слой 3 в последующей стадии. В альтернативном варианте, износостойкий слой 1 может быть получен согласно способу, описанному со ссылкой на фиг. 2, в котором износостойкий слой 1 и декоративный слой 3 склеивают друг с другом во время тиснения.
Износостойкий слой 1 может включать устойчивые к царапанию частицы и/или устойчивые к износу частицы, как описано выше со ссылкой на фиг. 1 и фиг. 2. Устойчивые к износу частицы и/или устойчивые к царапанию частицы по существу инкапсулированы в износостойком слое 1.
На износостойком слое 1 созданы участки 5, 6, имеющие различные уровни блеска. Участки 5, 6, имеющие различный блеск, предпочтительно располагаются в приводке с декоративным рисунком или печатным изображением 7 декоративного слоя 3. На износостойком слое 1 также может быть создан рельеф, причем рельеф находится в приводке с декоративным рисунком или печатным изображением 7 декоративного слоя 3, и согласуется с участками 5, 6, имеющими различные уровни блеска износостойкого слоя 1. Износостойкий слой 1 может быть по меньшей мере по существу прозрачным.
Уровни блеска могут варьировать на верхней поверхности износостойкого слоя 1. Под различными уровнями блеска предпочтительно подразумевается, что уровень блеска первого участка 5, или первой серии участков 5, отличается от уровня блеска второго участка 6, или второй серии участков 6. Первый участок 5, или первая серия участков 5, может иметь более высокий уровень блеска, чем второй участок 6, или вторая серия участков 6. Первый участок 5, или первая серия участков 5, может иметь первую степень блеска, и второй участок 6, или вторая серия участков 6, может иметь вторую степень блеска, которая является более высокой или более низкой, чем первая степень блеска.
В варианте исполнения, показанном в фиг. 3С, первая серия участков 5, имеющая более высокий уровень блеска, чем вторая серия участков 6, находится в приводке с выступающими участками строительной панели 10ʺ. Вторая серия участков 6, имеющая более низкий уровень блеска, чем первая серия участков 5, находится в приводке с тиснеными участками строительной панели 10ʺ. В зависимости от конструкции, также возможна обратная комбинация уровня блеска и тиснения.
Показанная в фиг. 3C строительная панель 10ʺ может представлять собой напольную панель, потолочную панель, стеновую панель, деталь мебели, и т.д. Декоративный слой 3 и износостойкий слой 1 могут быть наклеены на сердцевину 4 описанного выше типа в последующей стадии. Строительная панель может быть оснащена системой механического фиксирования типа, описанного выше со ссылкой на фиг. 3А, на ее краях для скрепления с соседней строительной панелью.
Также предусматривается, что на основе, например, на декоративном слое, размещают традиционную износостойкую пленку, и что износостойкий слой согласно вариантам осуществления настоящего изобретения, например, в форме покрытия, наносят на традиционную износостойкую пленку, причем на износостойком слое создают участки, имеющие различные уровни блеска, во время тиснения. Также предусматривается, что на традиционной износостойкой пленке могут быть созданы тиснения, предпочтительно в приводке с декоративным рисунком или печатным изображением декоративного слоя, в то время как на износостойком слое согласно вариантам осуществления настоящего изобретения создают участки, имеющие различные уровни блеска, предпочтительно в приводке с декоративным рисунком или печатным изображением, и в согласовании с тиснениями на традиционной износостойкой пленке. Традиционная износостойкая пленка может быть подвергнута тиснению с помощью тиснильного устройства, включающего выступы для формирования вытисненных участков, перед нанесением износостойкого слоя согласно вариантам осуществления настоящего изобретения, например, в форме покрытия.
Покрытие, наносимое соответственно на износостойкий слой согласно вариантам осуществления настоящего изобретения, не исключается. Покрытие может представлять собой отверждаемое излучением покрытие, такое как УФ-отверждаемое покрытие. Например, выступы на износостойком слое могут быть покрыты так, что получается различный уровень блеска.
Участки тиснильного устройства, имеющие различные уровни блеска, как описано выше, могут быть сформированы несколькими путями. Например, имеющие различные уровни блеска участки тиснильного устройства, такого как тиснильная плита, тиснильная лента или тиснильный цилиндр, могут быть получены гравированием, струйной обработкой абразивным материалом, травлением, полированием, таким как электрополирование, и т.д. Различные уровни блеска также могут быть получены методом цифровой печати материалом на поверхности тиснильного устройства. Цифровая печать может быть в приводке с декоративным рисунком строительной панели.
Предусматривается, что износостойкий слой согласно всем аспектам изобретения может быть отполирован после тиснения так, что получается равномерная более высокая степень блеска.
Кроме того, предусматривается, что износостойкий слой, как описано выше согласно всем аспектам изобретения, является пигментированным так, что создается окрашенный износостойкий слой. Кроме того, износостойкий слой описанного выше типа может быть пропечатан так, что получается напечатанный износостойкий слой.
Предусматривается, что различные уровни блеска могут быть получены полированием и/или струйной обработкой в качестве альтернатив тиснению с использованием тиснильного устройства, имеющего различные уровни блеска. Предусматривается, что во всех описанных вариантах исполнения верхняя поверхность износостойкого слоя может быть подвергнута тиснению с использованием тиснильного устройства. Производящая тиснение поверхность тиснильного устройства может иметь по существу равномерный уровень блеска. В одном варианте исполнения тиснильное устройство имеет рельефную тиснильную поверхность. Получается износостойкий слой описанного выше типа, и верхнюю поверхность износостойкого слоя подвергают тиснению с помощью тиснильного устройства с рельефной поверхностью, такого как тиснильная плита с рельефной поверхностью, тиснильная лента с рельефной поверхностью или тиснильный цилиндр с рельефной поверхностью, таким образом, что в верхней поверхности износостойкого слоя формируется рельефная структура. После этого верхнюю поверхность износостойкого слоя полируют так, что любые выступающие участки в верхней поверхности износостойкого слоя получают иную степень блеска, по сравнению с участками, которые не отполированы. В одном варианте исполнения верхнюю поверхность износостойкого слоя полируют так, что любые выступающие участки в верхней поверхности износостойкого слоя получают более высокий уровень блеска сравнительно с уровнем блеска вытисненных участков в верхней поверхности износостойкого слоя. В альтернативном варианте, или в сочетании, верхнюю поверхность износостойкого слоя полируют так, что любые выступающие участки в верхней поверхности износостойкого слоя получают более низкий уровень блеска сравнительно с уровнем блеска вытисненных участков в верхней поверхности износостойкого слоя. Тем самым формируют верхний слой износостойкого слоя, имеющий различные уровни блеска. Как было описано выше со ссылкой на фигуры 1 и 2, износостойкий слой может быть сформирован в виде отдельного слоя, как описано со ссылкой на фиг. 1, или при формировании строительной панели, как описано со ссылкой на фиг. 2. При полировании может быть использован полировальный материал, например, включающий абразивные частицы. С использованием полировального материала различных типов может быть получен более низкий или более высокий уровень блеска.
Вместо применения тиснильного устройства, имеющего рельефную тиснильную поверхность, верхняя поверхность износостойкого слоя описанного выше типа может быть вытиснена с использованием тиснильного устройства, имеющего плоскую тиснильную поверхность. Тиснильная поверхность тиснильного устройства может иметь по существу равномерный уровень блеска. После тиснения участки верхней поверхности износостойкого слоя могут быть маскированы, и немаскированные участки отполированы так, что немаскированные участки получают уровень блеска, отличный от уровня блеска маскированных участков. В альтернативном варианте, или в качестве дополнения, участки верхней поверхности износостойкого слоя могут быть подвергнуты струйной обработке так, что участки получают уровень блеска, отличный от уровня блеска остальной верхней поверхности износостойкого слоя.
Предусматривается, что существуют многочисленные модификации описанных здесь вариантов исполнения, которые тем не менее находятся в пределах области изобретения, как определенной в пунктах прилагаемой формулы изобретения. Например, предусматривается, что на сердцевине для формирования строительной панели может быть размещен более чем один износостойкий слой.
Также предусматривается, что, даже если слой был описан выше как износостойкий слой, он может быть декоративным слоем, или слоем любого типа.
Пример 1
Пленку из термопластичного алифатического PU, имеющую толщину 0,05 мм, формирующую износостойкий слой, нанесли на декоративный слой, включающий PVC. Декоративный слой закрепили на термопластичной сердцевине, включающей PVC. Износостойкий слой, декоративный слой и сердцевину спрессовали друг с другом для формирования строительной панели, причем слои склеились между собой. Износостойкий слой подвергли тиснению с использованием структурированной пленки из бумаги. Структурированная пленка включала два различных уровня блеска. При прижимании структурированной пленки, имеющей два различных уровня блеска, к износостойкому слою термопластичный износостойкий слой получает два различных уровня блеска. Измерение одного участка на верхней поверхности износостойкого слоя блескомером показало блеск 39,2 GU, и еще один участок имел блеск 12,7 GU.
Пример 2
Пленку из термопластичного алифатического PU, имеющую толщину 0,05 мм, формирующую износостойкий слой, нанесли на декоративный слой, включающий PVC. Декоративный слой закрепили на термопластичной сердцевине, включающей PVC. Износостойкий слой, декоративный слой и сердцевину спрессовали друг с другом для формирования строительной панели, причем слои склеились между собой. Износостойкий слой подвергли тиснению с использованием тиснильной плиты. Тиснильная плита имела металлическую тиснильную поверхность. Тиснильная плита включала два различных уровня блеска. При прижимании тиснильной плиты, имеющей два различных уровня блеска, к износостойкому слою термопластичный износостойкий слой получает два различных уровня блеска. Измерение одного участка на верхней поверхности износостойкого слоя блескомером показало блеск 19,1 GU, и еще один участок имел блеск 1,8 GU.
Пример 3
Износостойкий слой в форме многослойной пленки, включающей PVC-пленку и пленку из термопластичного алифатического PU, с размещенными между ними устойчивыми к износу частицами в форме частиц оксида алюминия, нанесли на декоративный слой, включающий PVC, причем PVC-пленка была обращена к декоративному слою. Декоративный слой закрепили на термопластичной сердцевине, включающей PVC. Износостойкий слой, декоративный слой и сердцевину спрессовали друг с другом для формирования строительной панели, причем слои склеились между собой. Износостойкий слой подвергли тиснению с использованием структурированной пленки из бумаги. Структурированная пленка включала два различных уровня блеска. При прижимании структурированной пленки, имеющей два различных уровня блеска, к износостойкому слою термопластичный износостойкий слой получает два различных уровня блеска. Измерение одного участка на верхней поверхности износостойкого слоя блескомером показало блеск 25,2 GU, и еще один участок имел блеск 12,6 GU.
Пример 4
Износостойкий слой в форме многослойной пленки, включающей PVC-пленку и пленку из термопластичного алифатического PU, с размещенными между ними устойчивыми к износу частицами в форме частиц оксида алюминия, нанесли на декоративный слой, включающий PVC, причем PVC-пленка была обращена к декоративному слою. Декоративный слой закрепили на термопластичной сердцевине, включающей PVC. Износостойкий слой, декоративный слой и сердцевину спрессовали друг с другом для формирования строительной панели, причем слои склеились между собой. Износостойкий слой подвергли тиснению с использованием тиснильной плиты. Тиснильная плита имела металлическую тиснильную поверхность. Тиснильная плита включала два различных уровня блеска. При прижимании тиснильной плиты, имеющей два различных уровня блеска, к износостойкому слою термопластичный износостойкий слой получает два различных уровня блеска. Измерение одного участка на верхней поверхности износостойкого слоя блескомером показало блеск 20,0 GU, и еще один участок имел блеск 3,8 GU.
Сравнительный Пример 5
Имеющийся в продаже на рынке LVT-продукт, включающий лакированную поверхность, подвергли полированию с использованием абразивного продукта, что привело к износу продукта, утратившего защитное действие лакового слоя.
Пример 6
Износостойкий слой в форме многослойной пленки, включающей PVC-пленку и пленку из термопластичного алифатического PU, с размещенными между ними устойчивыми к износу частицами в форме частиц оксида алюминия, нанесли на декоративный слой, включающий PVC, причем PVC-пленка была обращена к декоративному слою. Декоративный слой закрепили на термопластичной сердцевине, включающей PVC. Износостойкий слой, декоративный слой и сердцевину спрессовали друг с другом для формирования строительной панели, причем слои склеились между собой. Износостойкий слой подвергли тиснению с использованием тиснильной плиты. Тиснильная плита имела металлическую тиснильную поверхность. При полировании участков термопластичного износостойкого слоя абразивными продуктами изделие получает два различных уровня блеска, без нарушения защитной функции износостойкого слоя. Один участок на верхней поверхности износостойкого слоя был измерен блескомером и имел блеск 21,1 GU, и еще один участок имел блеск 3,8 GU.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОВЕРХНОСТЬ, ИМЕЮЩАЯ ИЗМЕНЯЕМЫЙ ЦИФРОВОЙ ОТТИСК С ПРИВОДКОЙ | 2013 |
|
RU2642767C2 |
| ЦИФРОВАЯ ПЕЧАТЬ ПРОЗРАЧНЫМИ БЕСЦВЕТНЫМИ ЧЕРНИЛАМИ | 2014 |
|
RU2667589C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА СТРОИТЕЛЬНУЮ ПАНЕЛЬ МЕТОДОМ ЦИФРОВОЙ ПЕЧАТИ ИЛИ ЦИФРОВОГО ПОКРЫТИЯ | 2013 |
|
RU2636516C2 |
| ПАНЕЛЬ ПОЛА И СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛИ ПОЛА | 2017 |
|
RU2744252C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА, ПОКРЫТОГО ШПОНОМ, И ТАКОЙ ЭЛЕМЕНТ, ПОКРЫТЫЙ ШПОНОМ | 2015 |
|
RU2687440C2 |
| СФОРМИРОВАННЫЙ ЛАМИНИРОВАНИЕМ С РАСПЛАВЛЕНИЕМ ДЕКОРАТИВНЫЙ МНОГОСЛОЙНЫЙ МАТЕРИАЛ | 2017 |
|
RU2684366C1 |
| ПОРОШКОВОЕ ПОКРЫТИЕ | 2011 |
|
RU2564347C2 |
| ПАНЕЛЬ СО СКРУГЛЕННОЙ КРОМКОЙ | 2012 |
|
RU2563507C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНОЙ ПАНЕЛИ | 2013 |
|
RU2604482C2 |
| ЦИФРОВАЯ ПЕЧАТЬ СВЯЗУЮЩИМ | 2013 |
|
RU2643975C2 |
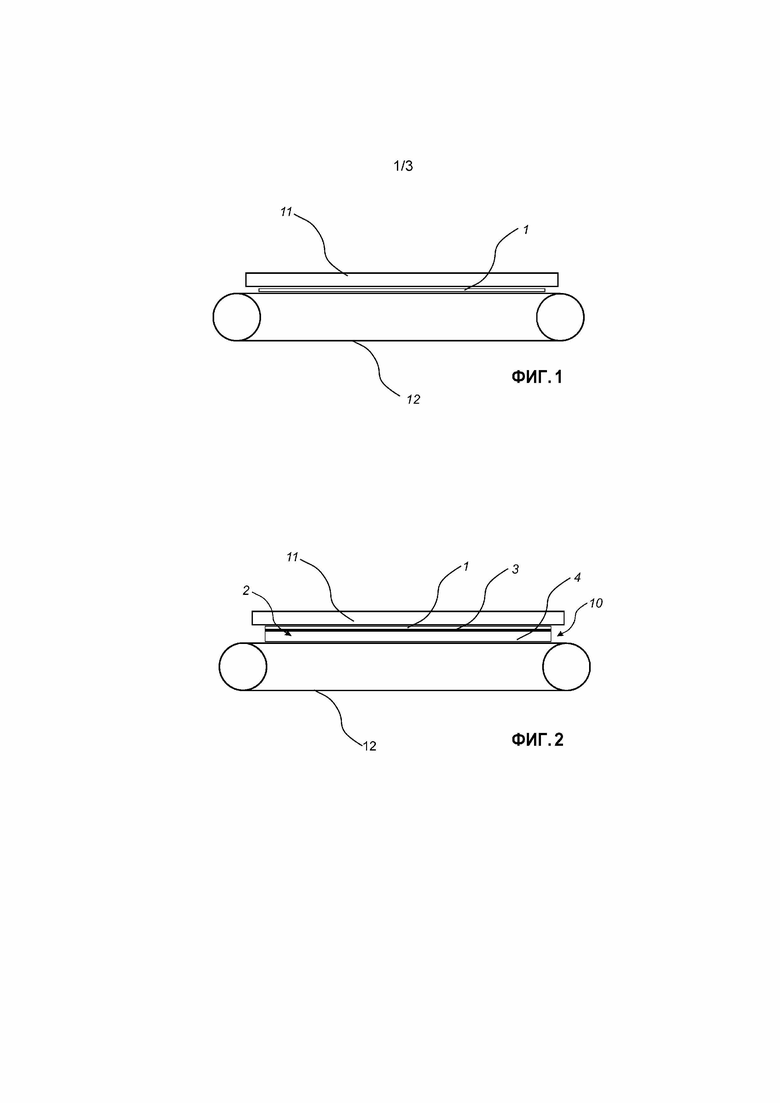
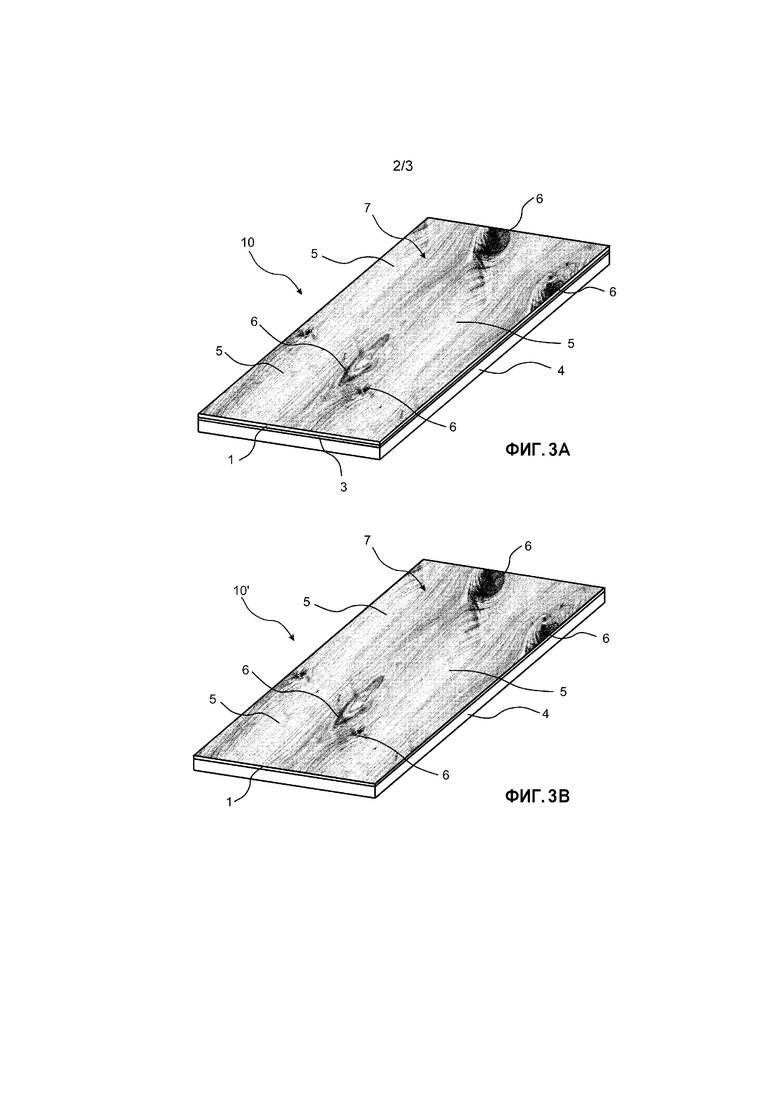
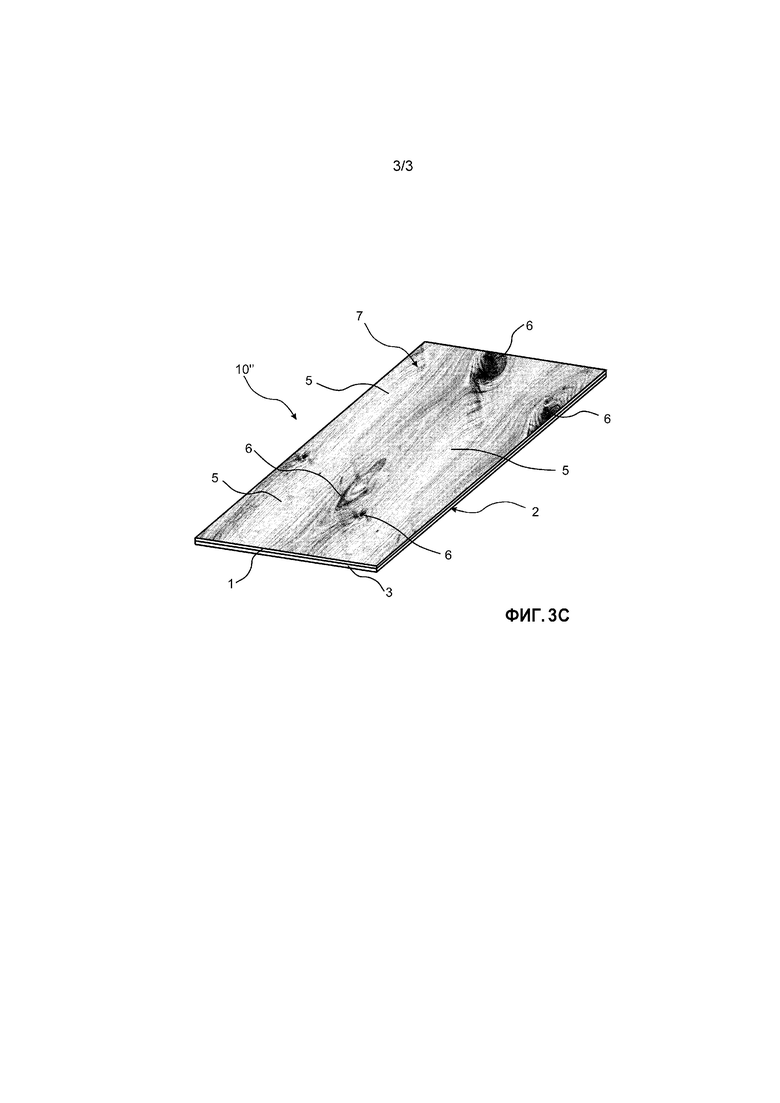
Изобретение относится к области создания напольных покрытий и касается способа получения износостойкого слоя с различными уровнями блеска и к способу изготовления строительной панели. Готовят износостойкий слой, включающий термопластичный материал и устойчивые к износу частицы и/или к царапанию частицы, которые инкапсулированы в износостойком слое. Износостойкий слой является по существу прозрачным. Проводят тиснение износостойкого слоя посредством тиснильного устройства, имеющего участки с различными уровнями блеска, в результате износостойкий слой получает участки, имеющие различные уровни блеска после тиснения. Строительную панель изготавливают посредством нанесения на основу износостойкого слоя и спрессовывают их друг с другом. Изобретение обеспечивает создание прочного износостойкого слоя и получение различных уровней блеска на термопластичном материале. 7 н. и 29 з.п. ф-лы, 5 ил., 6 пр.
1. Способ получения износостойкого слоя (1), имеющего различные уровни блеска, в котором:
готовят износостойкий слой (1), включающий термопластичный материал и устойчивые к износу частицы и/или устойчивые к царапанию частицы, которые по существу инкапсулированы в износостойком слое (1), причем износостойкий слой (1) является по существу прозрачным,
проводят тиснение износостойкого слоя (1) посредством тиснильного устройства (11), имеющего участки с различными уровнями блеска, таким образом, что износостойкий слой получает участки (5, 6), имеющие различные уровни блеска после тиснения.
2. Способ по п. 1, в котором устойчивые к износу частицы и/или устойчивые к царапанию частицы имеют средний диаметр частиц менее 200 мкм, предпочтительно менее 100 мкм.
3. Способ по любому из пп. 1, 2, в котором термопластичный материал включает термопластичный полиуретан (PU), предпочтительно термопластичный алифатический полиуретан.
4. Способ по любому из пп. 1, 2, в котором термопластичный материал включает поливинилхлорид (PVC), полиэтилентерефталат (PET), поливинилбутираль (PVB), полибутилентерефталат (PBT), сшитый полиэтилен (PEX), полиэтилен (PE), сложный полиэфир, полистирол (PS), полипропилен (PP), поликарбонат (PC), поливинилацетат (PVAc), этилен-винилацетат (EVA), полиакрилат, метакрилат и/или их комбинацию.
5. Способ по любому из предшествующих пунктов, в котором тиснильное устройство (11) включает металлическую поверхность, причем указанные участки с различными уровнями блеска созданы на указанной металлической поверхности.
6. Способ по любому из предшествующих пунктов, в котором тиснильное устройство (11) включает тиснильный цилиндр, тиснильную ленту или тиснильную плиту, причем тиснильный цилиндр, тиснильная лента или тиснильная плита имеют участки с различными уровнями блеска.
7. Способ по любому из пп. 1-4, в котором тиснильное устройство (11) включает структурированную пленку, причем структурированная пленка имеет участки с различными уровнями блеска.
8. Способ по любому из предшествующих пунктов, в котором различные уровни блеска формируют микроструктурой в износостойком слое (1), включающем участки (5, 6), имеющие максимальную глубину 30 мкм.
9. Способ по любому из предшествующих пунктов, в котором дополнительно формируют вытисненные участки в износостойком слое (1), предпочтительно имеющие глубину, превышающую 100 мкм.
10. Способ по любому из предшествующих пунктов, в котором дополнительно наносят износостойкий слой (1) на основу (2) перед тиснением.
11. Способ по п. 10, в котором основа (2) включает термопластичный материал.
12. Способ изготовления строительной панели (10; 10'; 10ʺ), в котором:
создают основу (2),
наносят на основу (2) износостойкий слой (1), включающий термопластичный материал и устойчивые к износу частицы и/или устойчивые к царапанию частицы, которые по существу инкапсулированы в износостойком слое (1), причем износостойкий слой (1) является по существу прозрачным, и
спрессовывают основу (2) и износостойкий слой (1) друг с другом с формированием тем самым строительной панели (10; 10'; 10ʺ),
причем износостойкий слой (1) подвергают тиснению с помощью тиснильного устройства (11), имеющего участки с различными уровнями блеска, так, что износостойкий слой (1) приобретает участки (5, 6), имеющие различные уровни блеска после тиснения.
13. Способ по п. 12, в котором устойчивые к износу частицы и/или устойчивые к царапанию частицы имеют средний диаметр частиц менее 200 мкм, предпочтительно менее 100 мкм.
14. Способ по любому из пп. 12, 13, в котором участки (5, 6), имеющие различные уровни блеска, находятся в приводке с декоративным рисунком или печатным изображением (7).
15. Способ по любому из пп. 12-14, в котором термопластичный материал включает термопластичный полиуретан (PU), предпочтительно термопластичный алифатический полиуретан.
16. Способ по любому из пп. 12-14, в котором термопластичный материал включает поливинилхлорид (PVC), полиэтилентерефталат (PET), поливинилбутираль (PVB), полибутилентерефталат (PBT), сшитый полиэтилен (PEX), полиэтилен (PE), сложный полиэфир, полистирол (PS), полипропилен (PP), поликарбонат (PC), поливинилацетат (PVAc), этилен-винилацетат (EVA), полиакрилат, метакрилат и/или их комбинацию.
17. Способ по любому из пп. 12-16, в котором тиснильное устройство (11) включает металлическую поверхность, причем указанные участки с различными уровнями блеска созданы на указанной металлической поверхности.
18. Способ по любому из пп. 12-17, в котором тиснильное устройство (11) включает тиснильный цилиндр, тиснильную ленту или тиснильную плиту, причем тиснильный цилиндр, тиснильная лента или тиснильная плита имеют участки с различными уровнями блеска.
19. Способ по любому из пп. 12-16, в котором тиснильное устройство (11) включает структурированную пленку, причем структурированная пленка имеет участки с различными уровнями блеска.
20. Способ по любому из пп. 12-19, в котором различные уровни блеска формируют микроструктурой в износостойком слое (1), включающем участки (5, 6), имеющие максимальную глубину 30 мкм.
21. Способ по любому из пп. 12-20, в котором дополнительно формируют вытисненные участки в износостойком слое (1), предпочтительно имеющие глубину, превышающую 100 мкм.
22. Способ по любому из пп. 12-21, в котором основа (2) включает термопластичный материал.
23. Способ по любому из пп. 12-22, в котором основа (2) включает декоративный слой (3), имеющий декоративный рисунок или печатное изображение (7).
24. Строительная панель (10; 10'; 10ʺ), содержащая:
основу (2),
износостойкий слой (1), размещенный на основе (2), причем износостойкий слой (1) включает термопластичный материал и устойчивые к износу частицы и/или устойчивые к царапанию частицы, которые по существу инкапсулированы в износостойком слое (1), причём износостойкий слой (1) является по существу прозрачным, и
причем на износостойком слое (1) созданы участки (5, 6), имеющие различные уровни блеска.
25. Строительная панель по п. 24, в которой участки (5, 6), имеющие различные уровни блеска, находятся в приводке с декоративным рисунком или печатным изображением (7) основы (2) или износостойкого слоя (1).
26. Строительная панель по п. 24 или 25, в которой износостойкий слой (1) вытиснен в приводке с декоративным рисунком или печатным изображением (7) основы (2) или износостойкого слоя (1).
27. Способ по п. 24, в котором устойчивые к износу частицы и/или устойчивые к царапанию частицы имеют средний диаметр частиц менее 200 мкм, предпочтительно менее 100 мкм.
28. Строительная панель по любому из пп. 24-27, в которой термопластичный материал включает полиуретан (PU), поливинилхлорид (PVC), полиэтилентерефталат (PET), поливинилбутираль (PVB), полибутилентерефталат (PBT), сшитый полиэтилен (PEX), полиэтилен (PE), сложный полиэфир, полистирол (PS), полипропилен (PP), поликарбонат (PC), поливинилацетат (PVAc), этилен-винилацетат (EVA), полиакрилат, метакрилат и/или их комбинацию.
29. Строительная панель по любому из пп. 24-28, в которой основа (2) включает термопластичный материал.
30. Строительная панель по любому из пп. 24-29, в которой основа (2) включает декоративный слой (3), имеющий декоративный рисунок или печатное изображение (7).
31. Способ получения износостойкого слоя (1), имеющего верхнюю поверхность, причем верхняя поверхность имеет различные уровни блеска, в котором:
создают износостойкий слой (1), включающий термопластичный материал и устойчивые к износу частицы и/или устойчивые к царапанию частицы, по существу инкапсулированные в нем,
проводят тиснение верхней поверхности износостойкого слоя (1) с помощью тиснильного устройства (11), имеющего участки с различными уровнями блеска, так, что верхняя поверхность износостойкого слоя получает участки (5, 6), имеющие различные уровни блеска после тиснения.
32. Способ изготовления строительной панели (10; 10'; 10ʺ), в котором:
создают основу (2),
наносят на основу (2) износостойкий слой (1), включающий термопластичный материал и устойчивые к износу частицы и/или устойчивые к царапанию частицы, по существу инкапсулированные в нем, и
спрессовывают основу (2) и износостойкий слой (1) друг с другом с формированием тем самым строительной панели (10; 10'; 10ʺ),
причем верхнюю поверхность износостойкого слоя (1) подвергают тиснению с помощью тиснильного устройства (11), имеющего участки с различными уровнями блеска, так, что верхняя поверхность износостойкого слоя получает участки (5, 6), имеющие различные уровни блеска после тиснения.
33. Строительная панель (10; 10'; 10ʺ), содержащая
основу (2),
износостойкий слой (1), размещенный на основе (2), причем износостойкий слой (1) включает термопластичный материал и устойчивые к износу частицы и/или устойчивые к царапанию частицы, по существу инкапсулированные в нем, и
причем на верхней поверхности износостойкого слоя (1) созданы участки (5, 6), имеющие различные уровни блеска.
34. Способ получения износостойкого слоя, имеющего верхнюю поверхность, причем верхняя поверхность имеет различные уровни блеска, в котором:
создают износостойкий слой, включающий термопластичный материал, и устойчивые к износу частицы и/или устойчивые к царапанию частицы, которые по существу инкапсулированы в износостойком слое (1),
полируют участки верхней поверхности износостойкого слоя так, что полированные участки получают иной уровень блеска сравнительно с участками верхней поверхности износостойкого слоя, не подвергнутыми полированию.
35. Способ по п. 34, в котором дополнительно проводят тиснение верхней поверхности износостойкого слоя с помощью тиснильного устройства с рельефной поверхностью так, что в верхней поверхности износостойкого слоя получается рельефная структура, и проводят полирование указанных участков, сформированных выступающими участками рельефной структуры.
36. Способ по п. 34, в котором маскируют участки верхней поверхности износостойкого слоя и в котором полированные участки формируют из немаскированных участков верхней поверхности износостойкого слоя.
| WO 2013079950 A1, 06.06.2013 | |||
| DE 102012005312 A1, 19.09.2013 | |||
| US 4450194 A, 22.05.1984 | |||
| RU 2007134446 A, 27.03.2009. |

