Изобретение относится к машиностроению, в частности к способам автоматической загрузки и разгрузки технологического оборудования.
Известен способ установки заготовки в самоцентрирующий механизированный захват, реализованный в известном загрузочном устройстве, заключающийся в том, что устанавливают заготовки на оправки магазина, устанавливают захват, осуществляющий подачу заготовки, соосно с очередной заготовкой в магазине, перемещают захват к магазину, зажимают заготовку сведением кулачков захвата, а затем возвращают захват с закрепленной заготовкой в исходное положение [Малов, А.Н. Загрузочные устройства для металлорежущих станков / А.Н Малов // М.: Машиностроение, 1972. С. 383-385, рис. 272 (аналог)].
Известный способ обеспечивает закрепление детали за цилиндрическую поверхность. Однако он неприменим для случая перезакрепления детали за резьбовую поверхность из-за деформации резьбы при закреплении.
Прототип - способ переустановки резьбовой детали в механизированном патроне, включающий закрепление резьбовой детали посредством зажимных элементов патрона (US №2598109, B23B 31/02, 1952).
Однако указанный способ имеет ограниченные технологические возможности, поскольку он неприменим при перезакреплении по резьбовой поверхности ввиду ее деформации при закреплении.
Проблемой является разработка способа автоматической переустановки с закреплением детали за наружную резьбовую поверхность.
В результате решения этой проблемы обеспечивается расширение технологических возможностей способа.
Решение поставленной проблемы и технический результат достигаются тем, способ переустановки резьбовой детали в механизированном патроне, включающий закрепление резьбовой детали посредством зажимных элементов патрона. Согласно изобретению зажимные элементы патрона выполняют в виде резьбовой разрезной втулки, резьбовую деталь устанавливают и закрепляют в базирующем элементе, устанавливают патрон напротив резьбовой детали, приводят патрон во вращение и подводят к резьбой детали, при касании втулки с резьбовой деталью перемещение упомянутой втулки прерывают, а затем возобновляют при совмещении заходов резьб детали и втулки для навинчивания втулки на резьбу детали, затем останавливают вращение и перемещение патрона со втулкой, закрепляют деталь в патроне за счет деформации втулки при давлении на нее зажимных элементов патрона, открепляют резьбовую деталь в базирующем элементе и отводят патрон с резьбовой деталью в исходно положение.
Прерывание перемещения втулки при касании ее с деталью в сочетании с непрерывным перемещением патрона и его вращением со втулкой обеспечивают совмещение заходов резьб втулки и детали, а при возобновлении перемещения втулки после такого совмещения в совокупности с упомянутыми движениями патрона и выполненным закреплением детали в базирующем элементе обеспечивают навинчивание втулки на деталь.
Давление зажимных элементов патрона на резьбовую разрезную втулку устраняет зазор в резьбовом сопряжении «деталь-втулка» и обеспечивает надежное, без деформации резьбы, закрепление детали по резьбовой поверхности. Кроме того способ позволяет переустанавливать детали с закреплением по нерезьбовым поверхностям, размеры которых в диаметральном направлении превышают номинальный размер резьбы втулки. Это осуществляется за счет того, что втулка, после касания с деталью, не возобновляет свое перемещение и зажимные элементы патрона закрепляют деталь непосредственно по резьбовой поверхности. Таким образом, предлагаемый способ имеет расширенные технологические возможности.
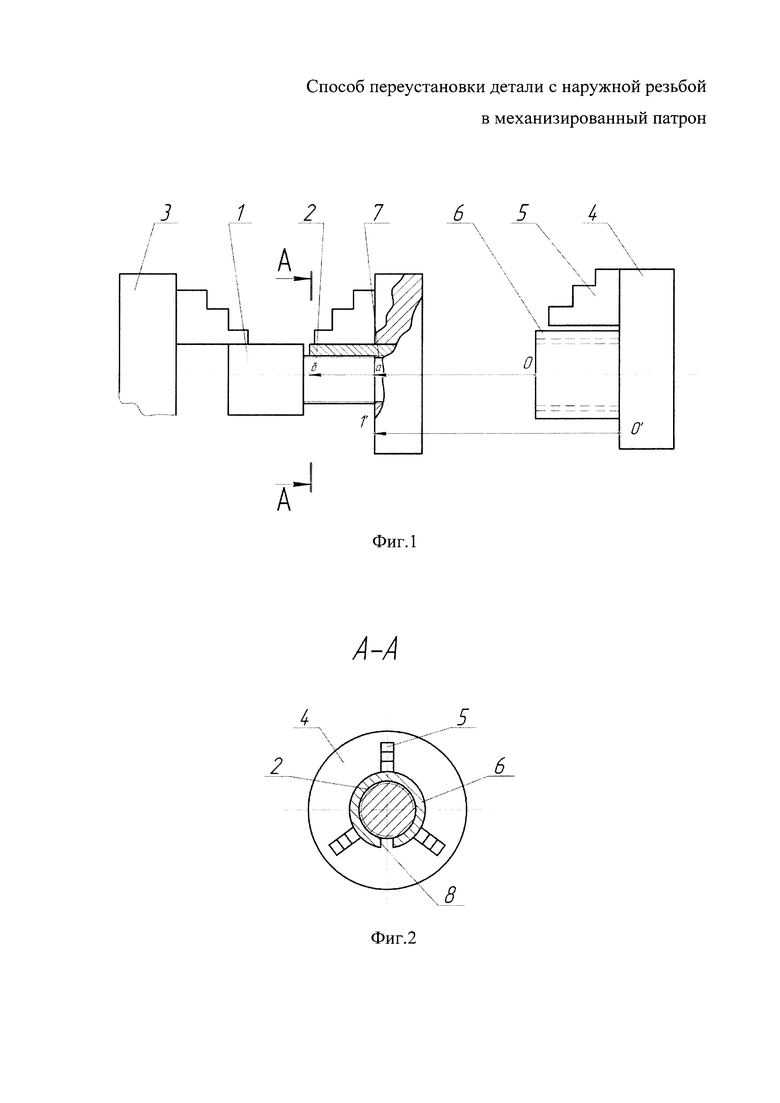
На фиг. 1 представлен способ переустановки детали с наружной резьбой в механизированный патрон, вид спереди; на фиг. 2 - разрез А-А на фиг. 1.
Способ осуществляется следующим образом.
Устанавливают и закрепляют деталь 1, содержащую наружную резьбу 2, в базирующем элементе 3. Устанавливают патрон 4 с зажимными элементами 5 и втулкой 6, содержащей резьбовое отверстие 7 и прорезь 8, напротив детали 1. Совместно вращают со скоростью V патрон 4 со втулкой 6 и перемещают их к базирующему элементу 3 соответственно из начальных точек О и О'. При касании втулки 6 с деталью 1 в точке а ее перемещение прерывают, а перемещение патрона 4 продолжают. Это продолжающееся перемещение патрона 4 и его вращение V с втулкой 6 обеспечивают совмещение заходов резьбы отверстия 7 и наружный резьбы 2. После такого совмещения возобновляют перемещение втулки 6, которые в совокупности с упомянутыми движениями патрона 4 и выполненным закреплением детали 1 в базирующем элементе 3 обеспечивают навинчивание втулки 6 на деталь 1. После навинчивания останавливают вращение патрона 4 с втулкой 6 и их перемещение соответственно в точках 1' и б. Давлением зажимных элементов 5 на втулку 6 деформируют ее за счет прорези 8, устраняя при этом зазор между наружной резьбой 2 и резьбой отверстия 7, а затем закрепляют деталь 1 в патроне 4. Далее открепляют деталь 1 в базирующем элементе 3, а затем отводят патрон 4 с деталью 1 в исходное положение О.
Таким образом, выполняется переустановка детали с закреплением ее на наружную резьбовую поверхность.
Способ, может быть, применим при автоматической загрузке, разгрузке и перезакреплении деталей на технологическом оборудовании.
Способ включает установку и закрепление детали в базирующем элементе, установку патрона с резьбовой разрезной втулкой напротив детали, вращение патрона с упомянутой втулкой и их подвод к базирующему элементу, закрепление детали в патроне, открепление детали в базирующем элементе и отвод патрона. В момент касания втулки с деталью ее перемещение прерывают, а затем возобновляют при совмещении заходов резьб детали и втулки, навинчивая при этом втулку на резьбу детали, после чего останавливают вращение и перемещение патрона с втулкой. Закрепление детали в патроне осуществляют путем давления его зажимных элементов на втулку. Достигается расширение технологических возможностей за счет закрепления переустанавливаемой детали за резьбовую поверхность. 2 ил.
Способ переустановки резьбовой детали в механизированном патроне, включающий закрепление резьбовой детали посредством зажимных элементов патрона, отличающийся тем, что зажимные элементы патрона выполняют в виде резьбовой разрезной втулки, резьбовую деталь устанавливают и закрепляют в базирующем элементе, устанавливают патрон напротив резьбовой детали, приводят патрон во вращение и подводят к резьбой детали, при касании втулки с резьбовой деталью перемещение упомянутой втулки прерывают, а затем возобновляют при совмещении заходов резьб детали и втулки для навинчивания втулки на резьбу детали, затем останавливают вращение и перемещение патрона с втулкой, закрепляют деталь в патроне за счет деформации втулки при давлении на нее зажимных элементов патрона, открепляют резьбовую деталь в базирующем элементе и отводят патрон с резьбовой деталью в исходное положение.
| ВАГОН ТИПА ДУМПКАР | 2015 |
|
RU2598109C1 |
| Патрон двухкулачковый самоцентрирующий | 1985 |
|
SU1296312A1 |
| Способ изготовления матриц из листовой порошковой быстрорежущей стали | 1987 |
|
SU1616781A1 |
| Способ установки заготовки в двухкулачковом механизированном патроне | 2016 |
|
RU2623549C1 |

