Область техники
Настоящее изобретение относится к установке для термической обработки металлических изделий, особенно, таких как листы или тонкие плиты (пластины) толщиной не более 50 мм, причем такая обработка подходит для охлаждения изделий эффективным и регулируемым образом с помощью модульной универсальной системы. Предлагаемая установка способна обрабатывать движущиеся и неподвижные изделия, и в общем случае может включать линию термической обработки для использования в составе поточной технологической линии или в качестве автономного устройства.
Уровень техники
Термическую обработку тонких листов и пластин в технике обычно осуществляют путем непосредственного охлаждения с помощью струй воды, ударяющих в изделие по существу под прямым углом или наклонно.
Такие системы охлаждения обычно составлены из модульных блоков, установленных бок о бок, которые формируют линию термической обработки.
Хотя системы охлаждения первого поколения были эффективны в охлаждении изделий, однако они не особенно экономичны ввиду высокого потребления воды и неоптимального распределения воды на изделии. В некоторых случаях это приводит к недостаточной возможности регулирования, в результате чего изделие может охлаждаться неравномерно, так что оно получается с неоднородными механическими характеристиками, отличающимися от требуемых характеристик.
Во втором поколении модулей термической обработки введено использование струй, которые состоят из распыленной воды, направляемой на поверхность изделия. Однако даже у этих устройств есть недостатки, в частности, они имеют сложную конструкцию, включающую несколько коллекторов, расположенных параллельно друг другу, которые создают проблемы при монтаже и техническом обслуживании, в частности, для очень больших изделий. Кроме того, они потребляют очень большое количество сжатого воздуха для распыления воды, и крайне сложно выдерживать соразмерные расходы воздуха и воды при обработке изделий.
Другое решение, дающее хорошие результаты, раскрывается, например, в патенте US 4,723,562, и в нем предусматривается использование коллекторов, снабженных перфорированными пластинами, обеспечивающими сравнительно равномерное распределение воды по обрабатываемому изделию.
Такая конфигурация обеспечивает возможность термической обработки изделия без избыточного расхода воды, и в то же время улучшается распределение воды на нижней и верхней поверхностях изделия, однако это распределение все же не обеспечивает оптимальное покрытие обрабатываемой поверхности, и вода не попадает на некоторые зоны поверхности.
Могут быть указаны и другие недостатки, в частности, сложность разборки-сборки, что затрудняет техническое обслуживание.
Наконец, заполнение коллекторов не осуществляется оптимальным образом, поскольку время заполнения коллекторов охлаждающей текучей средой чрезмерно, и, кроме того, имеют место переходные явления, которые задерживают стабилизацию расхода воды на уровне номинального значения. Кроме того, опорожнение верхнего коллектора после окончания термической обработки, затруднено, в результате чего увеличивается продолжительность всей операции, вплоть до нескольких минут, что не соответствует требованиям производства.
Другие установки для термической обработки металлических изделий описаны в документах WO 03/084686 A1, DE 19843038 А1 и ЕР 1938911 А1.
Раскрытие изобретения
Целью настоящего изобретения является создание установки для термической обработки металлических изделий, в частности, таких как листы и тонкие плиты (пластины), в которой устранены вышеуказанные недостатки и которая подходит для обработки, в частности для охлаждения, указанных изделий в модульной и универсальной системе эффективным и регулируемым образом. Другой целью изобретения является создание установки, которая обеспечивает возможность равномерной обработки изделия, а также в которой оптимизируются времена заполнения и опорожнения коллекторов, и упрощается техническое обслуживание установки.
Другие цели и достоинства изобретения будут очевидны из нижеприведенного описания.
Указанные цели достигаются с помощью установки для термической обработки металлических изделий, которая включает:
а) несущую и транспортировочную поверхность для размещения и продвижения обрабатываемого изделия;
б) по меньшей мере модуль коллекторов, который включает
б-1) по меньшей мере коллектор, снабженный:
б-1.1) перфорированной пластиной на той стороне коллектора,
которая обращена к несущей и транспортировочной поверхности;
б-2) трубопровод, присоединенный к указанному по меньшей мере одному коллектору для подачи в него текучей среды, и
б-3) по меньшей мере одну запорную трубопроводную арматуру (далее "арматура"), встроенную в трубопровод, в частности, двухпозиционную арматуру, для включения или выключения подачи потока текучей среды в указанный по меньшей мере один коллектор;
и которая отличается тем, что указанная по меньшей мере одна запорная арматура расположена на расстоянии от коллектора, не превышающем 60 см, предпочтительно не превышающем 35 см, и еще более предпочтительно не превышающем 10 см, и что перфорированная пластина снабжена отверстиями, упорядоченными в рядах, параллельных друг другу, но не параллельных сторонам перфорированной пластины, причем ряды проходят под острым углом относительно двух противолежащих сторон пластины.
Предпочтительно несущая поверхность представляет собой транспортировочное устройство, которое обеспечивает возможность транспортировки изделия через установку. Модули коллекторов внутри установки могут также содержать несколько коллекторов или также несколько пар коллекторов, причем внутри пары коллекторов один коллектор расположен выше (верхний коллектор), а другой коллектор - ниже (нижний коллектор) несущей поверхности.
Предпочтительно перфорированная пластина по существу параллельна несущей поверхности и отстоит от нее на некотором расстоянии для обеспечения возможности введения или прохождения изделия, например, листа или пластины.
Термическая обработка предпочтительно представляет собой охлаждение.
В одном из предпочтительных вариантов осуществления изобретения несколько коллекторов могут быть сгруппированы для формирования модуля коллекторов термической обработки. Каждый модуль может содержать несколько коллекторов, предпочтительно разделенных на группы, которые различаются положением коллекторов относительно несущей и транспортировочной поверхности и которые предпочтительно параллельны друг другу внутри группы. В частности, в том случае, когда несущая поверхность представляет собой транспортировочную поверхность, и ряд вышеуказанных модулей следует один за другим вдоль транспортировочной поверхности, формируется линия термической обработки. Эта линия термической обработки может быть расположена ниже по потоку линии ламинирования металла, и после нее могут быть расположены другие линии обработки, так что формируется более сложное оборудование для обработки металла.
Листы и пластины предпочтительно имеют толщину, не превышающую 50 мм.
Также можно себе представить обработку с помощью установки по настоящему изобретению других удлиненных металлических изделий, таких как трубы или профилированные элементы.
Несущая и транспортировочная поверхность может быть также заменена неподвижной несущей поверхностью для обеспечения обработки неподвижного изделия.
Запорная арматура представляет собой любой подходящий клапан/завтор, который открывает и закрывает проход для потока текучей среды термической обработки из трубопровода в коллектор, но при этом не исключается наличие других регулирующих устройств, которые изменяют степень их открытия, в результате чего обеспечивается возможность регулирования потока текучей среды. Предпочтительно запорная арматура представляет собой двухпозиционный клапан, который может находиться в двух положениях: либо "полностью закрыт", либо "полностью открыт".
В модуле коллекторов между коллектором и несущей поверхностью или между двумя противолежащими коллекторами формируется камера, в которую поступает текучая среда для термической обработки. В случае нескольких коллекторов, расположенных параллельно друг другу, между коллекторами могут быть введены элементы, как это описано в вышеуказанном патенте США, причем сторона контейнера, обращенная к обрабатываемой части, и сторона, обращенная к обрабатываемой части элемента, расположенного между двумя коллекторами, представляют собой часть одной плоскости, в которой коллекторы и элементы могут находиться в контакте друг с другом, или между ними имеется небольшой зазор, для формирования увеличенной камеры для содержания текучей среды.
В качестве охлаждающей текучей среды предпочтительно, но не обязательно, используется вода.
Конструкции трубопроводов, которые подсоединены или могут быть подсоединены к источнику подачи текучей среды для обработки, в частности охлаждающей текучей среды, и несущие конструкции или рамы для опоры различных компонентов установки, любых систем перекачивания/ транспортировки текучей среды, несущей и транспортировочной поверхности различных типов и т.п.и их выбор хорошо известны специалистам в данной области техники, поэтому эти вопросы здесь подробно не рассматриваются, и, кроме того, они не касаются существа изобретения.
Каждый коллектор снабжен по меньшей мере одной своей запорной арматурой, которая обеспечивает пропускание или блокирование потока текучей среды, необходимой для термической обработки изделия, которое предпочтительно проходит под коллектором.
Запорная арматура расположена на максимально сокращенном расстоянии от соответствующего коллектора, так чтобы время его заполнения при переходе из закрытого положения в открытое положение было минимальным. Указанные расстояния обеспечивают очень малое время прохождения текучей среды от запорной арматуры до коллектора. Квалифицированный специалист без труда выберет размеры трубопроводов, диаметр прохода запорных арматур, расход текучей среды таким образом, чтобы время прохождения текучей среды от запорной арматуры до коллектора предпочтительно не превышало 2 секунд. Затем за счет выбора размеров коллектора и количества и места расположения запорных арматур, подсоединенных к коллектору, можно дополнительно оптимизировать время его заполнения. В системах предшествующего уровня из-за значительного расстояния между подающими арматурами и коллектором время его заполнения составляет примерно 30 секунд. В установке по настоящему изобретению и при уменьшенном расстоянии между запорной арматурой и коллектором, могут быть достигнуты времена заполнения, равные 10 секундам или менее. Для этого запорная арматура может быть расположена непосредственно между коллектором и трубопроводом, действуя в качестве соединительной части на конце трубопровода, или расположена возле коллектора на трубопроводе, но не на его конце.
В самом деле, это существенно, чтобы время, необходимое для заполнения объема, расположенного ниже по потоку запорной арматуры, было как можно меньше, для существенного сокращения переходных процессов, которые могут приводить к возникновению неоднородностей в изделии. В этом случае улучшается реакция системы, в результате чего снижается время выхода модулей на рабочий режим и, соответственно, обеспечивается возможность более точного управления термической обработкой. Например, часто необходимо поддерживать головную часть изделия более теплой по сравнению с остальной частью, чтобы облегчить намотку намоточным устройством (верхней или нижней моталкой). Поэтому в этом случае требуется точное управление текучей средой для точного отграничения необработанной зоны от обработанной зоны, что зависит от времени реакции системы термической обработки.
В одном из предпочтительных вариантов осуществления изобретения для подачи в коллектор из питающей линии имеются по меньшей мере две запорные арматуры. В этом случае обеспечивается возможность, даже в случае использования двухпозиционных клапанов/вентилей, с возможным использованием регулирующей арматуры (клапана), которая расположена выше по потоку запорных арматур (как будет описано ниже), управлять открытием только одной или обеих запорных арматур (и с заданием расхода для регулирующей арматуры) для обеспечения расхода текучей среды, которая фактически поступает в контейнер.
В установке, раскрытой в патенте US 4,723,562 (уровень техники), в отличие от установки по настоящему изобретению заполнение коллекторов не осуществляется оптимальным образом, поскольку имеется только одна арматура, обеспечивающая заполнение верхнего контейнера, и только одна арматура, регулирующая подачу в нижний контейнер, расположена далеко от соответствующих коллекторов с соответствующим увеличением интервала времени от открытия арматур до момента, когда выходящая текучая среда достигает контейнера, расположенного ниже по потоку, и возникновением переходных процессов, которые задерживают стабилизацию расхода воды на уровне номинальной величины.
В одном из предпочтительных вариантов осуществления изобретения указанный по меньшей мере один модуль коллекторов содержит по меньшей мере два коллектора, обращенных в сторону друг друга и отстоящих друг от друга на некотором расстоянии, так что первый коллектора расположен выше несущей и транспортировочной поверхности, а второй коллектор расположен ниже несущей и транспортировочной поверхности.
Подача в нижний коллектор, который обычно неподвижен, как в системах предшествующего уровня, осуществляется независимо, и этот коллектор обеспечивает термическую обработку нижней поверхности продукта.
Термины "верхний" и "нижний" относятся к положению относительно несущей и транспортировочной поверхности, которая предпочтительно представляет собой роликовый конвейер, подходящий для транспортировки металлического изделия, подлежащего обработке. Для квалифицированного специалиста не составит труда подобрать другие подходящие транспортировочные системы. Несущая и транспортировочная поверхность обычно по существу параллельна полу, на котором расположена установка.
В другом предпочтительном варианте осуществления изобретения один или несколько коллекторов подсоединены к соответствующему трубопроводу с помощью быстроразъемного устройства. Если коллектор также присоединен к другим частям модуля коллекторов, таким как несущая рама или кронштейн поворотной системы, которая будет описана ниже, быстрое разъединение обеспечивается во всех положениях, в которых коллектор присоединен к частям модуля коллекторов.
В наиболее предпочтительном варианте осуществления изобретения модуль коллекторов содержит также по меньшей мере один поворотный механизм, который:
i) поворачивается вокруг оси, которая расположена вне зоны обработки изделия;
ii) поддерживает по меньшей мере один коллектор, расположенный выше несущей и транспортировочной поверхности; и
iii) подходит для выполнения перемещения, обеспечивающего подъем указанного по меньшей мере одного коллектора по дуге окружности.
Для этой цели поворотный механизм может содержать стойку, к которой присоединен кронштейн с помощью шарнира, на котором поднимаемый коллектор зафиксирован непосредственно или опосредованно, например, на трубопроводах, закрепленных на кронштейне. Вышеуказанная ось проходит через упомянутый шарнир. Вращение вокруг этой оси может осуществляться, например, с помощью гидроприводов. Понятно, что могут использоваться и другие приводы, хорошо известные специалистам. Таким образом, в случае чрезвычайной ситуации коллекторы или даже части конструкции модуля коллекторов могут быть отведены от изделия, находящегося на несущей и транспортировочной поверхности, в течение нескольких секунд. Также возможность подъема коллектора/модуля коллекторов упрощает его техническое обслуживание.
В установке, раскрытой в патенте US 4,723,562, верхний коллектор может перемещаться только по вертикали и в ограниченных пределах, и поэтому техническое обслуживание затруднено: действительно, в случае подъема только по вертикали очищать перфорированные пластины от возможных засорений довольно неудобно.
Предпочтительно каждый коллектор снабжен сливной арматурой, которая в случае коллектора, поддерживаемого поворотным механизмом, то есть, в случае подвижного коллектора, расположена в зоне соответствующего коллектора, которая находится внизу, предпочтительно в самой нижней зоне, когда коллектор поднят поворотным механизмом. Таким образом, вода, содержащаяся в коллекторе, под действием силы тяжести будет выходить из него, вынося с собой любые частицы, забивающие перфорированные пластины, наружу из коллектора.
Это полезный эффект, поскольку при использовании воды в качестве охлаждающей текучей среды пластины могут забиваться известняком, а также любыми осадками и примесями, которые могут содержаться и транспортироваться охлаждающей текучей средой.
В другом варианте осуществления изобретения каждый коллектор также содержит пневматическую арматуру (арматуру пневматического трубопровода), подсоединенную или подсоединяемую с помощью соответствующих трубопроводов к источнику сжатого газа. Такая система обеспечивает возможность ускорения опорожнения коллектора, когда это необходимо. Пневматическая арматура может подавать газ, например воздух, в коллектор для ускорения операции вывода из него текучей среды, особенно когда коллектор не поднят.
В одном из предпочтительных вариантов осуществления изобретения выше по потоку одной или нескольких запорных арматур обеспечивается регулирующая арматура для регулирования расхода внутри питающей линии ниже по потоку регулирующей арматуры. Эта линия составлена из трубопроводов, по которым текучая среда поступает к запорным арматурам. Такая арматура предназначена для регулирования потока воды внутри трубопроводов линии, которая заключена между регулирующей арматурой и соответствующей одной или несколькими запорными арматурами, поэтому если регулирующая арматура не закрыта полностью, то она обеспечивает возможность полного заполнения трубопроводов между ней и находящимися ниже по потоку запорными арматурами. В этом случае при открытии запорной арматуры текучая среда может немедленно заполнять коллектор, расположенный за запорной арматурой. В одном из предпочтительных вариантов регулирующая арматура обеспечивает подачу текучей среды в две запорные арматуры для каждого коллектора. Запорная арматура может быть также расположена выше по потоку нескольких коллекторов и их соответствующих запорных арматур. В этом случае обеспечивается возможность, путем выборочного управления запорными арматурами, подавать текучую среду только в один или в несколько коллекторов, или же заполнять коллектор через одну или через несколько арматур, так что обеспечивается временное регулирование расхода текучей среды, например, для адаптации термической обработки к разным типам изделий, в результате чего повышается универсальность установки.
В перфорированных пластинах обеспечивается высокая плотность отверстий, предпочтительно имеющих размеры от 1 мм до 10 мм, так чтобы текучая среда, например охлаждающая текучая среда, могла вытекать из коллектора под давлением, не превышающим, например, 4 бара.
Как предусматривается в документе US 4,723,562, можно обеспечивать трубы внутри коллектора, которые проходят от отверстия, соответствующего отверстию трубы, внутрь коллектора для обеспечения возможности вытекания текучей среды, введенной в коллектор, только тогда, когда ее уровень превышает высоту трубы.
Перфорированные пластины должны обеспечивать возможность покрытия струями, проходящими через несколько отверстий, всей поверхности изделия, лежащего и предпочтительно проходящего под ними, так чтобы не оставалось необработанных участков, и это требование не обеспечивается в достаточной степени при конфигурации отверстий, сгруппированных в ряды, параллельные друг другу, а также параллельные двум противолежащим стенкам перфорированной пластины, как это обеспечивается конфигурацией отверстий, раскрытой в вышеупомянутом документе US 4,723,562.
Предпочтительно эти ряды наклонены относительно двух противолежащих сторон под острым углом, не превышающим или равным 30°. Эти две противолежащие стороны предпочтительно параллельны направлению перемещения изделия, если он движется. Предпочтительной формой пластины является прямоугольная, причем короткие стороны параллельны направлению перемещения обрабатываемого изделия. В этом случае две противолежащие стороны представляют собой короткие стороны прямоугольника.
С такой конфигурацией отверстий можно получить положительный эффект, который заключается в том, что по меньшей мере одно отверстие из рядов отверстий будет смачивать зону изделия, которая будет затем смачиваться вторым отверстием из второго ряда отверстий, проходящего параллельно предыдущему ряду.
Коллектор с перфорированной пластиной, которая снабжена такой конфигурацией отверстий, вносит свой вклад в решение задачи создания установки для термической обработки тонких листов и пластин, которая обеспечивает регулируемую и эффективную обработку изделий.
Второй аспект изобретения относится к коллектору с перфорированной пластиной на одной стороне для модулей коллекторов для термической обработки металлических листов и пластин, в котором перфорированная пластина снабжена отверстиями, сгруппированными в рядах, параллельных друг другу, но не параллельных сторонам перфорированной пластины, и эти ряды предпочтительно наклонены относительно двух противолежащих сторон перфорированной пластины под острым углом, предпочтительно не превышающим или равным 30°.
Последний аспект изобретения касается использования установки по настоящему изобретению, которое предусматривает обеспечение установки по настоящему изобретению и термическую обработку металлических изделий, в частности имеющих удлиненную форму, предпочтительно листов и пластин, толщина которых не превышает 50 мм. Термическая обработка предпочтительно представляет собой охлаждение. Использование включает пропускание изделия перед контейнерами и смачивание его текучей средой, предпочтительно водой, при открытии по меньшей мере одной запорной арматуры. Использование может включать стадии осуществления работы различных типов дополнительных трубопроводных арматур, как это было описано, подъем коллектора, его опорожнение и т.п.
Признаки, описанные для одного аспекта изобретения, могут быть перенесены, с соответствующими изменениями, в другой аспект изобретения.
Каждый отдельный вариант, описанный в зависимых пунктах, в частности поворотная система, перфорированная пластина с определенной конфигурацией отверстий, наличие сливных арматур, пневматических арматур и регулирующих арматур, расположенных по потоку выше запорных арматур, может быть также применен к установке, описанной в преамбуле первого пункта, и поэтому независимо от положения запорных арматур относительно коллектора.
Различные комбинации вышеуказанных признаков обеспечивают оптимизацию надлежащей работы установки и содействуют специализированной, регулируемой, гибкой и быстрой обработке металлических изделий, в частности тонких листов и пластин.
Изобретение обеспечивает достижение заявленных целей. Конфигурация установки в соответствии с решением, предложенным авторами, обеспечивает возможность, используя размещение в определенном порядке различных модулей, осуществлять эффективную термическую обработку, особенно для плоских изделий, причем при необходимости обеспечивается возможность отведения части (верхней) от изделия в аварийных ситуациях или для быстрой чистки их внутреннего пространства. В то же время благодаря гибкости, обеспечиваемой запорными и регулирующими арматурами, можно выполнять различные виды специальной термической обработки в зависимости от обрабатываемого изделия с широким диапазоном регулировок и очень низким уровнем начальных переходных процессов, причем обработке способствует постоянное и равномерное истечение текучей среды из перфорированной пластины.
С помощью установки по настоящему изобретению авторы добились устранения вышеуказанных недостатков известных технических решений путем разработки установки, представляющей собой альтернативу известным установкам, которая также содержит один или несколько модулей коллекторов, но в которой облегчается техническое обслуживание, обеспечивается высокая скорость заполнения и, что более важно, высокая скорость опорожнения коллекторов для эффективной термической обработки, также и в составе непрерывной технологической линии, в частности для плоских изделий.
Указанные объекты и достоинства изобретения будут ярко проиллюстрированы ниже в описании предпочтительного варианта осуществления изобретения, который является лишь примером, но не ограничением.
Варианты изобретения описаны в зависимых пунктах формулы. Ниже дается описание предпочтительного варианта установки по настоящему изобретению для термической обработки, а также коллектора и использования в соответствии с изобретением со ссылками на прилагаемые чертежи, причем этот вариант является лишь примером, но не ограничением.
Краткое описание чертежей
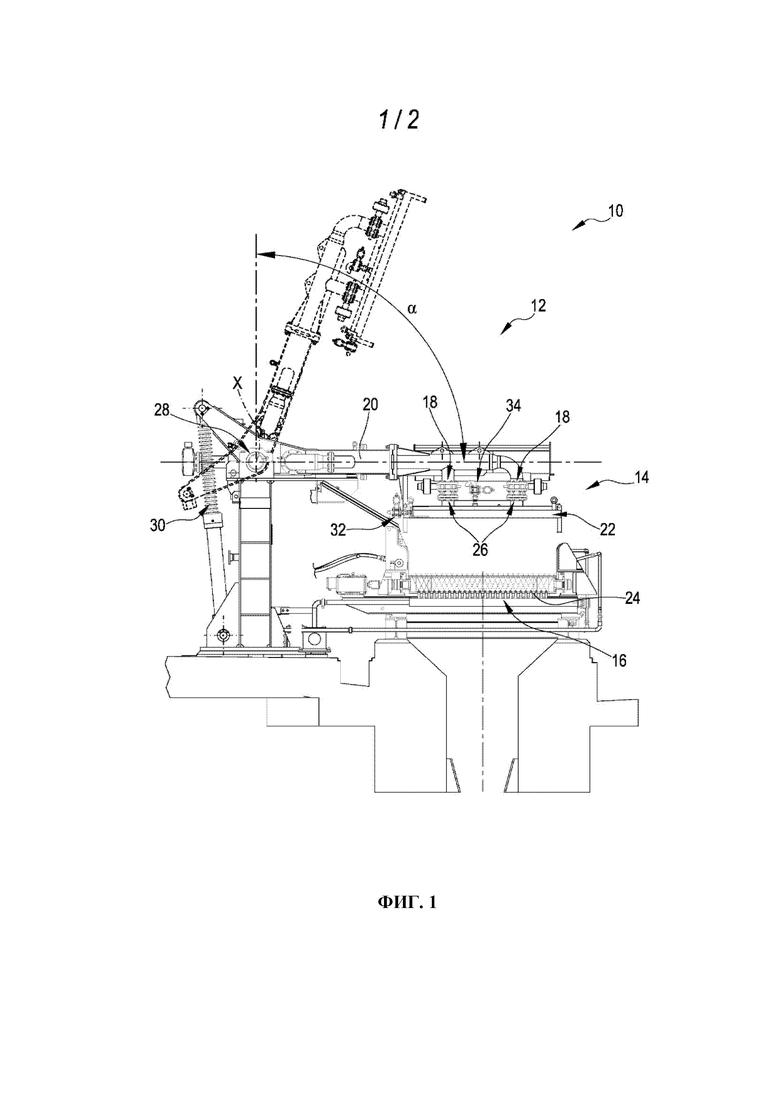
На фиг. 1 показан вид сбоку сечения в плоскости, ортогональной направлению продвижения обрабатываемых металлических изделий, установки для термической обработки листов и пластин по настоящему изобретению;
на фиг. 2 показан вид в плане последовательности двух параллельных коллекторов внутри установки, показанной на фиг. 1, с перфорированными пластинами.
Описание предпочтительного варианта осуществления изобретения
На фиг. 1 показан вид сбоку сечения в плоскости, ортогональной направлению продвижения обрабатываемых металлических изделий, установки 10 для термической обработки металлических листов и пластин по настоящему изобретению. На фигуре показан только один модуль 12, однако в зависимости от длины линии обработки, в установке может быть более одного модуля 12.
Каждый модуль 12 содержит несколько коллекторов, в частности в рассматриваемом варианте два коллектора 14 и 16. Как показано на фиг. 1, верхний коллектор 14 имеет две двухпозиционные трубопроводные арматуры 18 подачи, которые включают или выключают подачу внутрь коллектора охлаждающей текучей среды, необходимой для термической обработки изделия, проходящего под коллектором 14. Текучая среда транспортируется по трубопроводам 20. Верхний коллектор 14 (так же, как и коллектор 16) подсоединен к перфорированной пластине 22, которая проходит параллельно и на некотором расстоянии от изделия (не показано), которое продвигается вперед с помощью транспортировочной системы 24. Пластина 22 обеспечивает возможность охлаждающей среде выходить из коллектора 14 для воздействия на изделие (не показано) для выполнения термической обработки. В то же время аналогично уже упомянутым модулям, используемым в известных конструкциях, в установке 10 обеспечивается неподвижный нижний коллектор 16, в который осуществляется независимая подача в соответствии с изобретением и который служит для термической обработки нижней поверхности изделия.
Двухпозиционные арматуры 18 расположены на минимальном удалении от соответствующего коллектора 14, так что время заполнения при переходе от состояния "выключено" к состоянию "включено" минимально, идеально 10 секунд или меньше. Существующим системам требуется ровно 30 секунд для заполнения коллектора.
Выше по потоку арматур 18 вдоль по меньшей мере одного коллектора, расположенного ниже по потоку, обеспечивается регулирующая трубопроводная арматура (не показана), предназначенная для регулирования расхода охлаждающей текучей среды, например воды, во всю систему, и эта арматура, если не затянута полностью, обеспечивает полное заполнение трубопроводов 20 между ней и арматурами 18.
Каждый коллектор 14, который, как уже указывалось, снабжен перфорированной пластиной 22, подсоединен к питающей линии (не показана) с помощью двух отдельных двухпозиционных арматур 18, а также снабжен устройствами быстрого разъединения, выполненных, например, в форме фланцев, предназначенных для быстрого отсоединения от остального оборудования для выполнения технического обслуживания, в частности, для чистки пластин 22, которые могут быть забиты загрязнениями.
В рассматриваемой установке в каждом модуле осуществляется одновременная подача в два коллектора 14, 16, причем регулирующая арматура (не показана) обеспечивает подачу через две двухпозиционные арматуры 18 в верхний коллектор 14, и аналогичная регулирующая арматура обеспечивает подачу в нижний коллектор 16. В этом случае в результате действия двухпозиционных арматур 18 обеспечивается возможность равномерной подачи лишь в один из двух коллекторов 14, формирующих часть модуля, так чтобы временно снижать расход воды, например, для термической обработки некоторых типов изделий, в результате чего повышается универсальность установки.
Коллекторы 14, описанные в настоящей заявке, которые, как уже было указано, подсоединены к трубопроводам 20 подачи охлаждающей текучей среды с помощью устройств 26 быстрого разъединения, могут быть подняты по дуге на угол α с помощью поворотного механизма 28 с использованием, например, гидравлических цилиндров 30, с поворотом вокруг оси X, которая находится вне зоны подачи потока текучей среды на изделие. Таким образом, в случае чрезвычайной ситуации коллекторы 14 могут быть отведены в течение нескольких секунд от материала, проходящего по линии термической обработки.
Каждый коллектор 14 снабжен сливной арматурой 32 и предпочтительно пневматической арматурой 34. Сливная арматура 32 расположена сбоку от коллектора 14 и будет расположена в самом низу, когда коллектор 14 поднимается поворотным механизмом 28. Таким образом, вода, содержащаяся в коллекторе 14, под действием силы тяжести будет выходить из него, вынося с собой любые частицы, забивающие перфорированные пластины 22, наружу из коллектора 14.
Одновременно пневматическая арматура 34 может подавать воздух внутрь коллектора 14, в результате чего ускоряется операция выведения охлаждающей текучей среды даже в том случае, когда коллектор 14 не поднят.
На фиг. 2 показан вид в плане последовательности двух параллельных коллекторов внутри установки, показанной на фиг. 1, с перфорированными пластинами 22. В пластинах 22 выполнены отверстия 36 с высокой плотностью их расположения. Отверстия упорядочены в рядах 38, параллельных друг другу, но не параллельных сторонам 22а и 22b пластины 22. В частности, отверстия упорядочены в рядах 38, проходящих под острым углом β, не превышающим 30°, относительно более коротких сторон 22а перфорированной пластины 22. Таким образом, по меньшей мере одно отверстие 36а одного из рядов 38а обеспечивает смачивание зоны изделия, которая будет затем смачиваться также через второе отверстие 36b, входящее во второй ряд 38b, параллельный предыдущему ряду 38а.
В процессе работы могут быть внедрены другие модификации или варианты, не раскрытые в настоящем описании, установки для термической обработки, коллектора и их применения по настоящему изобретению. Если такие модификации или такие варианты охватываются объемом нижеприведенной формулы, они все должны считаться защищенными настоящим патентом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройства для транспортировки отдельных деталей | 2013 |
|
RU2635937C2 |
| СПОСОБ МОНТАЖА БЛОК-МОДУЛЯ УСТАНОВКИ КОМПЛЕКСНОЙ ПОДГОТОВКИ ГАЗА НА ГАЗОВОМ ПРОМЫСЛЕ НЕФТЕГАЗОКОНДЕНСАТНОГО МЕСТОРОЖДЕНИЯ | 2011 |
|
RU2451252C1 |
| БЛОК-МОДУЛЬ УСТАНОВКИ КОМПЛЕКСНОЙ ПОДГОТОВКИ ГАЗА ГАЗОВОГО ПРОМЫСЛА НЕФТЕГАЗОКОНДЕНСАТНОГО МЕСТОРОЖДЕНИЯ | 2011 |
|
RU2451250C1 |
| ОХЛАЖДАЮЩАЯ ВАННА ДЛЯ РЕЛЬСОВ | 2010 |
|
RU2496886C2 |
| СПОСОБ ОБУСТРОЙСТВА УСТАНОВКИ КОМПЛЕКСНОЙ ПОДГОТОВКИ ГАЗА НА ГАЗОВОМ ПРОМЫСЛЕ НЕФТЕГАЗОКОНДЕНСАТНОГО МЕСТОРОЖДЕНИЯ | 2011 |
|
RU2451253C1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ОБРАБОТКИ В ЖГУТЕ ТЕКСТИЛЬНОГО ИЗДЕЛИЯ В ФОРМЕ ЖГУТА | 2008 |
|
RU2458192C2 |
| Способы транспортировки отдельных деталей | 2013 |
|
RU2633822C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ УПЛОТНИТЕЛЬНОЙ ПОВЕРХНОСТИ ЗАПОРНОЙ АРМАТУРЫ | 2010 |
|
RU2521569C2 |
| КОМПЛЕКС БЛОКОВ НИЗКОТЕМПЕРАТУРНОЙ СЕПАРАЦИИ ГАЗОВЫХ ИЛИ ГАЗОЖИДКОСТНЫХ СМЕСЕЙ | 2011 |
|
RU2451249C1 |
| МНОГОСТУПЕНЧАТЫЙ МЕТАЛЛОГИДРИДНЫЙ ВОДОРОДНЫЙ КОМПРЕССОР | 2016 |
|
RU2672202C1 |

Изобретение относится к установке (10) для термической обработки металлических изделий. Установка содержит а) несущую и транспортировочную поверхность (24) для размещения и продвижения обрабатываемого изделия, б) по меньшей мере один модуль (12) коллекторов, содержащий б-1) по меньшей мере один коллектор (14, 16), причем коллектор (14) снабжен перфорированной пластиной (22), б-2) трубопровод (20), подсоединенный к указанному по меньшей мере одному коллектору (14) для подачи в него текучей среды, и б-3) по меньшей мере одну запорную трубопроводную арматуру (18). Запорная трубопроводная арматура (18) расположена на расстоянии от коллектора (14), не превышающем 60 см, предпочтительно не превышающем 35 см и еще более предпочтительно не превышающем 10 см. В перфорированной пластине (22) выполнены отверстия, упорядоченные в рядах (38), параллельных друг другу, но не параллельных сторонам (22а, 22b) перфорированной пластины. Ряды (38) проходят под острым углом (β) относительно двух противолежащих сторон (22а) пластины (22). В результате обеспечивается равномерная обработка изделия и упрощение технического обслуживания установки. 9 з.п. ф-лы, 2 ил.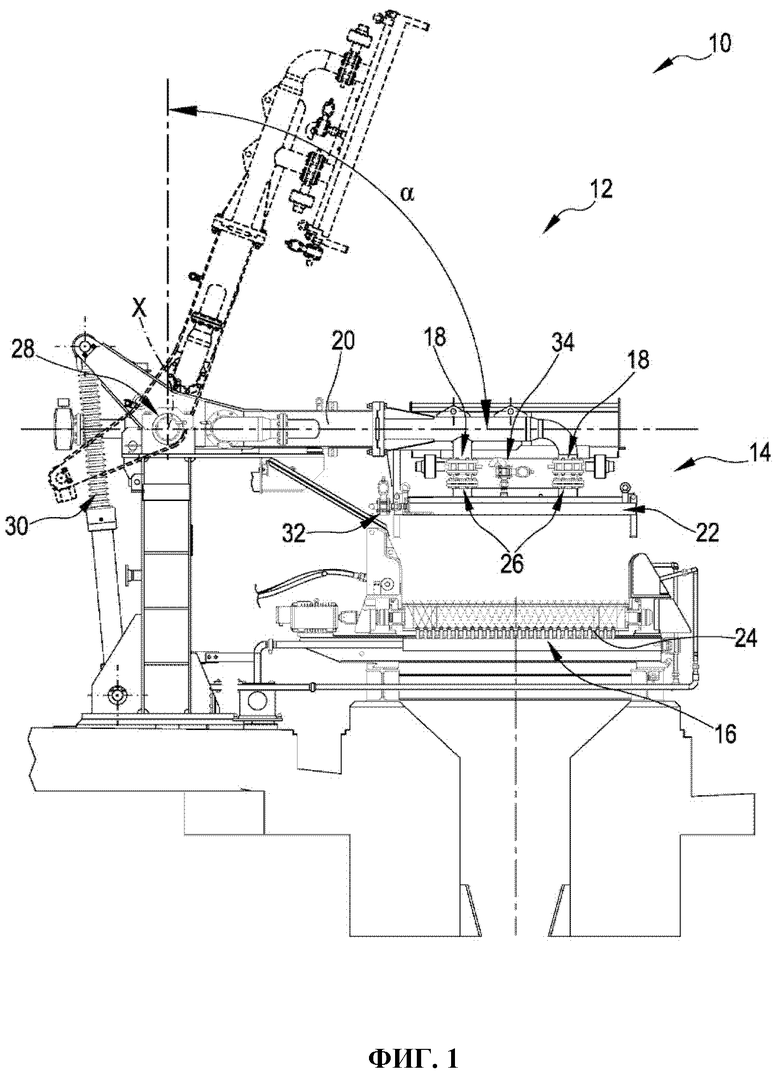
1. Установка (10) для термической обработки металлических изделий, включающая:
а) несущую и транспортировочную поверхность (24) для размещения и продвижения обрабатываемого изделия,
б) по меньшей мере один модуль (12) коллекторов, который включает:
по меньшей мере один коллектор (14, 16), снабженный перфорированной пластиной (22) на стороне коллектора (14), которая обращена к несущей и транспортировочной поверхности (24),
трубопровод (20), присоединенный к указанному по меньшей мере одному коллектору (14) для подачи в него текучей среды, и
по меньшей мере одну запорную арматуру (18), встроенную в трубопровод (20), в частности двухпозиционную арматуру, для включения или выключения подачи потока текучей среды в указанный по меньшей мере один коллектор (14),
отличающаяся тем, что указанная по меньшей мере одна запорная арматура (18) расположена на расстоянии от коллектора (14), не превышающем 60 см, предпочтительно не превышающем 35 см, более предпочтительно не превышающем 10 см, а в перфорированной пластине (22) выполнены отверстия (36), расположенные в рядах (38), параллельных друг другу, но не параллельных сторонам (22а, 22b) перфорированной пластины, причем указанные ряды (38) проходят под острым углом (β) относительно двух противолежащих сторон (22а) пластины (22).
2. Установка (10) по п. 1, отличающаяся тем, что острый угол (β) меньше или равен 30°.
3. Установка (10) по п. 1 или 2, отличающаяся тем, что указанный по меньшей мере один модуль (12) коллекторов включает по меньшей мере два коллектора (14, 16), которые обращены друг к другу и отстоят друг от друга так, что первый коллектор (14) расположен в верхнем положении относительно несущей и транспортировочной поверхности (24), а второй коллектор (16) расположен в нижнем положении относительно несущей и транспортировочной поверхности (24).
4. Установка (10) по любому из пп. 1-3, отличающаяся тем, что перфорированная пластина представляет собой часть коллектора, который находится в верхнем положении относительно несущей и транспортировочной поверхности (24).
5. Установка (10) по любому из пп. 1-4, отличающаяся тем, что модуль (12) коллекторов включает по меньшей мере один поворотный механизм (28), который:
i) имеет возможность поворота вокруг оси (X), расположенной вне зоны обработки изделия,
ii) поддерживает по меньшей мере один коллектор (14), расположенный выше несущей и транспортировочной поверхности (24),
iii) подходит для выполнения перемещения, обеспечивающего подъем указанного по меньшей мере одного коллектора (14) по дуге окружности на угол (α).
6. Установка (10) по любому из пп. 1-5, отличающаяся тем, что каждый коллектор (14, 16) снабжен сливной арматурой (32), которая в случае коллектора (14), поддерживаемого поворотным механизмом (28), расположена в нижней зоне коллектора (14), когда коллектор (14) находится в положении, в котором он поднят поворотным механизмом (28).
7. Установка (10) по любому из пп. 1-6, отличающаяся тем, что каждый верхний коллектор (14) содержит пневматическую арматуру (34), присоединенную или присоединяемую с помощью соответствующих трубопроводов к источнику сжатого газа.
8. Установка (10) по любому из пп. 1-7, отличающаяся тем, что выше по потоку от одной или нескольких запорных арматур (18) предусмотрена регулирующая арматура для регулирования расхода внутри подающей линии ниже по потоку от регулирующей арматуры.
9. Установка (10) по любому из пп. 1-8, отличающаяся тем, что она имеет по меньшей мере две запорные арматуры для обеспечения подачи в коллектор из подающей линии.
10. Установка (10) по п. 8 или 9, отличающаяся тем, что регулирующая арматура обеспечивает подачу к двум запорным арматурам для каждого коллектора.
| WO 03084686 A1, 16.10.2003 | |||
| EP 1938911 A1, 02.07.2008 | |||
| DE 19843038 B4, 12.10.2006 | |||
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2014 |
|
RU2570712C1 |
| Установка для термической обработки металлических изделий | 1986 |
|
SU1425220A1 |

