Изобретение относится к машиностроению, в частности к способам автоматической загрузки и разгрузки технологического оборудования.
Известен способ переустановки резьбовой детали в механизированном патроне, включающий закрепление резьбовой детали посредством зажимных элементов патрона (US № 2598109, В23 В31/02, 1952).
Известный способ имеет ограниченные технологические возможности, поскольку он неприменим при перезакреплении по резьбовой поверхности ввиду ее деформации при закреплении.
Прототип - способ переустановки резьбовой детали в механизированном патроне, включающий закрепление резьбовой детали посредством зажимных элементов патрона. Согласно изобретению зажимные элементы патрона выполняют в виде резьбовой разрезной втулки, резьбовую деталь устанавливают и закрепляют в базирующем элементе, устанавливают патрон напротив резьбовой детали, приводят патрон во вращение и подводят к резьбовой детали, при касании втулки с резьбовой деталью перемещение упомянутой втулки прерывают, а затем возобновляют при совмещении заходов резьб детали и втулки для навинчивания втулки на резьбу детали, затем останавливают вращение и перемещение патрона с втулкой, закрепляют деталь в патроне за счет деформации втулки при давлении на нее зажимных элементов патрона, открепляют резьбовую деталь в базирующем элементе и отводят патрон с резьбовой деталью в исходное положение (RU 2680340. Бюл. № 5. 2019).
Однако при закреплении патроном деталь закреплена в базирующем элементе и не обладает подвижностью в радиальном направлении. Поэтому погрешности взаимного расположения патрона и базирующего элемента, а также резьб детали и втулки, приводят к деформации резьбы детали при закреплении патроном.
Проблемой является разработка способа автоматической переустановки детали с наружной резьбой, позволяющего уменьшить деформацию резьбы детали.
Техническим результатом является повышение качества детали за счет выполнения открепления детали в базирующем элементе и последующего ее центрирования в резьбовой втулке перед закреплением детали в патроне.
Решение проблемы и технический результат достигаются тем, что способ переустановки детали с наружной резьбой в механизированный патрон включает установку и закрепление детали в базирующем элементе, установку кулачкового патрона с резьбовой разрезной втулкой, сопряженной с корпусом патрона с возможностью осевого перемещения, напротив детали, приведение патрона во вращение и подвод его к детали, прерывание перемещения резьбовой втулки при касании ее с деталью, а затем, после совмещения заходов резьб детали и втулки, возобновление прерванного перемещения и навинчивание втулки на резьбу детали, остановку вращения и перемещения патрона с втулкой, закрепление детали в патроне путем давления его кулачков на втулку после упомянутого навинчивания, при этом осуществляют закрепление детали в патроне путем давления его кулачков на втулку с ее деформированием кулачками с центрированием детали, а также открепление детали в базирующем элементе и отвод патрона с деталью в исходное положение. Согласно изобретению, после остановки патрона сначала осуществляют открепление детали в базирующем элементе, а после этого - упомянутые закрепление детали в патроне и его отвод.
Открепление детали в базирующем элементе после остановки вращения патрона придает ей подвижность в резьбовом сопряжении с втулкой. Это позволяет выполнить центрирование детали резьбовой втулкой при радиальном сведении кулачков. Такое центрирование перед закреплением детали в патроне обеспечивает прилегание втулки к детали, по меньшей мере, в местах давления кулачков и создает предпосылку для закрепления детали одновременно во всех упомянутых местах.
В прототипе закрепляют деталь, которая не откреплена в базирующем элементе и, следовательно, не обладает подвижностью в радиальном направлении. Поэтому погрешности взаимного расположения создают в резьбовом сопряжении неравномерный зазор в радиальном направлении, что приводит к неодновременному началу закрепления детали в местах давления кулачков и деформациям ее резьбы.
Таким образом, заявленный способ обеспечивает решение проблемы и достижение технического результата, а именно повышение качества детали.
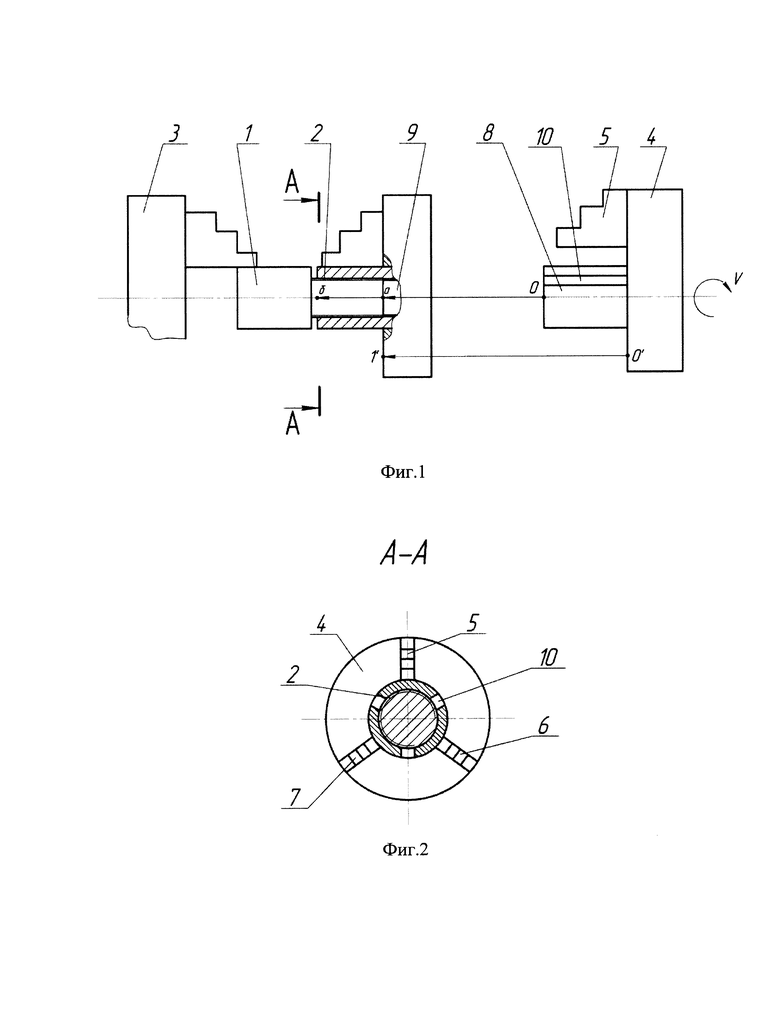
Изобретение поясняется графическими материалами, в которых на фиг. 1 показана схема способа, вид спереди; на фиг. 2 - разрез А-А на фиг. 1.
Способ осуществляется следующим образом.
Устанавливают и закрепляют деталь 1, содержащую наружную резьбу 2, в базирующем элементе 3. Устанавливают патрон 4 с кулачками 5, 6 и 7 и зажимным элементом в виде втулки 8, содержащей резьбовое отверстие 9 и прорези 10 и сопряженной с корпусом патрона 4 с возможностью ее осевого перемещения, напротив детали 1. Совместно вращают со скоростью V патрон 4 с втулкой 8 и перемещают их к базирующему элементу 3 соответственно из начальных точек О' и О. При касании втулки 8 с деталью 1 в точке а ее перемещение прерывают. После совмещения заходов наружной резьбы 2 детали 1 и резьбы отверстия 9 втулки 8 возобновляют прерванное перемещение втулки 8 и навинчивают ее на резьбу детали 1. После навинчивания останавливают вращение патрона 4 с втулкой 8 и их перемещение. При этом торец патрона 4 будет находиться в точке 1', а торец втулки 8 - в точке б. Открепляют деталь 1 в базирующем элементе 3. Далее перемещают кулачки 5, 6 и 7 в направлении их сведения. При этом осуществляют закрепление детали 1 в патроне 4 путем давления его кулачков 5, 6 и 7 на втулку 8 с ее деформированием кулачками и с центрированием детали 1. После этого отводят патрон 4 в исходное положение в точку О.
Таким образом, выполняется переустановка детали в механизированный патрон с закреплением ее на наружную резьбовую поверхность, причем перед закреплением детали в патроне ее вначале открепляют в базирующем элементе, а затем центрируют резьбовой втулкой патрона.
Способ может быть использован при автоматической загрузке, разгрузке и перезакреплении деталей на технологическом оборудовании.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ переустановки детали с наружной резьбой в механизированный патрон | 2018 |
|
RU2680340C1 |
| Патрон кулачковый механизированный | 2018 |
|
RU2680341C1 |
| Способ переустановки тонкостенной заготовки в механизированный цанговый патрон | 2022 |
|
RU2785509C1 |
| Способ переустановки тонкостенной заготовки в механизированный патрон | 2019 |
|
RU2717760C1 |
| Патрон трехкулачковый клиновой механизированный | 2021 |
|
RU2768636C1 |
| Патрон двухкулачковый клиновой механизированный | 2017 |
|
RU2655417C1 |
| ОПРАВКА КУЛАЧКОВАЯ | 2009 |
|
RU2418668C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| Способ переустановки заготовки в трехкулачковый механизированный патрон | 2021 |
|
RU2755184C1 |
| Зажимной патрон | 1990 |
|
SU1787702A1 |
Изобретение относится к области металлообработки и может быть использовано в процессах загрузки и разгрузки обрабатываемых деталей на технологическом оборудовании. Способ включает установку и закрепление детали в базирующем элементе, установку кулачкового патрона с резьбовой разрезной втулкой напротив детали, вращение патрона с упомянутой втулкой и их подвод к базирующему элементу, открепление детали в базирующем элементе, центрирование детали в патроне, закрепление детали в патроне и отвод патрона. В момент касания втулки с деталью ее перемещение прерывают, а затем возобновляют при совмещении заходов резьбы детали и втулки, навинчивая при этом втулку на резьбу детали, после чего останавливают вращение и перемещение патрона с втулкой. Центрирование и закрепление детали в патроне осуществляют путем давления его кулачков на втулку. Использование изобретения позволяет повысить качество обработки детали. 2 ил.
Способ переустановки детали с наружной резьбой в механизированный патрон, включающий установку и закрепление детали в базирующем элементе, установку кулачкового патрона с резьбовой разрезной втулкой, сопряженной с корпусом патрона с возможностью осевого перемещения, напротив детали, приведение патрона во вращение и подвод его к детали, прерывание перемещения резьбовой втулки при касании ее с деталью, а затем, после совмещения заходов резьб детали и втулки, возобновление прерванного перемещения и навинчивание втулки на резьбу детали, остановку вращения и перемещения патрона с втулкой, закрепление детали в патроне путем давления его кулачков на втулку после упомянутого навинчивания, при этом осуществляют закрепление детали в патроне путем давления его кулачков на втулку с ее деформированием кулачками и с центрированием детали, а также открепление детали в базирующем элементе и отвод патрона с деталью в исходное положение, отличающийся тем, что после остановки патрона сначала осуществляют открепление детали в базирующем элементе, а после этого - упомянутые закрепление детали в патроне и его отвод.
| Способ переустановки детали с наружной резьбой в механизированный патрон | 2018 |
|
RU2680340C1 |
| Способ установки заготовки в двухкулачковом механизированном патроне | 2016 |
|
RU2623549C1 |
| Патрон двухкулачковый самоцентрирующий | 1985 |
|
SU1296312A1 |
| ВАГОН ТИПА ДУМПКАР | 2015 |
|
RU2598109C1 |
| US 4099283 A1, 11.07.1978 | |||
| US 2009184479 A1, 23.07.2009. | |||

