ОБЛАСТЬ ПРИМЕНЕНИЯ ИЗОБРЕТЕНИЯ
Описанные здесь варианты осуществления относятся к устройству для нагрева стальных изделий, таких как металлические или неметаллические изделия, например, изготовленные из сплава.
Изобретение, в частности, относится к полуфабрикатам из стали, таким как заготовки или блюмы, которые впоследствии направляются на прокатку.
УРОВЕНЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
Известны печи для нагрева стальных изделий, таких как блюмы или заготовки, используемые для повышения температуры металлических полуфабрикатов до значения, пригодного для прокатки.
Традиционные нагревательные печи оснащены системами водяного охлаждения конструктивных элементов, подвергающихся большим нагрузкам при нагреве, и обычно имеют нагревательную камеру, в которой стальные изделия непрерывно или периодически перемещаются между входом и выходом, в соответствии с которыми имеются соответствующие роликовые пути для загрузки и извлечения изделий, а также возможные погрузочно-разгрузочные машины.
Нагревательная камера имеет плоскость продвижения, которая, в зависимости от случая, может быть выполнена различными способами. В печах с подвижными продольными элементами, более известных как печи с шагающими балками, плоскость продвижения определяется чередованием неподвижных балок и подвижных балок, расположенных параллельно длине плоскости продвижения.
Существуют также печи без систем водяного охлаждения, в которых, однако, обрабатываемый материал состоит из труб, поэтому изделия значительно легче блюмов или заготовок, а нагрев и термообработка производятся при гораздо более низких температурах.
В таких печах для труб, учитывая более низкие требования к нагреву, горелки предусмотрены только над так называемой «проходной линией», так как трубы, будучи легкими и имеющими полое круглое сечение, выполнены с возможностью вращения по мере их продвижения таким образом, что нагрев при не очень высоких температурах происходит равномерно по всей их поверхности.
Напротив, учитывая, что заготовки или блюмы являются более тяжелыми изделиями и имеют квадратное/прямоугольное/многоугольное/полностью круглое сечение, их невозможно вращать во время перемещения, поэтому температуры нагрева и термообработки должна быть намного выше.
Примеры таких печей, преимущественно для труб, описаны в документах GB 1473645, DE3339585 и WO 2012/052960.
В частности, в документе GB 1473645 описана печь для отпуска стальных труб, которая имеет подвижные продольные элементы, имеющие форму для размещения труб, которые, как упомянуто выше, вращаются по мере их продвижения. Горелки расположены только на одной верхней стенке печи.
Документ DE3339585 также относится к печи для нагрева труб, специальных профилей и т.п., в которой горелки расположены на верхней стенке печи только в нагревательной камере, где находятся трубы, тогда как дополнительные горелки предусмотрены в боковых камерах, отличных и отделенных от нагревательной камеры.
В документе WO 2012/052960 описан конвейер с подвижными продольными элементами и печь для термической обработки металлургических изделий, которая содержит указанный конвейер. В данном документе не рассматривается и не решается проблема нагрева этих изделий, а только проблема их перемещения.
При обработке труб процесс нагрева происходит контролируемым образом, поскольку нагрев служит для получения изменения кристаллической структуры, определяющей механические характеристики самой трубы.
Напротив, при нагреве заготовок и блюмов целью является не изменение кристаллической структуры, а только нагрев металлических изделий с целью доведения их до температуры, подходящей для последующей обработки.
В известных печах металлические изделия располагаются на балках, поперечно их продольному развитию.
Неподвижные балки связаны с неподвижной опорной рамой, а подвижные балки связаны с одной или несколькими подвижными опорными рамами для обеспечения правильной подачи изделий.
Опорные рамы, в частности, балки и поддерживающие их элементы, а также участок роликового пути, поскольку они находятся внутри нагревательной камеры, подвергаются сильным термическим и механическим нагрузкам из-за параметров нагрева, требуемых при обработке заготовок. и блюмов.
Как правило, учитывая высокие температуры внутри печи, которые могут варьироваться от 600°C до 1250°C, и большой вес обрабатываемых металлических изделий, в традиционных нагревательных печах для блюмов и заготовок требуется система водяного охлаждения, которая гарантирует, что компоненты внутри камеры сохраняют соответствующие механические характеристики и не деформируются и не разрушаются.
Такие деформации и разрушения особенно опасны и вредны с учетом высоких механических нагрузок, которые должны выдерживать опорные элементы, с учетом веса блюмов и заготовок, значительно превышающего, например, вес труб.
С другой стороны, охлаждение компонентов увеличивает отвод тепла изнутри камеры, что приводит к необходимости большего ввода тепловой энергии горелками для достижения требуемых температур. Увеличение количества тепловой энергии напрямую связано с более высоким потреблением топлива, более высокими эксплуатационными расходами и увеличением выбросов в атмосферу таких газов, как CO2, NOx и др.
В документе ЕР 2 678 458 описан сплав, особенно пригодный для использования в конструкции печей, в частности в печах, в которых отсутствует реальное движение изделий, и процесс нагрева происходит прерывистым образом. В таких печах отсутствуют механические нагрузки на конструкцию из-за сочетания веса и движения изделий и высоких температур. Следовательно, этот материал не подходит для печей с шагающими балками для нагрева стальных изделий, таких как блюмы или заготовки, перемещающихся внутри печи.
Другая проблема, связанная с водяным охлаждением этих компонентов, заключается в том, что вода образует черную полосу, известную как «след от балок», на нижней внешней поверхности заготовок и блюмов, в соответствии с охлаждаемыми балками. Чтобы уменьшить это явление, в традиционных печах с шагающими балками используются устройства, известные как «рейтеры», которые уменьшают проблему, но не устраняют ее, что становится очень критичным, особенно для последующих операций прокатки.
Одним из преимуществ традиционных печей с шагающими балками является то, что они имеют ограниченную длину благодаря тому, что внутри них можно достичь гораздо более высоких температур, и, следовательно, сократить время пребывания заготовок в печи. Однако высокая температура является причиной образования большого количества окалины на поверхности самих заготовок. Образующаяся при удалении окалина попадает в отходы, что вызывает потери материала, что в свою очередь влечет за собой снижение веса полуфабрикатов в ущерб производительности, то есть выходу операции по преобразованию или обработке стали.
Следовательно, существует потребность в совершенствовании устройства для нагрева стальных изделий, которое позволило бы преодолеть, по меньшей мере, один из недостатков уровня техники.
В частности, одной из целей настоящего изобретения является создание нагревательного устройства, которое не имеет недостатков, связанных с использованием системы жидкостного охлаждения.
Другой целью настоящего изобретения является создание нагревательного устройства с пониженным воздействием на окружающую среду, особенно в отношении выбросов газа в атмосферу.
Другой целью настоящего изобретения является создание нагревательного устройства, которое имеет более низкие затраты на управление и обслуживание, чем традиционные устройства.
Другой целью настоящего изобретения является создание устройства, которое имеет особенно компактное вертикальное развитие для упрощения строительных работ при первой установке.
Другой целью настоящего изобретения является получение нагретого изделия с равномерным температурным градиентом, без холодных зон или точек.
Заявитель разработал, испытал и воплотил настоящее изобретение для преодоления недостатков уровня техники и достижения этих и других целей и преимуществ.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение изложено и охарактеризовано в независимом пункте формулы изобретения. В зависимых пунктах формулы изобретения описаны другие признаки настоящего изобретения или варианты основной идеи изобретения.
В соответствии с вышеуказанными целями устройство для нагрева стальных изделий, таких как блюмы и заготовки, которое выходит за пределы уровня техники и устраняет имеющиеся в нем недостатки, содержит:
- нагревательную камеру, которая расположена между входом и выходом, внутри которой последовательно определены по меньшей мере одна входная зона, промежуточная зона и выходная зона,
- плоскость продвижения, определенную внутри нагревательной камеры чередованием неподвижных опорных элементов и подвижных опорных элементов, расположенных параллельно развитию по длине устройства и поддерживаемых соответственно множеством неподвижных несущих элементов и подвижных несущих элементов,
- средства для подачи и извлечения металлических изделий, снабженные соответствующими подающими и извлекающими роликами, соответственно связанными с входным и выходным концами,
- элементы нагрева и/или сгорания, например, горелки, расположенные как выше, так и ниже плоскости продвижения.
Согласно первому аспекту неподвижные и подвижные опорные элементы, неподвижные и подвижные несущие элементы, а также подающие и извлекающие ролики изготовлены из металлического суперсплава, содержащего по меньшей мере суммарное процентное содержание никеля и кобальта в количестве от примерно 30% до примерно 60%, и хрома - от примерно 24% до примерно 35%.
Благодаря специальному металлическому суперсплаву, используемому для изготовления неподвижных и подвижных опорных элементов, неподвижных и подвижных несущих элементов, а также подающих и извлекающих роликов, нет необходимости в их жидкостном охлаждении, что всегда требуется в традиционных печах для нагрева блюмов или заготовок.
Таким образом, устройство согласно настоящему изобретению не имеет жидкостных, в частности водяных, систем охлаждения внутри нагревательной камеры.
В другом предпочтительном решении металлический суперсплав содержит никель в количестве от около 40% до около 50%, хром в количестве от около 25% до около 35% и кобальт в сочетании с одним или несколькими дополнительными элементами в количестве не более 10%, при этом суперсплав также содержит комбинацию дополнительных компонентов от 5% до 50%.
В соответствии с другим аспектом неподвижные и подвижные опорные элементы, неподвижные и подвижные несущие элементы, а также подающие и извлекающие ролики соответственно выполнены из различных металлических суперсплавов в соответствии с зонами нагревательной камеры, в которых они расположены, и имеющимися в результате различными рабочими температурами. В этом случае различные используемые металлические суперсплавы имеют, по меньшей мере, содержание никеля и хрома, которое увеличивается от входной зоны к выходной зоне.
В соответствии с другим аспектом неподвижные и подвижные опорные элементы, неподвижные и подвижные несущие элементы и подающие ролики, находящиеся, по меньшей мере, во входной зоне, изготовлены из первого металлического суперсплава.
Неподвижные и подвижные опорные элементы, а также неподвижные и подвижные несущие элементы, находящиеся в промежуточной зоне, изготовлены из второго металлического суперсплава, отличного от первого.
Неподвижные и подвижные опорные элементы, неподвижные и подвижные несущие элементы и извлекающие ролики, находящиеся в выходной зоне, изготовлены из третьего металлического суперсплава, отличного от первого и второго.
Все три металлических суперсплава, первый, второй и третий, характеризуются содержанием никеля и хрома в количестве не менее 50% и не более 90% от их состава.
Первый металлический суперсплав имеет общее содержание никеля и хрома ниже, чем второй металлический суперсплав, а второй металлический суперсплав имеет общее содержание никеля и хрома ниже, чем третий металлический суперсплав.
Как уже упоминалось, настоящее решение позволяет полностью отказаться от традиционного водяного охлаждения, поскольку используемые металлические суперсплавы позволяют конструктивным элементам внутри нагревательной камеры выдерживать температуру без использования систем жидкостного охлаждения, гарантируя при этом необходимую конструктивную прочность.
Таким образом, общая эффективность устройства повышается, и соответствующие выбросы в атмосферу уменьшаются. Качество и равномерность нагрева изделий также выше, поскольку контакт с опорными элементами не приводит к образованию следов и остатков из-за разницы температур между взаимно расположенными поверхностями.
Дифференциация материалов в соответствии с различными зонами нагревательной камеры позволяет оптимизировать характеристики компонентов под нагрузкой, находя компромисс между инвестиционными затратами и требуемой термостойкостью. Фактически разные зоны имеют соответствующие разные рабочие температуры, которые в сочетании с весом металлических изделий требуют, чтобы все опорные и подвижные элементы обладали определенными тепломеханическими характеристиками плотности.
Согласно другому аспекту подвижные несущие элементы выполнены сквозными через нижнюю стенку нагревательной камеры и закреплены на единой опорной раме, расположенной под нижней стенкой и связанной со средствами перемещения. Предпочтительно, наличие единой опорной рамы ограничивает пространство, необходимое для ее перемещения, что позволяет получить более компактное устройство.
В соответствии с другим аспектом устройство содержит боковое входное отверстие и боковое выходное отверстие, оба из которых связаны с соответствующим закрывающим узлом, снабженным дверью и соответствующим механизмом перемещения, преимущественно типа пантографа.
Согласно другому аспекту закрывающий узел как описано выше, содержит множество устройств подачи инертного газа, связанных с входным и выходным отверстиями, для создания газового барьера, который предотвращает загрязнение атмосферы нагревательной камеры внешним воздухом, ограничивая поступление кислорода извне и, следовательно, образование хлопьев, а также предотвращает выход из печи вредных газов, таких как, например, CO и NOx.
В соответствии с другим аспектом подающие и извлекающие ролики расположены внутри нагревательной камеры, выполнены сквозными и консольно закреплены на соответствующих передней и задней торцевых стенках нагревательной камеры. Средства подачи и извлечения содержат множество дополнительных устройств подачи инертного газа, выполненных с возможностью создания аэродинамического уплотнения для подающих и извлекающих роликов. Эти меры предосторожности, ограничивая поступление кислорода в печь, позволяют уменьшить образование хлопьев и выход вредных газов из печи.
Согласно одному аспекту устройство содержит внутри камеры, в соответствии с входом и выходом, соответственно, загрузочное устройство и разгрузочное устройство для размещения стальных изделий с подающих роликов на плоскости продвижения и с плоскости продвижения на извлекающие ролики.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Эти и другие аспекты, характеристики и преимущества настоящего изобретения станут очевидными из следующего описания некоторых вариантов осуществления, приведенных в качестве неограничивающего примера со ссылкой на прилагаемые чертежи, на которых:
- фиг.1 - схематический вид сбоку устройства для нагрева стальных изделий в соответствии с некоторыми описанными здесь вариантами осуществления;
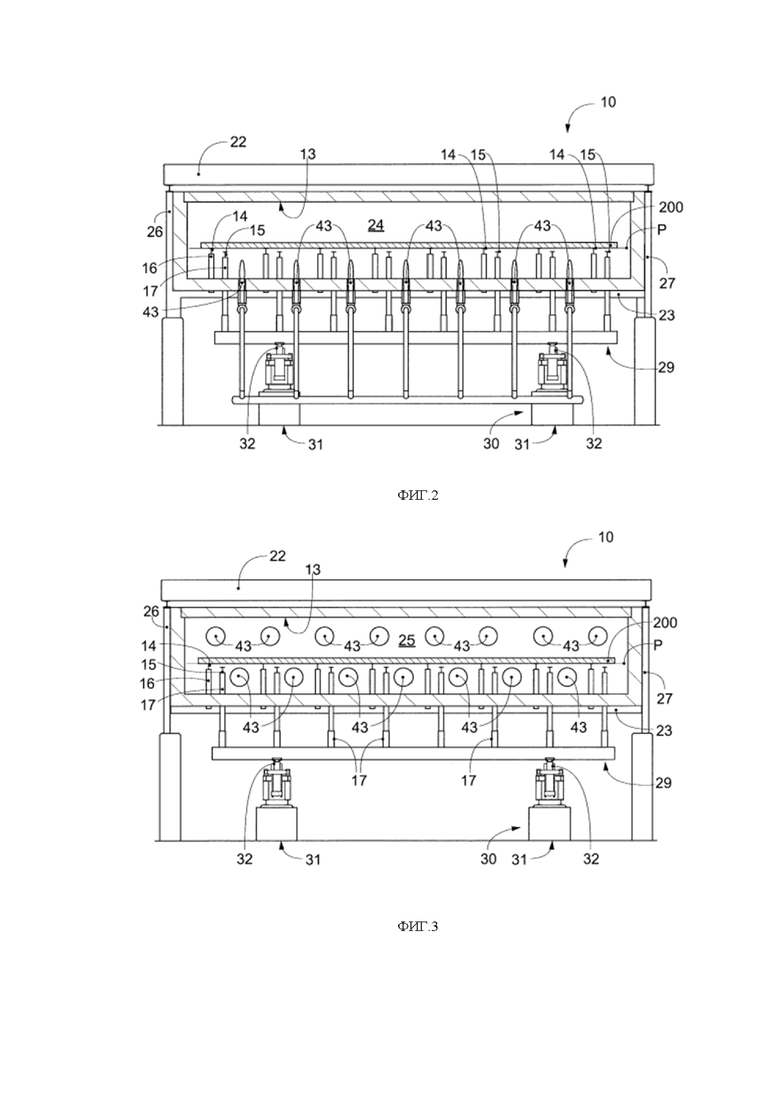
- фиг.2 - разрез по линии II-II на фиг.1;
- фиг.3 - разрез по линии III-III на фиг.1;
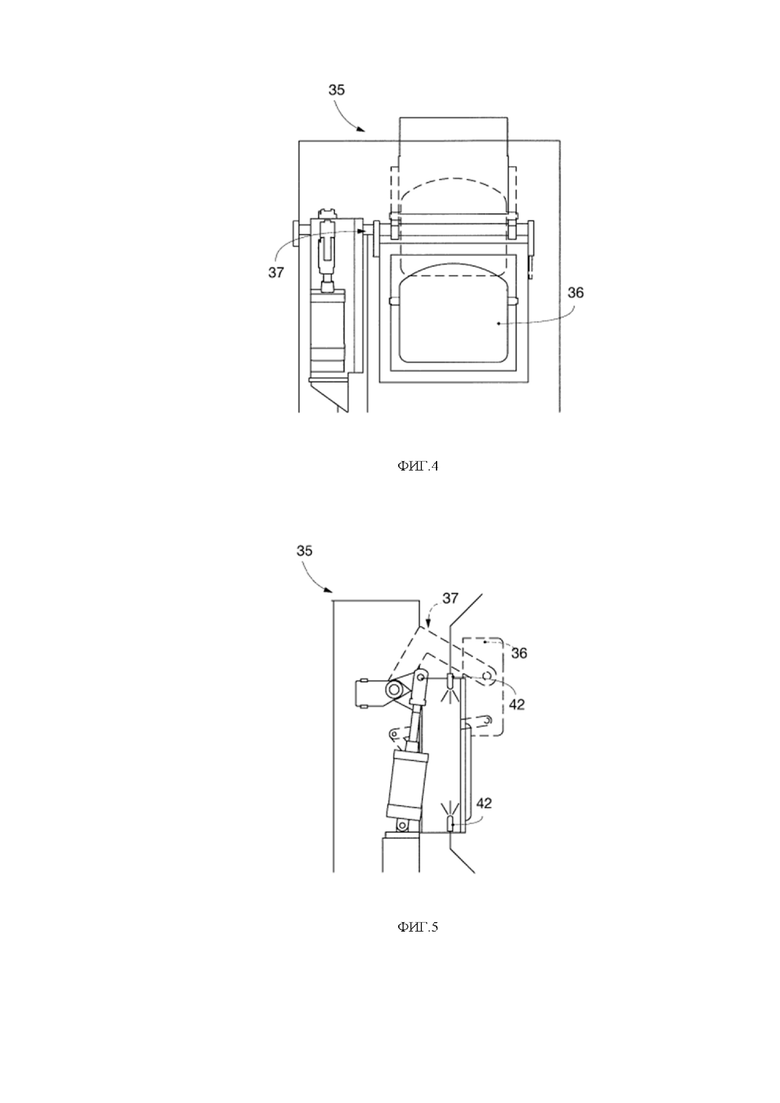
- фиг.4 - вид спереди закрывающего узла;
- фиг.5 - вид сбоку фиг.4;
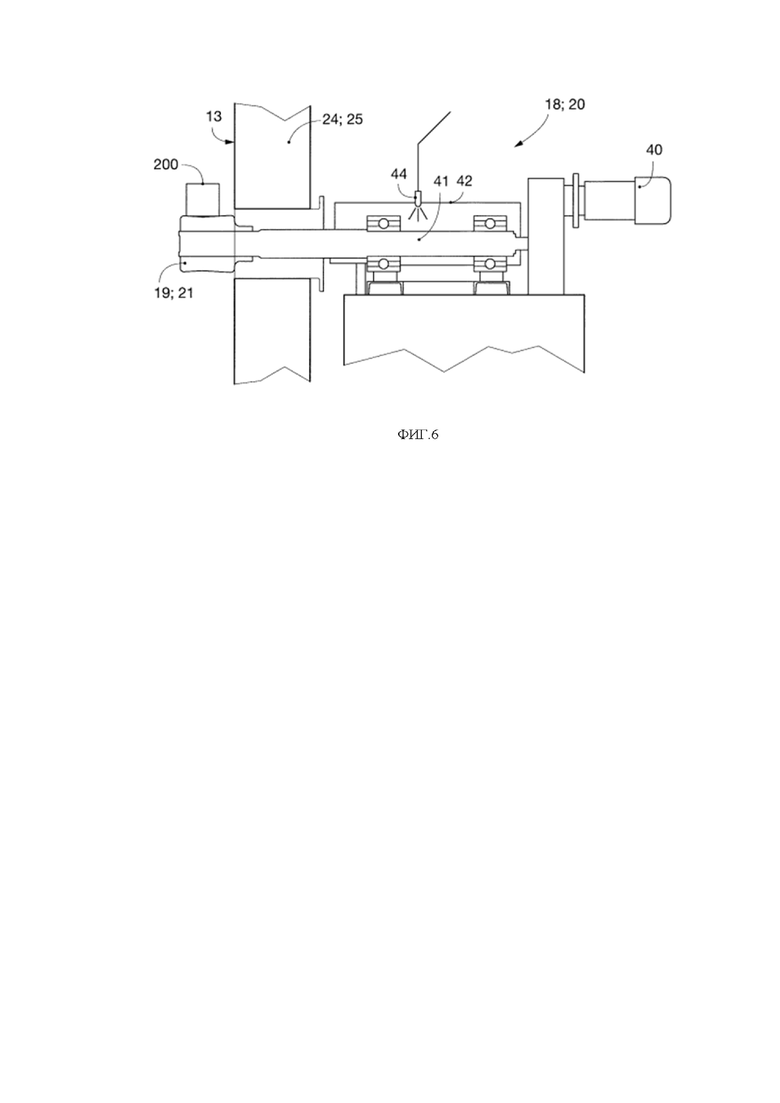
- фиг.6 - схематический вид средств подачи или извлечения;
- фиг.7-9 - схематические виды сбоку установки для производства стальных изделий, которая содержит устройство для нагрева по фиг.1-6;
- фиг.10 - вариант устройства для нагрева стальных изделий в соответствии с некоторыми описанными здесь вариантами осуществления;
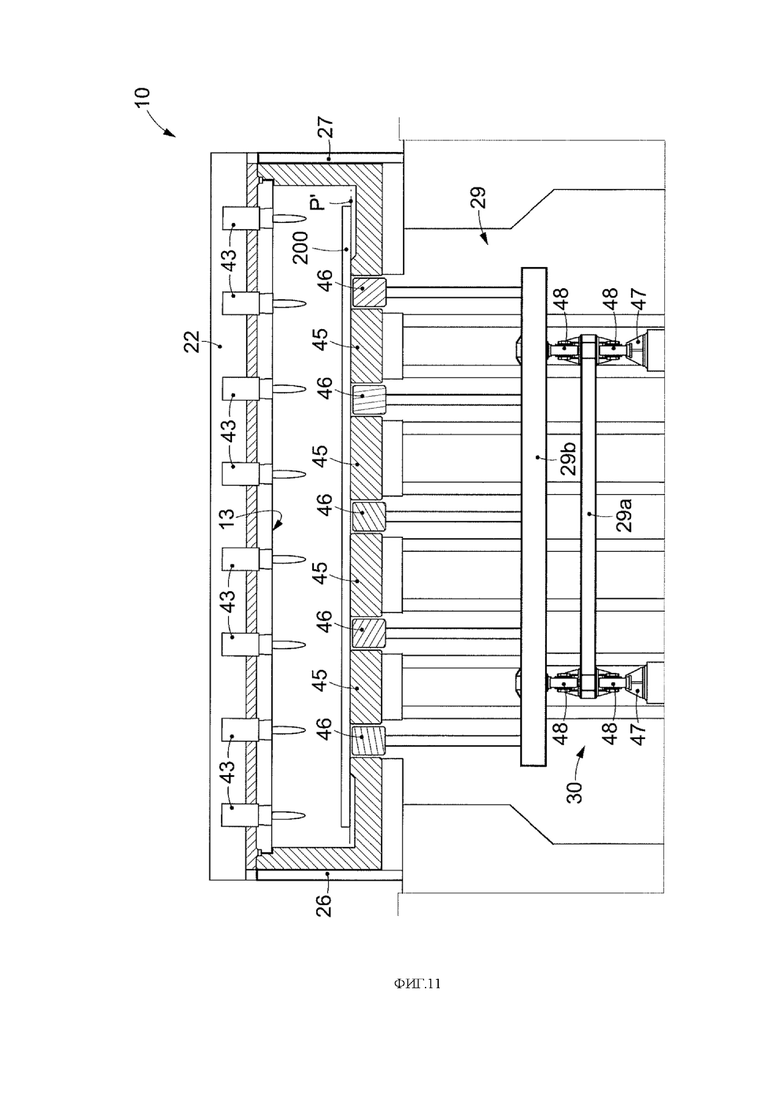
- фиг.11 представляет собой разрез по линии XI-XI на фиг.10.
Для облегчения понимания для идентификации идентичных общих элементов на чертежах использовались одни и те же ссылочные номера, где это возможно. Следует понимать, что элементы и характеристики одного варианта осуществления могут быть включены в другие варианты осуществления без дополнительных пояснений.
ПОДРОБНОЕ ОПИСАНИЕ НЕКОТОРЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Далее подробно рассматриваются возможные варианты осуществления настоящего изобретения, один или несколько примеров которых показаны на прилагаемых чертежах, в качестве неограничивающего примера. Фразеология и терминология, используемые здесь, также предназначены для приведения неограничивающих примеров.
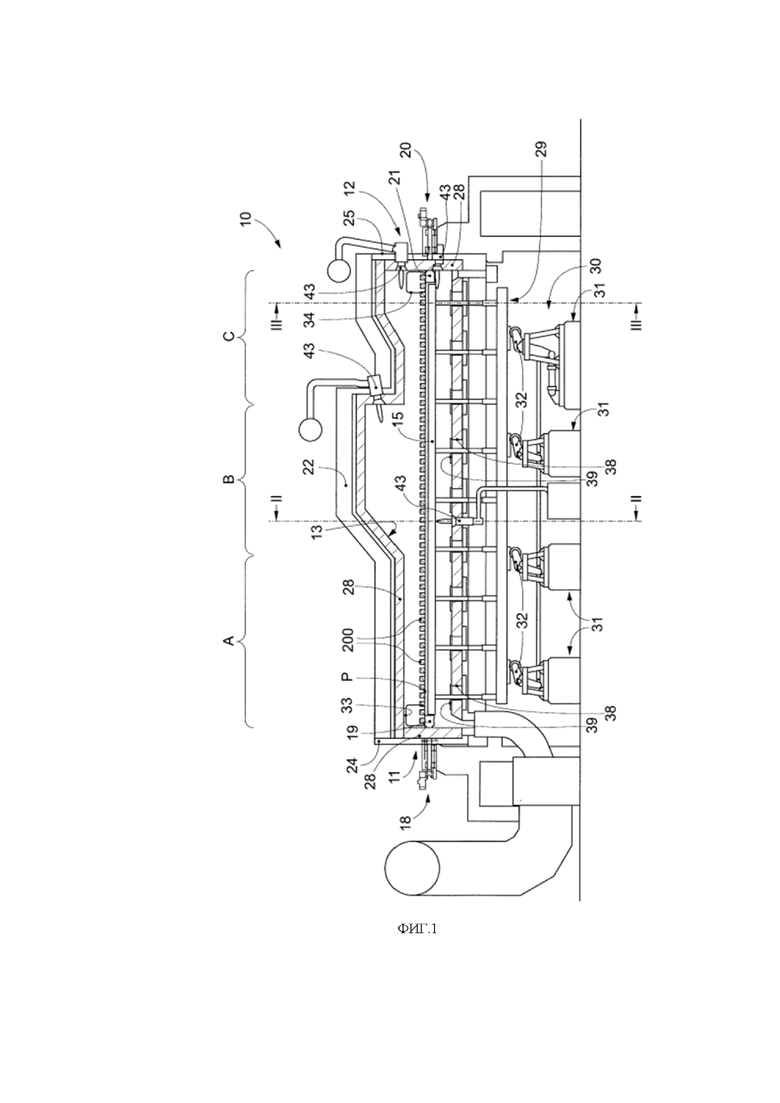
На фиг.1 показано устройство 10 для нагрева стальных изделий 200, которые могут представлять собой литейные полуфабрикаты, как правило, стальные блюмы или заготовки.
Рассматриваемые стальные изделия 200 имеют сплошное поперечное сечение квадратной, прямоугольной, многоугольной, круглой формы. Кроме того, каждое стальное изделие 200 может иметь вес от примерно 0,5 тонны до примерно 5 тонн, предпочтительно от примерно 0,5 тонны до примерно 2,5 тонны.
Для простоты дальнейшего изложения материала мы будем ссылаться на заготовки 200 только в качестве примера.
Устройство 10 представляет собой печь с неподвижными и подвижными стержнями или продольными элементами, также известную как печь с шагающими балками.
Печь 10 содержит нагревательную камеру 13, которая расположена между входом 11 и выходом 12 печи 10 (фиг.1). Внутри нагревательной камеры 13 последовательно определены входная зона или зона рекуперации A, промежуточная зона или зона предварительного нагрева B и выходная зона или зона нагрева и выравнивания C, характеризующиеся различными рабочими температурами.
Входная зона A может характеризоваться максимальной температурой около 1000°C, промежуточная зона B - максимальной температурой около 1100°C, а выходная зона C - максимальной температурой около 1150°C.
В частности, на фиг.2-3, внутри нагревательной камеры 13 имеется плоскость продвижения P, определяемая чередованием неподвижных опорных элементов 14 и подвижных опорных элементов 15, которые расположены параллельно развитию по длине печи 10.
Опорные элементы 14 и 15 поддерживают заготовки 200 и в то же время обеспечивают их пошаговое продвижение между входом 11 и выходом 12.
Неподвижные опорные элементы 14 и подвижные опорные элементы 15 опираются соответственно на неподвижные несущие элементы 16 и подвижные несущие элементы 17.
Только в качестве примера неподвижные 14 и подвижные 15 опорные элементы могут состоять из балок или продольных элементов, выполненных в форме буквы «I», тогда как неподвижные 16 и подвижные 17 несущие элементы могут состоять из труб круглого сечения.
Неподвижные 14 и подвижные 15 опорные элементы имеют соответствующую опорную поверхность для заготовок 200, которая является по существу плоской, то есть без каких-либо формообразований с формой, совпадающей с формой поперечного сечения заготовок 200.
Однако не исключены решения, в которых эта поверхность может иметь вогнутости, в том случае, если стальные изделия имеют, например, круглое поперечное сечение.
Печь 10 содержит средства подачи 18, соединенные со входом 11 и снабженные подающими роликами 19, и средства извлечения 20, связанные с выходом 12 и снабженные извлекающими роликами 21, для перемещения каждой заготовки 200 соответственно внутрь и наружу нагревательной камеры 13.
Согласно одному аспекту неподвижные и подвижные опорные элементы 14, 15, неподвижные и подвижные несущие элементы 16, 17 и подающие и извлекающие ролики 19, 21 изготовлены из металлического суперсплава, содержащего по меньшей мере комбинацию никеля и кобальта в количестве от примерно 30% до примерно 60%, и хрома - от примерно 24% до примерно 35%.
Суперсплав также содержит комбинацию дополнительных химических компонентов или элементов в количестве от примерно 5% до примерно 50%.
Такое сочетание дополнительных химических компонентов может благоприятно зависеть от положения, в котором неподвижные и подвижные опорные элементы 14, 15, неподвижные и подвижные несущие элементы 16, 17 и подающие и извлекающие ролики 19, 21 расположены внутри печи 10. В другом предпочтительном варианте металлический суперсплав содержит от примерно 40% до примерно 50% никеля, от примерно 25% до примерно 35% хрома и максимум 10% кобальта в сочетании с одним или несколькими дополнительными элементами. В данном случае суперсплав содержит комбинацию дополнительных компонентов от 5% до 35%.
В другом варианте осуществления настоящего изобретения неподвижные и подвижные опорные элементы 14, 15, неподвижные и подвижные несущие элементы 16, 17 и подающие и извлекающие ролики 19, 21 выполнены из различных металлических суперсплавов в соответствии с зонами устройства 10, в которых они расположены. В этом случае металлические суперсплавы имеют содержание, по меньшей мере, никеля и хрома, которое увеличивается от входной зоны А к выходной зоне С.
В соответствии с одним вариантом осуществления неподвижные и подвижные опорные элементы 14, 15, неподвижные и подвижные несущие элементы 16, 17 и подающие ролики 19, находящиеся во входной зоне А, изготовлены из первого металлического суперсплава М1.
Неподвижные и подвижные опорные элементы 14, 15, неподвижные и подвижные несущие элементы 16, 17, находящиеся в промежуточной зоне В, изготовлены из второго металлического суперсплава М2.
Неподвижные и подвижные опорные элементы 14, 15, неподвижные и подвижные несущие элементы 16, 17 и извлекающие ролики 21, находящиеся в выходной зоне С, изготовлены из третьего металлического суперсплава М3.
Металлические суперсплавы М1, М2 и М3 содержат в качестве основных компонентов никель и хром, по меньшей мере, на 70% и до 90% их состава. В данном случае суперсплав содержит комбинацию дополнительных компонентов в количестве от 10% до 30%.
В качестве дополнительных химических компонентов, дополняющих химический состав суперсплава, могут выступать алюминий, железо, тантал, цирконий, ванадий, магний, кальций, углерод, бор, фосфор, молибден, вольфрам. Другими компонентами могут быть, но не ограничиваются ими, титан, кремний, ниобий, марганец, кобальт.
Первый металлический суперсплав M1 имеет общее содержание никеля и хрома ниже, чем второй металлический суперсплав M2, а второй металлический суперсплав M2 имеет содержание никеля и хрома ниже, чем третий металлический суперсплав M3.
Выполнение находящихся внутри нагревательной камеры компонентов из металлических суперсплавов М1, М2, М3 позволяет значительно упростить компоновку печи 10, так как в этом случае нет необходимости в системе жидкостного охлаждения для охлаждения компонентов. Кроме того, отсутствие охлаждения позволяет поддерживать более однородную температуру в камере, что напрямую влияет как на качество нагреваемых изделий, так и на расход топлива, а также на выбросы газов в атмосферу.
Кроме того, отсутствие жидкостного охлаждения исключает проблему следов от балок, так как зоны, в которых находятся заготовки 200, в каждом случае имеют ту же температуру, что и последние.
Металлические суперсплавы М1, М2, М3 особенно устойчивы к нагрузкам, возникающим при высоких температурах. Это особенно необходимо в области нагрева заготовок 200, которые являются особенно тяжелыми и из-за своей структуры требуют высоких температур нагрева и/или длительного времени пребывания внутри нагревательной камеры 13.
В соответствии с некоторыми вариантами осуществления первый металлический суперсплав M1 содержит Ni+Co в количестве 30-40%, Cr в количестве 24-30%, W+Nb+Ti в количестве 1-5% и C+Si+Mn в количестве 1-4%. В данном случае суперсплав содержит комбинацию дополнительных компонентов от 21% до 44%.
Второй металлический суперсплав М2 содержит Ni в количестве 40-50%, Cr в количестве 25-35%, W+Co в количестве максимум 10%, C в количестве максимум 1%, Si+Al в количестве максимум 3% и Mn в количестве максимум 3%. В данном случае суперсплав содержит комбинацию дополнительных компонентов в количестве не более 35%.
Третий металлический суперсплав М3 содержит Ni+Co в количестве 45-60%, Cr в количестве 25-35%, W в количестве 8-16% и C+Si+Al в количестве 1-4%. В данном случае суперсплав содержит комбинацию дополнительных компонентов в количестве не более 21%.
Такая дифференциация в составе суперсплавов позволяет адаптировать тепломеханические характеристики материалов в соответствии с температурами, присутствующими в различных зонах нагревательной камеры 13, учитывая при этом экономический аспект. Фактически, решение настоящего изобретения оптимизирует компромисс между термостойкостью и эффективностью используемых материалов с точки зрения затрат на оснастку и техническое обслуживание, учитывая рост стоимости суперсплавов по мере увеличения их характеристик термостойкости. Определенные таким образом материалы также выдерживают большой вес заготовок 200, который становится еще более значительным при воздействии на опорные компоненты высоких температур.
В соответствии с некоторыми вариантами осуществления внутри камеры 13 определен путь подачи заготовок 200, который проходит прямолинейно в плоскости продвижения P между входом 11 и выходом 12, в соответствии с которым заготовки 200 соответственно входят в печь 10 и выходят из нее.
Нагревательная камера 13 ограничена верхней стенкой 22 и противоположной нижней стенкой 23, первой и второй торцевыми стенками 24 и 25 и двумя боковыми стенками 26, 27, по существу параллельными друг другу.
Стенки, как указано выше, могут быть покрыты пластинами из огнеупорного материала 28, чтобы ограничить потери тепла наружу (фиг.1).
Плоскость продвижения P горизонтальна и расположена на промежуточной высоте между верхней стенкой 22 и нижней стенкой 23. Плоскость продвижения Р по существу параллельна нижней стенке 23 и имеет немного меньшую протяженность, чем протяженность последней.
Согласно некоторым вариантам осуществления зоны A, B и C могут быть определены геометрией между верхней стенкой 22 и нижней стенкой 23. В частности, верхняя стенка 22 может иметь участки, более или менее удаленные от нижней стенки 23, определяющие зоны, имеющие большее или меньшее сечение для прохождения воздуха.
Неподвижные несущие элементы 16 ортогонально прикреплены к нижней стенке 23 и выровнены в продольном направлении группами, чтобы поддерживать соответствующий неподвижный опорный элемент 14.
Подвижные несущие элементы 17 выполнены сквозными в нижней стенке 23, выровнены в продольном направлении группами для поддержки соответствующего подвижного опорного элемента 15 и закреплены на единой опорной раме 29, расположенной под нижней стенкой 23 и связанной со средствами перемещения 30. Наличие единой опорной рамы 29 позволяет ограничить объем технического отсека под печью 10 и, следовательно, упростить и ограничить затраты на строительные работы, необходимые для сборки/установки печи 10.
Однако не исключено, что опорная рама 29 может быть разделена на две или более независимые конструкции.
В нижней стенке 23 для каждого подвижного несущего элемента 17 предусмотрено отверстие 38, имеющее продольное развитие, согласованное с заданным шагом продвижения-отвода. Каждое отверстие 38 может быть герметизировано посредством сквозного уплотнительного элемента 39, который взаимодействует с внутренней поверхностью и с противоположной внешней поверхностью нижней стенки 23.
Средства перемещения 30 выполнены с возможностью комбинированного движения продвижения-подъема и опускания-отвода опорной рамы 29.
В частности, на фиг.1-3, средства перемещения 30 содержат две группы или ряда, каждый из которых состоит из четырех выровненных узлов перемещения 31, расположенных на плоскости установки печи 10 и расположенных ниже опорной рамы 29, которая опирается на них.
Каждый узел перемещения 31 может содержать соединительный стержень 32, который может избирательно приводиться в движение для перемещения опорной рамы 29.
Узлы перемещения 31 могут приводиться в движение независимо друг от друга или, как в описанном здесь случае, один узел перемещения 31 из каждой группы может быть приводным и синхронно направлять движение всех остальных.
Следовательно, некоторые узлы перемещения 31 связаны с соответствующими электромеханическими устройствами для перемещения соединительных стержней 32, при этом электромеханические устройства приводятся в действие гидравлическим или электрическим цилиндром.
Печь 10 содержит входное отверстие 33, расположенное в соответствии с входным концом 11, более предпочтительно, в соответствии с боковой стенкой 26 или 27, и выходное отверстие 34, расположенное в соответствии с выходным концом 12, выходное отверстие 34 также более предпочтительно расположено в соответствии с боковой стенкой 26 или 27.
Соответствующие закрывающие узлы 35 связаны с входным отверстием 33 и выходным отверстием 34.
Каждый закрывающий узел 35 содержит дверь 36 и механизм типа пантографа 37 для перемещения двери 36.
Закрывающий узел 35 может содержать множество устройств 42 для подачи инертного газа, например азота, расположенных по периметру отверстия 34, 35 и выполненных с возможностью создания газового барьера, препятствующего выходу горячего воздуха вместе с газом, таким как СО, наружу печи 10 и поступлению воздуха извне. Таким образом, ограничивается риск загрязнения операторов и окружающей среды, а также снижается образование окалины.
В соответствии с некоторыми вариантами осуществления подающие ролики 19 и извлекающие ролики 21 расположены внутри нагревательной камеры 13 и расположены соответственно через переднюю торцевую стенку 24 и заднюю торцевую стенку 25 и консольно от них с соответствующими осями вращения, параллельными к направлению продвижения заготовок 200 внутри печи 10.
Ролики 19, 20 определяют соответствующий роликовый путь, расположенный по обеим сторонам отверстия 33, 34 печи 10.
Ролики 19, 20 поддерживаются вращающимися валами 41, приводимыми в движение по отдельности или группами одним или несколькими приводными устройствами 40.
Часть каждого вращающегося вала 41 снаружи нагревательной камеры 13 защищена металлической коробкой 42, которая проходит до фланца для соединения со стенкой 24, 25 печи 10.
Средства подачи 18 и средства извлечения 20 содержат множество дополнительных устройств 44 для подачи инертного газа, например азота, выполненных с возможностью подачи газа внутрь металлической коробки 42 для создания барьера, препятствующего выходу горячего воздуха наружу печи 10 и поступлению воздуха извне, что могло бы загрязнить атмосферу нагревательной камеры 13, а также увеличить количество окалины, образующейся на поверхности заготовок.
Сочетание конкретных материалов, выбранных для изготовления внутренних компонентов печи, и азотных уплотнений, описанных выше, позволяет значительно снизить расход печи 10, выбросы загрязняющих газов, таких как CO2 и NOx, и эксплуатационные расходы, а также определить повышение его эффективности.
В соответствии с возможными вариантами осуществления печь 10 может содержать внутри камеры 13, в соответствии с входом 11 и выходом 12, соответственно, загрузочное устройство и разгрузочное устройство для размещения заготовок 200 с подающих роликов 19 на плоскости продвижения Р и с плоскости продвижения Р на извлекающие ролики 21.
В частности, загрузочное устройство выполнено с возможностью снятия заготовки 200 с внутренних подающих роликов 19 и укладки ее на первые опорные элементы 14, 15, в то время как разгрузочное устройство выполнено с возможностью снятия заготовки 200 с последней позиции в печи 10 и укладки ее на внутренние извлекающие ролики 21.
С загрузочными и разгрузочными устройствами могут быть связаны соответствующие устройства подачи инертного газа для создания аэродинамического уплотнения в соответствии с прорезями, выполненными на стенках печи 10 для входа захватных и подвижных элементов таких устройств.
Печь 10 содержит внутри нагревательной камеры 13 множество элементов нагрева и/или сжигания или горелок 43, распределенных между различными зонами. Горелки 43 соединены с источником топлива, например метана, и с источником горючего, предпочтительно содержащего кислород, например воздуха, с помощью подходящих средств подачи топлива и средств подачи горючего, например труб.
В соответствии с некоторыми вариантами осуществления контроль и регулирование подачи горючего и топлива внутри камеры 13 могут осуществляться таким образом, чтобы горючее находилось в субстехиометрической или стехиометрической пропорции по отношению к топливу, как описано в заявке на получение патента в Италии № 102020000013285 на имя тех же заявителей.
Горелки 43 организованы в группы, причем каждая группа содержит множество горелок 43, выровненных поперечно по отношению к продольному развитию печи 10.
Горелки 43 связаны с верхней стенкой 22, с задней торцевой стенкой 25 и, по возможности, с нижней стенкой 23.
Горелки 43 расположены как выше, так и ниже плоскости продвижения Р. Такое расположение горелок 43 позволяет ограничить длину печи 10 и получить равномерный нагрев заготовок 200, которые, как говорилось ранее, не вращаются вокруг собственной оси во время движения из-за своего веса.
Однако возможны и другие варианты расположения.
В частности, на фиг.1-3, первая группа горелок 43 связана с нижней стенкой 23 промежуточной зоны В, вторая группа горелок 43 связана с верхней стенкой 22, опять же в промежуточной зоне В, и две дополнительные группы расположены на задней торцевой стенке 25, параллельно и по обеим сторонам плоскости продвижения Р в выходной зоне С.
Таким образом, печь 10 по настоящему изобретению имеет свободные боковые стенки 26, 27, то есть не оснащена горелками 43.
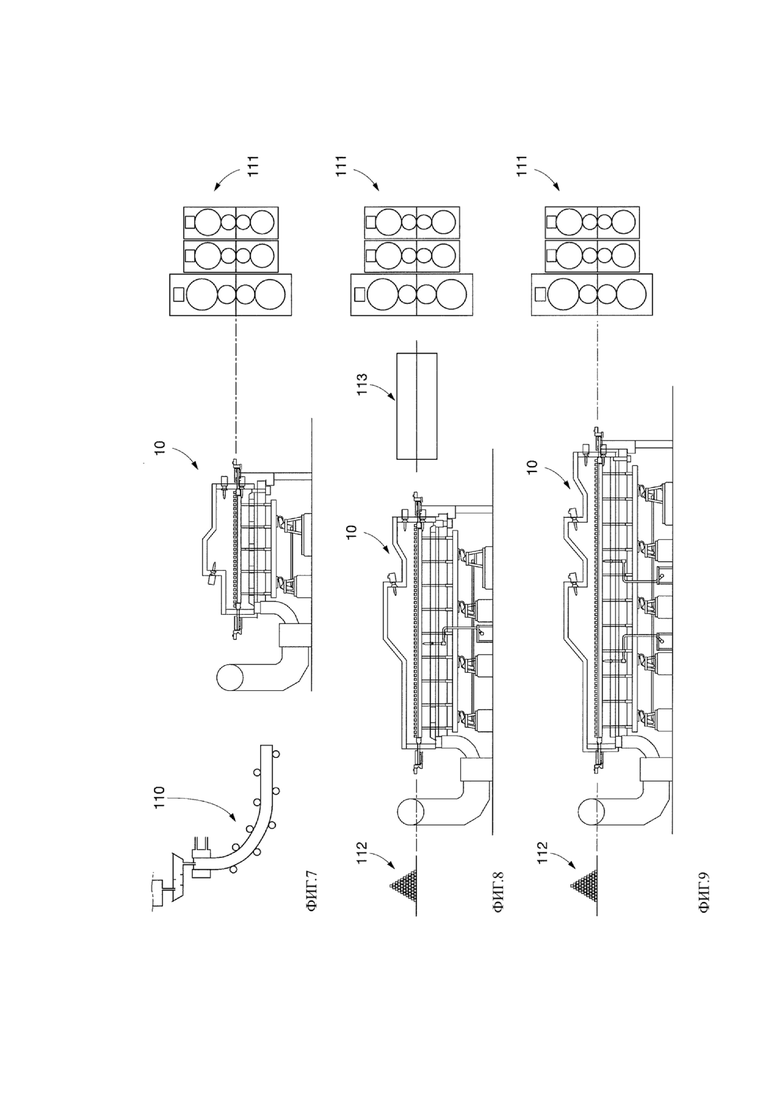
В соответствии с некоторыми вариантами осуществления, показанными на фиг.7-9, печь 10 установлена внутри установки 100 для производства стальных изделий.
Установка 100 может быть выполнена в различных конфигурациях в зависимости от требований и типа энергии (газа, электричества), доступной и/или более удобной в стране установки.
В первой конфигурации, показанной на фиг.7, установка 100 содержит в следующем порядке литейную линию 110, печь 10 и линию прокатки 111. В этом случае печь 10 получает заготовки 200 непосредственно с линии непрерывного литья при температуре около 850°С и нагревает их до температуры около 1050°С, чтобы они имели начальную температуру прокатки около 950°C-1000°C. Это позволяет ограничить длину печи 10, учитывая, что температура на входе уже высока, и уменьшить количество горелок 43, которые в данном случае находятся только на верхней стенке 22 промежуточной зоны B и в выходное зоне C.
Данное применение является альтернативой использованию индукционной печи и применяется при необходимости выравнивания тяги заготовки 200, например, из углеродистой стали, с уменьшенным тепловым интервалом между поверхностью и сердцевиной. Кроме того, печь 10 позволяет иметь буфер на случай прерывания последующего процесса прокатки из-за аварий или замены цилиндров.
Во второй конфигурации, показанной на фиг.8, установка 100 содержит склад полуфабрикатов 112, где заготовки 200 находятся при температуре окружающей среды около 20°С. За печью 10, расположенной ниже по потоку, следует индукционная печь 113 и линия прокатки 111. В этом случае размер печи 10 позволяет довести температуру заготовок 200 от температуры на входе около 20°С до температуры на выходе около 850-950°С. Таким образом, значительно снижается образование окалины, которая начинает образовываться при температуре около 750 °C, и значительно уменьшается расход газа и, следовательно, выбросы.
Индукционная печь 113 нагревает заготовки 200 до начальной температуры прокатки, составляющей примерно 1150-1250°С. Печь 10 второй конфигурации установки 100 уже описана со ссылкой на фиг.1-3.
В третьей конфигурации, показанной на фиг.9, установка 100 содержит склад полуфабрикатов 112, где заготовки 200 находятся при температуре окружающей среды около 20°С. Размер печи 10, расположенной ниже по потоку, позволяет довести заготовки 200 от температуры на входе около 20°С до температуры на выходе около 1050°С, чтобы они имели начальную температуру прокатки около 950-1000°С на входе в линию прокатки 111. Печь 10 третьей конфигурации установки 100 имеет большую длину, чем печи 100 предыдущих решений, и имеет более протяженную зону нагрева В, снабженную большим количеством горелок 43, как на нижней стенке 23, так и на верхней стенке 22.
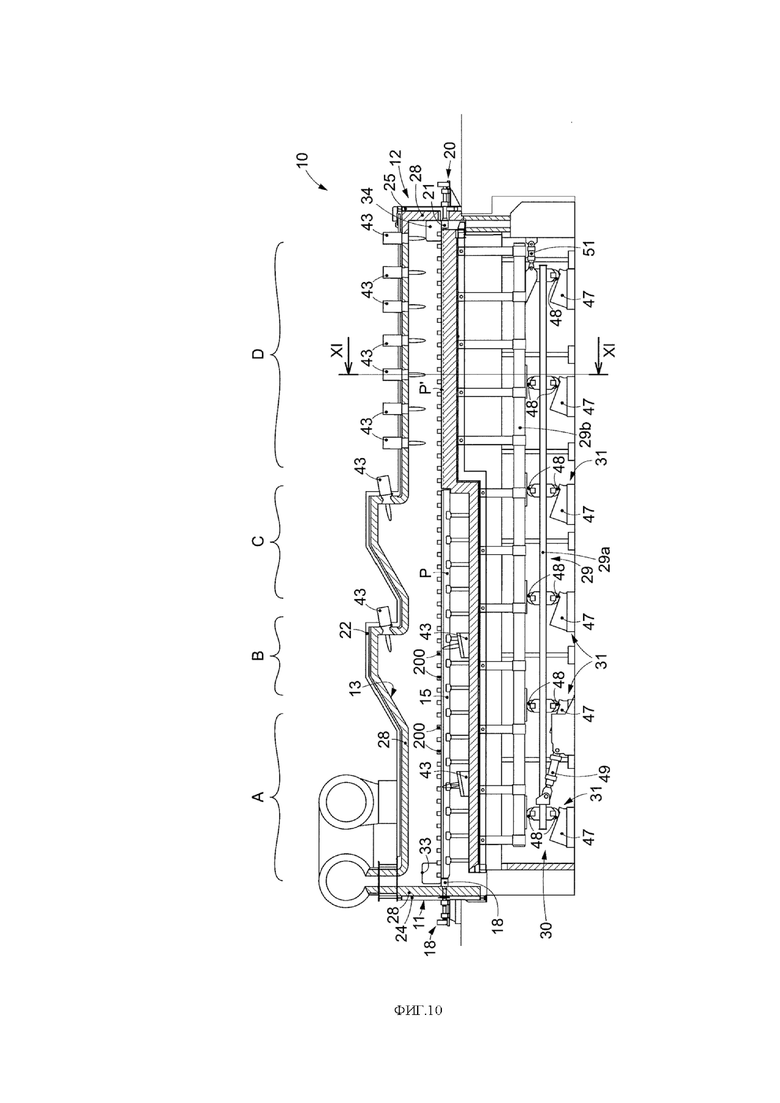
Согласно одному варианту, показанному на фиг.10-11, печь 10 содержит внутри нагревательной камеры 13 другую плоскость продвижения P’, расположенную ниже по потоку от плоскости продвижения P в направлении продвижения заготовок 200.
Другая плоскость продвижения P' относится к типу с шагающим подом так что печь 10 относится к типу с шагающими балками в первом секторе, который содержит входную зону A, промежуточную зону B и выходную зону C, которая в данном случае становится промежуточной выходной зоной, а во втором секторе, где определена конечная выходная зона D - к типу с шагающим подом. В последнем секторе допускаются более высокие температуры нагрева по сравнению с теми, которые предусмотрены в первом секторе.
Для обоих секторов характерно отсутствие систем охлаждения элементов, составляющих соответствующие плоскости продвижения Р, Р’.
Аналогично плоскости продвижения P, другая плоскость продвижения P’ также определяется чередованием дополнительных неподвижных опорных элементов 45 и дополнительных подвижных опорных элементов 46, расположенных параллельно развитию по длине печи 10 (фиг.11).
Дополнительные неподвижные 45 и подвижные 46 опорные элементы могут состоять из соответствующих огнеупорных пластин, которые в целом образуют по существу непрерывную плоскость.
Подвижные опорные элементы 46 закреплены известным способом, по существу аналогичным описанному ранее, к той же опорной раме 29, так что перемещение заготовок 200 происходит однородным и скоординированным образом между первым и вторым секторами.
В варианте осуществления на фиг.10-11, опорная рама 29 содержит нижнюю раму, или подъемную раму, 29а, которая обеспечивает подъем, и верхнюю раму, или поступательную раму, 29b, которая обеспечивает поступательное движение подвижных опорных элементов 15, 46.
Верхняя рама 29b опирается на нижнюю раму 29а с возможностью скольжения.
Нижняя рама 29а перемещается вверх/вниз благодаря средствам перемещения 30, которые содержат одну или несколько наклонных плоскостей 47, одно или несколько тел качения 48, шарнирно закрепленных на нижней раме и скользящих по наклонной плоскости, и один или несколько поршней 49, закрепленных на нижней раме 29а и в фиксированных точках крепления.
Тела качения 48 расположены попарно таким образом, что одно из них скользит по наклонной плоскости, а другое скользит для поддержки верхней рамы 29b.
Верхняя рама 29b перемещается с возможностью скольжения в горизонтальном направлении по нижней раме 29a благодаря средствам перемещения 30, которые содержат один или несколько дополнительных поршней 51, закрепленных на верхней раме 29b и в фиксированных точках крепления.
Следует понимать, что могут быть сделаны модификации и/или дополнения деталей к устройству для нагрева стальных изделий, как описано ранее, без отступления от области и объема настоящего изобретения, определенных формулой изобретения.
В следующих пунктах формулы изобретения единственная цель ссылок в скобках состоит в том, чтобы облегчить чтение: они не должны рассматриваться как ограничивающие факторы в отношении области защиты, заявленной в конкретных пунктах формулы.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАГРЕВА СТАЛЬНЫХ ИЗДЕЛИЙ | 2021 |
|
RU2804206C1 |
| УСТАНОВКА И СПОСОБ ТРАВЛЕНИЯ | 2020 |
|
RU2790139C1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ПОДДЕРЖАНИЯ ТЕМПЕРАТУРЫ И/ИЛИ ВОЗМОЖНОГО НАГРЕВА ДЛИННОМЕРНЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2010 |
|
RU2537674C2 |
| Установка для непрерывного получения стали | 1987 |
|
SU1669403A3 |
| УСТРОЙСТВО И СПОСОБ УДАЛЕНИЯ ОКАЛИНЫ С ПРИМЕНЕНИЕМ ВОДЫ | 1993 |
|
RU2129053C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ И ОТПУСКА СТЕКЛЯННЫХ ЛИСТОВ | 1992 |
|
RU2081067C1 |
| УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2018 |
|
RU2744838C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ И ОТПУСКА СТЕКЛЯННЫХ ЛИСТОВ | 1992 |
|
RU2083512C1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ПОДДЕРЖАНИЯ ТЕМПЕРАТУРЫ И ВОЗМОЖНОГО НАГРЕВА ДЛИННОМЕРНЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2010 |
|
RU2561951C2 |
| ВАЛОК ДЛЯ ЗАГРУЗКИ МАТЕРИАЛА В ПЕЧЬ, ИСПОЛЬЗУЕМЫЙ В ПРОЦЕССАХ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ПРОКАТКИ ТОНКИХ СЛЯБОВ ИЗ УГЛЕРОДИСТОЙ СТАЛИ | 2015 |
|
RU2648774C1 |
Изобретение относится к области металлургии. Устройство (10) для нагрева стальных изделий (200), представляющих собой блюмы или заготовки, содержит нагревательную камеру (13), которая расположена между входом (11) и выходом (12), внутри которой последовательно определены входная зона (А), промежуточная зона (В) и выходная зона (С), при этом входная зона (A) выполнена с возможностью нагрева до максимальной температуры 1000°C, промежуточная зона (B) - до максимальной температуры 1100°C, а выходная зона (C) - до максимальной температуры 1150°C, плоскость продвижения (Р) в указанной нагревательной камере (13), определяемую чередованием неподвижных опорных элементов (14) и подвижных опорных элементов (15), опирающихся соответственно на неподвижные несущие элементы (16) и подвижные несущие элементы (17), средства подачи и извлечения (18, 20), снабженные соответствующими подающими и извлекающими роликами (19, 21), соответственно связанными с указанными входом и выходом (11, 12), элементы нагрева и/или сгорания (43), расположенные как выше, так и ниже указанной плоскости продвижения (Р). Неподвижные и подвижные опорные элементы (14, 15), неподвижные и подвижные несущие элементы (16, 17) и подающие и извлекающие ролики (19, 21) изготовлены из металлических суперсплавов, содержащих, по меньшей мере, комбинацию никеля и кобальта в количестве от 30 до 60%, и хрома - от 24 до 35%, при этом указанный суперсплав также содержит комбинацию дополнительных компонентов от 5 до 50%, где указанные дополнительные компоненты выбраны из W, Nb, Ti, C, Si, Al и Mn, причем неподвижные и подвижные опорные элементы (14, 15), неподвижные и подвижные несущие элементы (16, 17) и подающие и извлекающие ролики (19, 21) изготовлены из разных металлических суперсплавов в пределах указанных соотношений и в соответствии с зонами (A, B, C) нагревательной камеры (13), в которых они расположены, для обеспечения различных рабочих температур, при этом содержание никеля и хрома в указанных металлических суперсплавах увеличивается в направлении от входной зоны (А) к выходной зоне (С), а система охлаждения внутри камеры нагрева (13) устройства (10) выполнена без использования жидкости. Технический результат заключается в исключении необходимости использования систем жидкостного охлаждения и в уменьшении вредных выбросов в атмосферу. 12 з.п. ф-лы, 11 ил.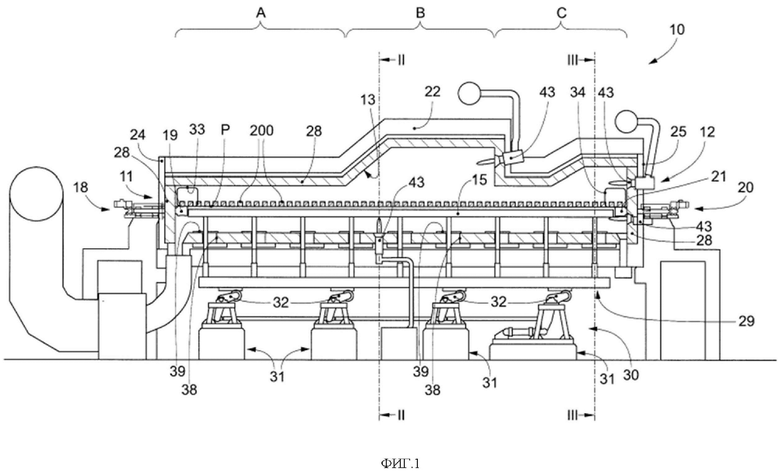
1. Устройство (10) для нагрева стальных изделий (200), представляющих собой блюмы или заготовки, содержащее:
- нагревательную камеру (13), которая расположена между входом (11) и выходом (12), внутри которой последовательно определены входная зона (А), промежуточная зона (В) и выходная зона (С),
при этом входная зона (A) выполнена с возможностью нагрева до максимальной температуры 1000°C, промежуточная зона (B) - до максимальной температуры 1100°C, а выходная зона (C) - до максимальной температуры 1150°C,
- плоскость продвижения (Р) в указанной нагревательной камере (13), определяемую чередованием неподвижных опорных элементов (14) и подвижных опорных элементов (15), опирающихся соответственно на неподвижные несущие элементы (16) и подвижные несущие элементы (17),
- средства подачи и извлечения (18, 20), снабженные соответствующими подающими и извлекающими роликами (19, 21), соответственно связанными с указанными входом и выходом (11, 12),
- элементы нагрева и/или сгорания (43), расположенные как выше, так и ниже указанной плоскости продвижения (Р),
неподвижные и подвижные опорные элементы (14, 15), неподвижные и подвижные несущие элементы (16, 17) и подающие и извлекающие ролики (19, 21) изготовлены из металлических суперсплавов, содержащих по меньшей мере комбинацию никеля и кобальта в количестве от 30 до 60%, и хрома - от 24 до 35%, при этом указанный суперсплав также содержит комбинацию дополнительных компонентов от 5 до 50%, где указанные дополнительные компоненты выбраны из W, Nb, Ti, C, Si, Al и Mn,
причем неподвижные и подвижные опорные элементы (14, 15), неподвижные и подвижные несущие элементы (16, 17) и подающие и извлекающие ролики (19, 21) изготовлены из разных металлических суперсплавов в пределах указанных соотношений и в соответствии с зонами (A, B, C) нагревательной камеры (13), в которых они расположены, для обеспечения различных рабочих температур, при этом содержание никеля и хрома в указанных металлических суперсплавах увеличивается в направлении от входной зоны (А) к выходной зоне (С),
при этом система охлаждения внутри камеры нагрева (13) устройства (10) выполнена без использования жидкости.
2. Устройство (10) по п. 1, отличающееся тем, что указанный металлический суперсплав содержит 40-50% никеля, 25-35% хрома и 1-10% кобальта в сочетании с одним или несколькими дополнительными компонентами в количестве 5-35%.
3. Устройство (10) по п. 1 или 2, отличающееся тем, что неподвижные и подвижные опорные элементы (14, 15), неподвижные и подвижные несущие элементы (16, 17) и подающие ролики (19), находящиеся в указанной входной зоне (A), изготовлены из первого металлического суперсплава (M1), неподвижные и подвижные опорные элементы (21, 22), а также неподвижные и подвижные несущие элементы (16, 17), находящиеся в указанной промежуточной зоне (B), изготовлены из второго металлического суперсплава (M2), в то время как неподвижные и подвижные опорные элементы (21, 22), неподвижные и подвижные несущие элементы (16, 17) и извлекающие ролики (21), находящиеся в указанной выходной зоне (C), изготовлены из третьего металлического суперсплава (M3), при этом указанный первый металлический суперсплав (M1) имеет общее содержание никеля и хрома ниже, чем второй металлический суперсплав (M2), а второй металлический суперсплав (M2) имеет содержание никеля и хрома ниже, чем третий металлический суперсплав (M3).
4. Устройство (10) по п. 3, отличающееся тем, что указанный первый металлический суперсплав (М1) содержит Ni+Co в количестве 30-40%, Cr в количестве 24-30%, W+Nb+Ti в количестве 1-5% и C+Si+Mn в количестве 1-4%, при этом указанный суперсплав также содержит комбинацию дополнительных компонентов в количестве 21-44%.
5. Устройство (10) по п. 3, отличающееся тем, что указанный второй металлический суперсплав (М2) содержит Ni в количестве 40-50%, Cr в количестве 25-35%, W+Co в количестве 0-10%, C в количестве 0-1%, Si+Al в количестве 0-3% и Mn в количестве 0-3%, при этом указанный суперсплав также содержит комбинацию дополнительных компонентов в количестве 0-35%.
6. Устройство (10) по п. 3, отличающееся тем, что указанный третий металлический суперсплав (М3) содержит Ni+Co в количестве 45-60%, Cr в количестве 25-35%, W в количестве 8-16% и C+Si+Al в количестве 1-4%, при этом указанный суперсплав также содержит комбинацию дополнительных компонентов в количестве 0-21%.
7. Устройство (10) по любому из вышеуказанных пунктов, отличающееся тем, что указанные подвижные несущие элементы (17) выполнены сквозными через нижнюю стенку (23) указанной нагревательной камеры (13) и закреплены на единой опорной раме (29), расположенной под упомянутой нижней стенкой (23) и связанной со средствами перемещения (30).
8. Устройство (10) по п. 7, отличающееся тем, что указанные средства перемещения (30) содержат узлы перемещения (31), каждый из которых снабжен соединительным стержнем (32), выполненным с возможностью обеспечения правильного перемещения указанной опорной рамы (29), и электромеханические устройства, выполненные с возможностью прямого или косвенного перемещения указанных соединительных стержней (32).
9. Устройство (10) по любому из вышеуказанных пунктов, отличающееся тем, что оно содержит боковое входное отверстие (33) и боковое выходное отверстие (34), оба из которых связаны с соответствующим закрывающим узлом (35), снабженным дверью (36) и механизмом типа пантографа (37) для перемещения упомянутой двери (36).
10. Устройство (10) по п. 9, отличающееся тем, что указанный закрывающий узел (35) содержит устройства подачи инертного газа (42), связанные с указанными входным и выходным отверстиями (34, 35) и выполненные с возможностью создания газового барьера, который предотвращает загрязнение атмосферы нагревательной камеры (13) внешним воздухом и предотвращает выход из самой нагревательной камеры (13) вредных газов.
11. Устройство (10) по любому из вышеуказанных пунктов, отличающееся тем, что указанные подающие и извлекающие ролики (19, 21) расположены внутри указанной нагревательной камеры (13), выполнены сквозными и консольно закреплены на соответствующих передней и задней торцевых стенках (24, 25) указанной нагревательной камеры (13), при этом указанные средства подачи и извлечения (18, 20) содержат дополнительные устройства подачи инертного газа (44), выполненные с возможностью создания аэродинамического уплотнения для подающих и извлекающих роликов (19, 21).
12. Устройство (10) по любому из вышеуказанных пунктов, отличающееся тем, что оно содержит внутри указанной камеры (13), в соответствии с указанными входом (11) и выходом (12), соответственно, загрузочное устройство и разгрузочное устройство для размещения указанных стальных изделий (200) с указанных подающих роликов (19) на указанной плоскости продвижения (P) и с указанной плоскости продвижения (P) на указанные извлекающие ролики (21).
13. Устройство (10) по любому из вышеуказанных пунктов, отличающееся тем, что оно содержит дополнительную плоскость продвижения (P'), расположенную в указанной нагревательной камере (13) ниже по потоку от указанной плоскости продвижения (P) в направлении продвижения указанных изделий (200), определяемую чередованием дополнительных неподвижных опорных элементов (45) и дополнительных подвижных опорных элементов (46), состоящих из соответствующих огнеупорных пластин.
| WO 2020178655 A1, 10.09.2020 | |||
| МАТЕРИАЛ СПЛАВА Ni-Cr И ИЗГОТОВЛЕННЫЕ ИЗ НЕГО БЕСШОВНЫЕ НЕФТЕПРОМЫСЛОВЫЕ ТРУБНЫЕ ИЗДЕЛИЯ | 2014 |
|
RU2630131C1 |
| 0 |
|
SU351919A1 | |
| ГРУЗОТРАНСПОРТИРОВОЧНОЕ УСТРОЙСТВО для ВЫСОКОТЕМПЕРАТУРНЫХ ПЕЧЕЙ | 0 |
|
SU287623A1 |
| ЗАМОК ДЛЯ КОРПУСА ПРИБОРА | 0 |
|
SU198174A1 |
| GB 1473645 A, 18.05.1977 | |||
| DE 3339585 C1, 12.11.1987. | |||

