Изобретение относится к области сварочного производства, в частности к способам соединения материалов электронным лучом. Изобретение может быть использовано преимущественно для производства сварных тонкостенных труб из сталей и сплавов, в том числе разнородных, в машиностроении, авиастроении, в атомной энергетике и других отраслях промышленности.
Известен способ контактной стыковой сварки оплавлением (патент SU 1787089 A3, МПК B23K 11/04, опубл. 07.01.1993 г., бюл. №1), в котором свариваемые детали устанавливают в вакуумной камере, камеру вакуумируют и наполняют смесью инертного и активного газов, торцы свариваемых деталей оплавляют дугой низкого давления, горящей в зазоре между ними, при определенном напряжении дуги, а затем производят осадку.
Недостатком данного технического решения является неравномерность нагрева и оплавления торцов труб за счет хаотичного блуждания катодных пятен, что приводит к снижению стабильности формирования сварных соединений.
Наиболее близким по технической сущности к заявляемому изобретению является способ стыковой сварки труб электрической дугой низкого давления в поперечном магнитном поле (Сидякин В.Л., Люкс Д.И. Стыковая сварка труб электрической дугой низкого давления в поперечном магнитном поле // Сварочное производство. 2014. № 7. С. 13-19), согласно которому в инертной среде в зазоре между торцами труб создают дуговой разряд и формируют поперечное магнитное поле, под действием которого накладывают на хаотическое блуждание катодных пятен их направленное движение по окружности торцов труб, осуществляют нагрев торцов свариваемых труб, а после их оплавления производят осадку.
Недостатком данного технического решения является, во-первых, жесткая связь режимов нагрева стыков труб дуговым источником с параметрами возбуждения дугового разряда и составом газовой среды. Во-вторых, изменение индукции поперечного магнитного поля приводит к изменению напряжения на дуге, поэтому усложняется возбуждение разряда и снижается стабильность его горения. Например, увеличение индукции магнитного поля приводит к увеличению напряжению на дуге, направленному перемещению и разбрызгиванию жидкого металла на стадии оплавления торцов. Кроме того, плотность магнитного потока в зазоре между торцами труб зависит от магнитных свойств свариваемых материалов, которые меняются в процессе нагрева, что также негативно влияет на стабильность горения дуги и нагрев торцов труб. В итоге недостаточно равномерный нагрев торцов труб может приводить к снижению качества сварных соединений при осадке за счет образования дефектов при неравномерной деформации свариваемых кромок и формированию развитой структурной неоднородности в случае сварки разнородных материалов. В-третьих, наличие зазора между свариваемыми кромками, который необходим при возбуждении и горении дуги, обусловливает снижение точности изготовления сварных конструкций за счет увеличения деформаций свободных концов труб при их нагреве и последующей осадке. Все эти факторы в различной степени снижают стабильность формирования сварных соединений кольцевых стыков труб.
Технической задачей предлагаемого изобретения является повышение стабильности формирования сварных соединений кольцевых стыков труб.
Технический результат заключается обеспечения высокой равномерности нагрева и плавления свариваемых кромок по всей площади стыка в широких пределах регулирования параметров тепловложения.
Это достигается тем, что в известном способе стыковой сварки труб, включающем плавление свариваемых кромок по всей площади стыка и их осадку, отличающийся тем, что собирают стыковое соединение труб, осуществляют сжатие кромок в упругой области деформирования, производят многопроходный нагрев кромок и плавление по крайней мере одной кромки электронным пучком в вакууме при вращении труб со скоростью, обеспечивающей формирование сварочной ванны по всему периметру стыка, а осадку проводят при проплавлении стыка на всю его толщину.
Сущность изобретения поясняется чертежами, где на фиг. 1 представлена схема устройства, реализующего способ стыковой электронно-лучевой сварки труб, и приняты следующие обозначения:
1 - трехкулачковый патрон;
2 - оправка;
3, 4 - труба;
5 - электронный пучок;
6 - стык;
7 - центрирующая втулка;
8 - толкатель;
9, 10 - неподвижный скользящий контакт;
11 - пружина;
12 - ограничитель;
13 - шайба;
14 - гайка.
На фиг. 2 представлено стыковое соединение трубы с трубой без скоса кромок для выполнения одностороннего шва.
На фиг. 3 представлено стыковое соединение трубы с трубой без скоса кромок для выполнения одностороннего шва на остающейся цилиндрической подкладке.
На фиг. 4 представлен внешний вид сварного соединения алюминиевого сплава АД 31 и меди М3.
На фиг. 5 представлена микроструктура зоны сплавления алюминиевого сплава АД 31 и меди М3.
На фиг. 6 показан комбинированный медно-алюминиевый переходник после механической обработки.
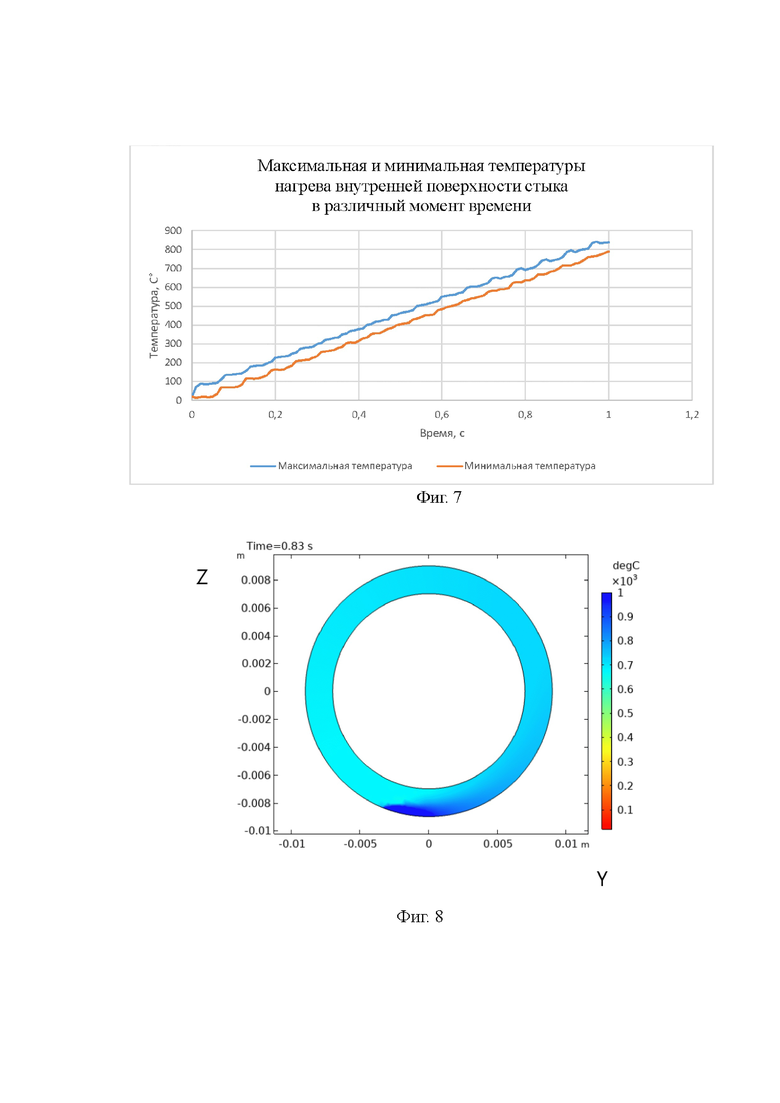
На фиг. 7 приведены изменения минимальных и максимальных температур стыка на внутренней поверхности трубы в зависимости от времени.
На фиг. 8 представлен график распределения температуры по поперечному сечению стыка труб через 3,05 с после начала нагрева, когда температура по всему сечению равна или больше температуры плавления алюминия (660°С).
Схема устройства, реализующего способ стыковой электронно-лучевой сварки труб (фиг. 1) содержит трехкулачковый патрон 1, в который зажата оправка 2 для соосной сборки труб 3 и 4. Торцы труб 3 и 4 образуют стык 6 для его оплавления электронным пучком 5 и формирования сварочной ванны. Соосность свариваемых труб обеспечивают за счет их установки на буртики одного диаметра на оправке 2 и центрирующей втулки 7. На центрирующую втулку 7 по посадке с зазором установлен толкатель 8, который поджимается пружиной 11 за счет перемещения ограничителя 12 при закручивании гайки 14. Между ограничителем 12 и гайкой 14 установлена шайба 13, препятствующая прокручиванию ограничителя при затяжке гайки. Размер хвостовика центрирующей втулки 7 определяет степень сжатия пружины 11 и усилие при осадке торцов труб 3 и 4. На торце толкателя 8 расположены неподвижные скользящие контакты 9 и 10 при размыкании любого из них происходит отключение источника теплоты.
Способ стыковой сварки труб осуществляется следующим образом. Собирают в оснастке стыковое соединение трубы 3 с трубой 4 без скоса кромок для выполнения одностороннего шва. Осуществляют сжатие кромок в упругой области деформирования тем, что закручивают гайку 14 и за счет уменьшения расстояния между ограничителем 12 и толкателем 8 сжимают пружину 11 таким образом, чтобы разность длин пружины 11 в свободном состоянии и в сжатом состоянии при рабочей нагрузке превышала ширину сварочной ванны, а жесткость пружины 11 обеспечивала деформацию свариваемых кромок при их осадке. После чего устанавливают скользящие контакты 9 и 10 и ваккуумируют камеру. При достижении требуемого давления в вакуумной камере осуществляют вращение труб 3 и 4 и направляют электронный пучок 5 в область стыка 6, производят многопроходный нагрев кромок и плавление по крайней мере одной кромки электронным пучком 5. Вращение труб 3 и 4 проводят со скоростью, обеспечивающей формирование сварочной ванны (на фиг. 1 не показана) по всему периметру стыка 6, а осадку проводят при проплавлении стыка 6 на всю его толщину. При этом происходит вытеснение жидкой фазы из стыка 6 и пластическая деформация свариваемых кромок за счет силы развиваемой пружиной 11. Одновременно с началом осадки происходит отключение источника теплоты за счет размыкания контактов 9 и 10, установленных на толкателе 8 оснастки. После чего формируется сварной шов в процессе кристаллизации сварочной ванны по всей площади стыка 6.
В случае сварки труб из разнородных сталей и сплавов для обеспечения требуемой структуры металла шва свариваемые кромки нагревают до различных температур и обеспечивают различную степень их проплавления или расплавляют одну кромку, а другую нагревают до температуры смачивания.
Экспериментально установлено, что практическая реализация способа возможна при сварке стыковых соединений труб как без подкладки, так и с подкладкой, если в соединении предусмотрено осевое перемещение хотя бы одной трубы при осадке (фиг. 2 и 3). Использование пружины 11 и толкателя 8 позволяет автоматически деформировать сварочную ванну только при образовании жидкой фазы по всей площади стыка 6, что гарантирует полное проплавление свариваемых кромок на всю толщину стыка и отсутствие таких дефектов, как непровары. Экспериментально подтверждена возможность получения сварных соединений труб при использовании предлагаемого способа. Получены сварные соединения труб из алюминиевого сплава АД 31 и меди М3, которые представлены на фиг. 4. Ограниченная взаимная растворимость меди и алюминия приводит к образованию интерметаллидных фаз, которые сильно снижают механические свойства соединения. Поэтому технология сварки плавлением алюминия с медью должна выбираться с таким расчетом, чтобы содержание меди в металле шва не превышало 4 %. Шов должен формироваться преимущественно из алюминия или его сплавов, для чего необходимо осуществлять плавление только алюминия, а медь нагревать до температуры смачивания. Данный способ позволяет реализовать такую технологию сварки. На фиг. 5 показана зона сплавления алюминиевого сплава АД 31 и меди М3, где видны четкие границы кромки медной трубы и литая структура металла шва из алюминиевого сплава АД 31. После механической обработки сварные соединения труб из алюминиевого сплава АД 31 и меди М3 имеют вид, представленный на фиг. 6.
В данном случае нагрев труб производят быстродвижущимся источником теплоты, совершающим несколько оборотов вокруг трубы. Поэтому неравномерность нагрева свариваемых кромок труб в зависимости от скорости вращения заготовок оценивали на основе приближенного расчета температурного поля, которое создается быстродвижущимся источником, перемещающимся по окружности на цилиндрической поверхности и создающим гауссово распределение теплового потока. При моделировании процесса изменения температуры во времени в сварочных процессах применяли дифференциальное уравнение теплопроводности Фурье
 ,
,  (1),
(1),
где ρ - плотность, кг/м3; Ср - теплоемкость при постоянном давлении, Дж/моль⋅K; T - температура, K; t - время, с; u - поле скоростей, определяемое подузлом поступательного движения, когда части модели перемещаются в материальном каркасе, м/с;  - плотность теплового потока, Вт/м2;
- плотность теплового потока, Вт/м2;  - коэффициент теплопроводности, Вт/м⋅К; Q - объемный источник теплоты, Вт/м3; q0 - начальная плотность теплового потока, Вт/м2; x, y - координаты, м;
- коэффициент теплопроводности, Вт/м⋅К; Q - объемный источник теплоты, Вт/м3; q0 - начальная плотность теплового потока, Вт/м2; x, y - координаты, м;  - эффективный радиус пучка, м.
- эффективный радиус пучка, м.
Эффективный радиус пучка, с учетом большого числа экспериментальных данных, приняли  .
.
Пример расчета для сварки двух труб из алюминиевого сплава марки АД31 диаметром 18 мм, толщиной стенки 2 мм со скоростью 1000 об/мин представлен на диаграмме на фиг. 7. Показаны графики зависимости максимальной и минимальной температур точек стыка на внутренней поверхности трубы от времени. Разница между максимальной и минимальной температурой во всем промежутке времени составляет около 50-70°С. На фиг. 8 показано распределение температуры по перечному сечению стыка труб через 0,83 с после начала нагрева, когда температура по всему сечению равна или больше температуры плавления алюминия (660°С). Данный график также показывает достаточно равномерное распределение температуры по толщине трубы. Причем при данной скорости вращения приращение температур в какой-либо точке стыка происходит с частотой более 16 с−1. Поэтому можно считать, что при таком способе сварки обеспечивается достаточная для сварочных процессов равномерность нагрева стыка.
Использование изобретения позволяет повысить стабильность формирования сварных соединений кольцевых стыков труб, в том числе разнородных, за счет обеспечения высокой равномерности нагрева и плавления свариваемых кромок по всей площади стыка в широких пределах регулирования параметров тепловложения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОЛЬЦЕВЫХ ИЛИ КРУГОВЫХ СОЕДИНЕНИЙ ИЗ МЕДНЫХ СПЛАВОВ | 2020 |
|
RU2751203C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ МЕДИ И МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ СО СТАЛЬЮ | 2011 |
|
RU2470752C1 |
| Способ электронно-лучевой сварки разнородных ферро- и парамагнитных материалов | 2016 |
|
RU2635445C1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕРМИЧЕСКИМ ЦИКЛОМ МНОГОПРОХОДНОЙ ЛАЗЕРНОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ В УЗКОЩЕЛЕВУЮ РАЗДЕЛКУ СО СВАРОЧНОЙ ПРОВОЛОКОЙ | 2020 |
|
RU2754216C1 |
| Способ сварки деталей из алюминиевого сплава | 2022 |
|
RU2784438C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ТОНКОСТЕННОЙ ТРУБЫ С ТОНКОСТЕННЫМ БИМЕТАЛЛИЧЕСКИМ ПЕРЕХОДНИКОМ | 2006 |
|
RU2329127C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |
| СПОСОБ УПРАВЛЕНИЯ УСТОЙЧИВОСТЬЮ СВАРОЧНОЙ ВАННЫ | 2020 |
|
RU2763068C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ ТИТАНОВЫХ СПЛАВОВ | 2016 |
|
RU2644491C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ТРУБ | 2004 |
|
RU2259906C1 |
Изобретение относится к способам соединения материалов электронным лучом и может быть использовано преимущественно для производства сварных тонкостенных труб из сталей и сплавов, в том числе разнородных. После сборки стыка и предварительного сжатия свариваемых кромок труб в упругой области деформирования осуществляют многопроходной нагрев кромок с расплавлением по крайней мере одной кромки электронным пучком в вакууме и осадку труб. Нагрев кромок производят при вращении труб со скоростью, обеспечивающей формирование сварочной ванны по всему периметру стыка за счет равномерного распределения температуры по его сечению. Величину предварительного сжатия свариваемых кромок выбирают достаточной для обеспечения осадки при достижении проплавления стыка на всю его толщину с вытеснением расплавленного металла из стыка и пластической деформации кромок труб с формированием сварного шва. Технический результат заключается в обеспечении высокой равномерности нагрева и плавления свариваемых кромок по всей площади стыка в широких пределах регулирования параметров тепловложения. 8 ил.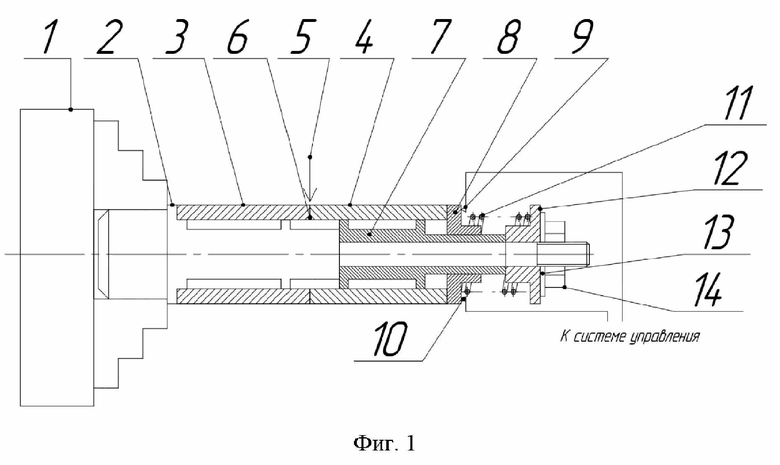
Способ стыковой электронно-лучевой сварки труб, включающий сборку стыка, предварительное сжатие свариваемых кромок труб в упругой области деформирования, многопроходной нагрев кромок с расплавлением по крайней мере одной кромки электронным пучком в вакууме и осадку труб, отличающийся тем, что нагрев кромок производят при вращении труб со скоростью, обеспечивающей формирование сварочной ванны по всему периметру стыка за счет равномерного распределения температуры по его сечению, при этом величину предварительного сжатия свариваемых кромок выбирают достаточной для обеспечения осадки при достижении проплавления стыка на всю его толщину с вытеснением расплавленного металла из стыка и пластической деформации кромок труб с формированием сварного шва.
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ МОНОКРИСТАЛЛИЧЕСКИХ ТРУБ ИЗ ТУГОПЛАВКИХ МЕТАЛЛОВ И СПЛАВОВ | 1992 |
|
RU2067516C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ТРУБ | 1995 |
|
RU2085347C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ТОНКОСТЕННОЙ ТРУБЫ С ТОНКОСТЕННЫМ БИМЕТАЛЛИЧЕСКИМ ПЕРЕХОДНИКОМ | 2006 |
|
RU2329127C1 |
| GB 1590849 A, 10.06.1981 | |||
| JP 56036395 A, 09.04.1981. | |||

