Настоящее изобретение относится к высокопрочному холоднокатаному и отожжённому оцинкованному стальному листу и к способу получения такого стального листа.
Уменьшение веса транспортных средств для сокращения выбросов CO2 является серьезной задачей в автомобильной промышленности. Эта экономия веса должна сочетаться с требованиями безопасности. Чтобы удовлетворить эти требования, повышенный спрос на очень высокопрочные стали с пределом прочности при растяжении выше 1450 МПа привёл к тому, что сталелитейная промышленность постоянно разрабатывает новые марки.
Эти стали обычно покрывают металлическим покрытием, улучшающим такие свойства, как коррозионная стойкость. Металлические покрытия можно наносить методом горячего цинкования после отжига стальных листов. Для улучшения точечной сварки за горячим покрытием погружением может следовать легирующая обработка для получения оцинкованного отожжённого стального листа, так что железо стального листа диффундирует в цинковое покрытие, чтобы получить цинково-железный сплав на стальном листе.
Публикация WO 2019188190 относится к высокопрочному оцинкованному или отожжённому оцинкованному стальному листу, имеющему предел прочности при растяжении выше 1470 МПа. Для получения такого уровня предела прочности при растяжении содержание углерода в стальном листе включает 0,200 - 0,280% масс., что может снизить свариваемость стального листа. Кроме того, предотвращается образование феррита и бейнита, общее количество которых в сумме с перлитом составляет менее 2%, что обеспечивает хороший уровень предела прочности при растяжении. Для этого стадию выдержки после холодной прокатки необходимо проводить при температуре выше Ac3.
Публикация WO 2016199922 относится к высокопрочному оцинкованному отожжённому стальному листу с пределом прочности при растяжении выше 1470 МПа. Большое количество углерода 0,25 - 0,70% позволяет получить такой высокий уровень предела прочности при растяжении. Но свариваемость стального листа может быть снижена. После стадии легирования стальной лист необходимо охлаждать контролируемым образом, чтобы в конце охлаждения получить более 10% остаточного аустенита. После этой стадии охлаждения оцинкованный отожжённый стальной лист подвергается стадии отпуска для получения отпущенного мартенсита, стимуляции бейнитного превращения и концентрации углерода в остаточном аустените для получения искомой конечной микроструктуры: 10 - 60%. остаточного аустенита, менее 5% мартенсита высокотемпературного отпуска, менее 5% мартенсита низкотемпературного отпуска, менее 10% свежего мартенсита, менее 15% феррита, менее 10% перлита, остальное составляет бейнит. Эти стадии контролируемого охлаждения и отпуска усложняют производственный процесс.
Таким образом, цель изобретения состоит в том, чтобы решить вышеупомянутую проблему и предложить оцинкованный отожжённый стальной лист, имеющий предел прочности при растяжении выше или равный 1450 МПа и легко обрабатываемый по обычному технологическому маршруту.
В предпочтительном осуществлении изобретения предел текучести YS выше или равен 1050 МПа.
Задача настоящего изобретения достигается предложением стального листа по п. 1. Стальной лист также может иметь характеристики по пп. 2 - 5. Другая цель достигается предложением способа по п. 6. Способ также может включать характеристики любого из пп. 7 - 8.
Далее изобретение будет подробно описано и проиллюстрировано примерами без введения ограничений.
Здесь и далее Ac3 обозначает температуру, выше которой микроструктура является полностью аустенитной, Ac1 обозначает температуру, выше которой начинается формирование аустенита.
Теперь будет описан состав стали согласно изобретению, содержание которого выражено в массовых процентах.
Содержание углерода составляет 0,15 - 0,25% для обеспечения удовлетворительной прочности. Если содержание углерода слишком велико, свариваемость стального листа недостаточна. Уровень содержания углерода ниже 0,15% не позволяет достичь достаточный предел прочности при растяжении.
Содержание марганца составляет 2,4 - 3,5% для обеспечения удовлетворительной прочности и ограничения бейнитного превращения. При добавлении выше 3,5% возрастает риск осевой ликвации в ущерб пластичности. Количество марганца не менее 2,4% является обязательным для обеспечения прочности и прокаливаемости стального листа, а также для стабилизации аустенита. Предпочтительно содержание марганца составляет 2,5 - 3,2%.
Согласно изобретению, содержание кремния составляет 0,30 - 0,90%. Кремний является элементом, участвующим в твёрдорастворном упрочнении. Добавление кремния, по меньшей мере, 0,30% позволяет получить достаточное упрочнение феррита и бейнита. При содержании выше 0,90% на поверхности образуются оксиды кремния, что ухудшает способность стали к покрытию. Кроме того, кремний может ухудшить свариваемость. В предпочтительном осуществлении содержание кремния составляет 0,30 - 0,70%. В другом предпочтительном осуществлении содержание кремния составляет 0,30 - 0,50%.
Согласно изобретению, содержание хрома составляет 0,30 - 0,70%. Хром является элементом, участвующим в твёрдорастворном упрочнении. Уровень содержания хрома ниже 0,30% не позволяет получить достаточный предел прочности при растяжении. Содержание хрома должно быть ниже или равно 0,70%, чтобы получить удовлетворительное удлинение при разрыве и ограниченные затраты.
Согласно изобретению, содержание молибдена составляет 0,05 - 0,35%. Добавление молибдена в количестве, по меньшей мере, 0,05% улучшает прокаливаемость стали и ограничивает бейнитное превращение до и во время горячего покрытия погружением. Добавление молибдена выше 0,35% является дорогостоящим и неэффективным с точки зрения требуемых свойств. Предпочтительно содержание молибдена составляет 0,05 - 0,20%.
Согласно изобретению, содержание алюминия составляет 0,001 - 0,09%, поскольку он является очень эффективным элементом для раскисления стали в жидкой фазе во время обработки. Содержание алюминия ниже 0,09%, чтобы избежать проблем с окислением и образованием феррита во время охлаждения после межкритической выдержки. Предпочтительно количество алюминия составляет 0,001 - 0,06%.
Титан добавляют в количестве 0,01 - 0,06%, чтобы обеспечить дисперсионное упрочнение и защитить бор от образования BN.
Согласно изобретению, содержание бора составляет 0,0010 - 0,0040%. Как и молибден, бор улучшает прокаливаемость стали.
Содержание бора ниже 0,0040%, чтобы избежать риска разрушения сляба во время непрерывной разливки. Ниобий добавляют в количестве 0,01 - 0,05% для измельчения аустенитных зёрен во время горячей прокатки и для обеспечения дисперсионного упрочнения.
Остальную часть состава стали составляют железо и примеси, образовавшиеся в результате плавки. В этом отношении P, S и N, по меньшей мере, считаются остаточными элементами, которые являются неизбежными примесями. Их содержание составляет менее 0,010% S, менее 0,020% P и менее 0,008% N.
Теперь будет описана микроструктура холоднокатаного и отожжённого оцинкованного стального листа согласно изобретению.
После холодной прокатки холоднокатаный стальной лист нагревают до температуры выдержки Tsoak и выдерживают при указанной температуре в течение времени выдержки tsoak, оба параметра выбирают для получения в конце этой межкритической выдержки стального листа с микроструктурой, состоящей из 85 - 95% аустенита и 5 - 15% феррита.
Часть аустенита превращается в бейнит после охлаждения после межкритической выдержки, при горячем покрытии погружением.
Во время стадии охлаждения при комнатной температуре после стадии гальванического отжига аустенит превращается в мартенсит. Холоднокатаный и оцинкованный стальной лист имеет конечную микроструктуру, состоящую в долях поверхности из 80 - 90% мартенсита, остальное составляют феррит и бейнит.
Эти 80 - 90% мартенсита обеспечивают хороший уровень предела прочности при растяжении. Этот мартенсит включает мартенсит автоотпуска и свежий мартенсит.
Сумма феррита и бейнита составляет 10 - 20%, чтобы обеспечить успешное проведение стадии отжига оцинкованного листа.
В предпочтительном осуществлении изобретения содержание феррита выше или равно 5%. В другом предпочтительном осуществлении осуществления изобретения содержание бейнита выше или равно 5%.
Холоднокатаный и оцинкованный стальной лист, согласно изобретению, имеет предел прочности при растяжении TS выше или равный 1450 МПа. В предпочтительном осуществлении изобретения предел текучести YS выше или равен 1050 МПа. TS и YS измеряются в соответствии со стандартом ISO 6892-1.
Стальной лист, согласно изобретению, может быть изготовлен любым подходящим способом производства, и специалист в данной области техники может его определить. Однако предпочтительно использовать способ согласно изобретению, включающий следующие стадии:
Полуфабрикат, пригодный для дальнейшей горячей прокатки, имеет состав стали, описанный выше. Полуфабрикат нагревают до температуры 1150 - 1300°С, чтобы можно было облегчить горячую прокатку, при этом конечная температура горячей прокатки FRT включает 850 - 950°С.
Затем горячекатаную сталь охлаждают и сматывают в рулон при температуре Tcoil 250 - 650°C.
После намотки лист протравливают для удаления продуктов окисления.
Стальной лист отжигают при температуре отжига ТА, составляющей 500 - 650°С, и выдерживают при указанной температуре ТА в течение времени выдержки tА для улучшения способности к холодной прокатке.
После отжига лист можно протравить для удаления продуктов окисления.
Затем стальной лист подвергают холодной прокатке со степенью обжатия 20 - 80% для получения холоднокатаного стального листа, имеющего толщину, которая может составлять, например, 0,7 - 3 мм или даже в диапазоне 0,8 - 2 мм. Степень обжатия при холодной прокатке предпочтительно составляет 20 - 80%. Ниже 20% рекристаллизация при последующей термической обработке не является подходящей, что может ухудшить пластичность холоднокатаного и отожжённого оцинкованного стального листа. Выше 80% усилие, необходимое для деформации во время холодной прокатки, будет слишком высоким.
Затем холоднокатаный стальной лист повторно нагревают до температуры выдержки Tsoak, состоящей из Ac1 и Ac3, и выдерживают при указанной температуре Tsoak в течение времени выдержки tsoak, составляющего 30 - 200 с, чтобы получить в конце этой межкритической выдержки микроструктуру, содержащую 85 – 95% аустенита и 5 - 15% феррита.
Затем холоднокатаный стальной лист охлаждают до температуры 440 - 480°C, чтобы лист достиг температуры, близкой к температуре ванны для нанесения покрытия, перед нанесением покрытия путём непрерывного погружения в ванну с цинком при температуре TZn составляющей 450 - 480°C. Затем стальной лист оцинкованный горячим погружением повторно нагревают до температуры TGA отжига оцинкованного листа, составляющей 510 - 550°C, и выдерживают при указанной температуре TGA в течение времени выдержки tGA, составляющего 10 - 30 с.
Затем стальной лист охлаждают до комнатной температуры для получения холоднокатаного и отожжённого оцинкованного стального листа.
В предпочтительном осуществлении изобретения стадию отжига горячекатаного стального листа осуществляют периодически в инертной атмосфере при температуре термообработки ТА, составляющей 500 - 650°С, и выдержке при указанной температуре ТА в течение времени выдержки tA составляющего 1800 - 36000 с.
В другом предпочтительном осуществлении изобретения стадию отжига горячекатаного стального листа осуществляют путём непрерывного отжига при температуре термообработки ТА 550 - 650°С и выдержке при указанной температуре ТА в течение времени выдержки tA, составляющего 30 - 100 с.
Теперь изобретение будет проиллюстрировано следующими примерами, которые никоим образом не ограничивают его.
Примеры
Стали 2 марок, составы которых приведены в таблице 1, отливают в полуфабрикаты и перерабатывают в стальные листы в соответствии с технологическими параметрами, представленными в таблице 2.
Таблица 1. Составы
Испытываемые композиции приведены в следующей таблице, в которой содержание элементов выражено в массовых процентах.

Сталь А согласно изобретению. Сталь Б вне объёма изобретения
Подчеркнутые значения: не соответствует изобретению
Для каждой стали Ас1 и Ас3 измеряют с помощью дилатометрических тестов и металлографического анализа.
Таблица 2. Параметры процесса
Отливки стальных полуфабрикатов подвергают повторному нагреву до 1200°С, горячей прокатке с температурой чистовой прокатки FRT 910°C, намотке в рулон при температуре Tcoil 550°C. Некоторые стальные листы сначала отжигают при температуре ТА 600°С и выдерживают при указанной температуре ТА в течение времени выдержки tА перед протравливанием. Затем стальные листы подвергают холодной прокатке со степенью обжатия 45%. Холоднокатаные стальные листы повторно нагревают до температуры выдержки Tsoak и выдерживают при указанной температуре в течение времени выдержки, а затем покрывают горячим погружением в цинковую ванну при температуре TZn 460°C с последующим отжигом оцинкованного листа при температуре отжига TGA, составляющей 510 - 550°C и выдерживают при указанной температуре в течение tGA 20 с. Применены следующие конкретные условия:
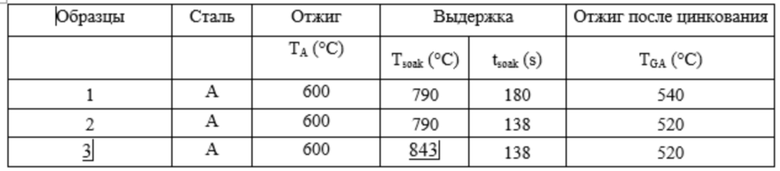

Подчеркнутые значения: не соответствует изобретению
Холоднокатаные стальные листы анализируют после выдержки и соответствующие элементы микроструктуры представлены в таблице 3.
Таблица 3. Микроструктура холоднокатаных стальных листов после выдержки
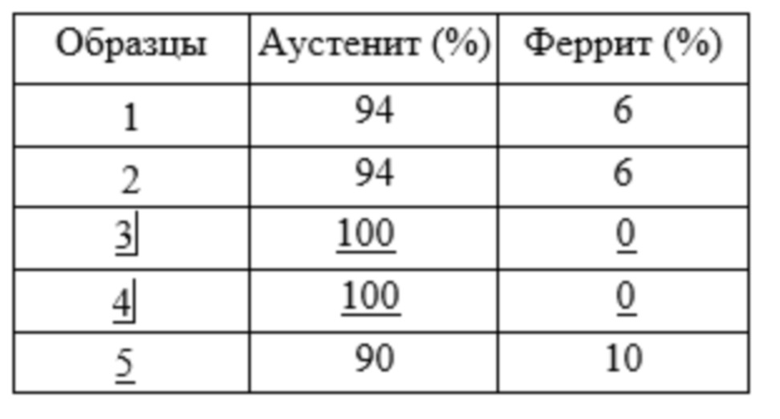
Подчеркнутые значения: не соответствует изобретению
Чтобы количественно оценить эту микроструктуру в конце выдержки, стальные листы после выдержки закаливают для превращения 100% аустенита в мартенсит, причём аустенит нестабилен при комнатной температуре. Таким образом, количество мартенсита соответствует количеству аустенита в конце выдержки. Количество мартенсита и феррита затем определяют количественно с помощью анализа изображения.
Затем анализируют холоднокатаные и отожжённые оцинкованные стальные листы, и соответствующие элементы микроструктуры и свойства приведены соответственно в таблицах 4 и 5.
Таблица 4. Микроструктура холоднокатаных и отожжённых оцинкованных стальных листов

Подчеркнутые значения: не соответствует изобретению
Доли поверхности определяют следующим методом: из холоднокатаного и отожжённого оцинкованного стального листа вырезают образец, полируют и травят реагентом (ниталь) для выявления микроструктуры. Определение поверхностной доли каждого компонента выполняется с помощью анализа изображения с использованием оптического микроскопа: мартенсит имеет более тёмный оттенок, чем феррит и бейнит. Бейнит определяют количественно, измеряя разность долей мартенсита в образце, закалённом после выдержки, и образце, охлажденном после отжига оцинкованного листа. Бейнит идентифицируется благодаря карбидам внутри этого бейнита.
Таблица 5. Свойства холоднокатаного и отожжённого оцинкованного стального листа
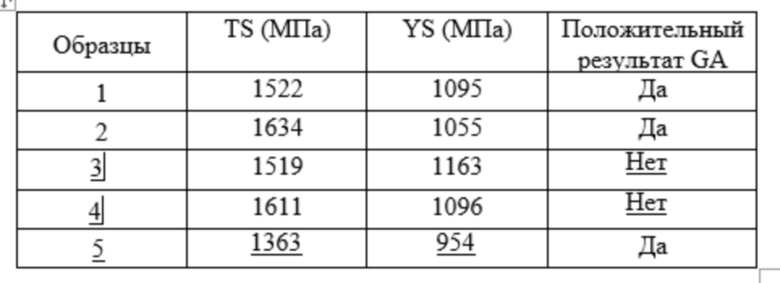
Подчеркнутые значения: Недостаточное TS или YS, или неудачная стадия отжига оцинкованного листа.
Положительный результат отжига оцинкованного листа проверяют путем измерения содержания железа в покрытии. Оцинкованная сталь считается отожжённой, если содержание железа в покрытии составляет 7 - 12%.
Примеры показывают, что стальной лист согласно изобретению, а именно примеры 1 и 2, являются единственными листами, демонстрирующими все целевые механические свойства при успешном отжиге после цинкования благодаря их специфическому составу и микроструктуре. Механические свойства обеспечиваются благодаря содержанию мартенсита 80 - 90%. Стадия отжига после цинкования обеспечивается благодаря присутствию феррита и бейнита в общем количестве 10 - 20%.
В испытаниях 3 и 4 сталь А нагревают выше температуры Tsoak, обеспечивающей 85 - 95% аустенита и 5 - 15% феррита в конце выдержки, в результате чего образуется слишком много аустенита и недостаточно феррита. Это приводит к образованию менее 10% суммы феррита и бейнита в конце горячего покрытия погружением, что затрудняет стадию отжига после цинкования.
В испытании 5 отсутствие молибдена, который является упрочняющим элементом, замедляющим бейнитное превращение, приводит к образованию 25% суммы феррита и бейнита в конце покрытия горячим погружением. Тогда мартенсит, образующийся на последней стадии охлаждения, составляет менее 80%, что приводит к низким механическим свойствам.
Изобретение относится к металлургии, а именно к холоднокатаному и отожжённому оцинкованному стальному листу. Холоднокатаный и отожжённый оцинкованный стальной лист, содержащий, мас.%: C 0,15-0,25, Mn 2,4-3,5, Si 0,30-0,90, Cr 0,30-0,70, Mo 0,05-0,35, Al 0,001-0,09, Ti 0,01-0,06, B 0,0010-0,0040, Nb 0,01-0,05, P≤0,020, S≤0,010 и N≤0,008, остальную часть состава составляют железо и неизбежные примеси, возникающие в результате плавления. Лист имеет микроструктуру, состоящую в долях поверхности из 80-90% мартенсита, остальное составляют феррит и бейнит. Лист характеризуется пределом прочности при растяжении 1450 МПа или более. 2 н. и 6 з.п. ф-лы, 5 табл., 5 пр.
1. Холоднокатаный и отожжённый оцинкованный стальной лист, химический состав которого включает, мас.%: С 0,15-0,25; Mn 2,4-3,5; Si 0,30-0,90; Cr 0,30-0,70; Мо 0,05-0,35; Аl 0,001-0,09; Ti 0,01-0,06; B 0,0010-0,0040; Nb 0,01-0,05; Р≤0,020; S≤0,010;N≤0,008,
остальная часть состава представляет собой железо и неизбежные примеси, образующиеся в результате плавки, причём указанный стальной лист имеет микроструктуру, состоящую в долях поверхности из:
80-90% мартенсита, остальное - феррит и бейнит.
2. Стальной лист по п. 1, в котором содержание феррита превышает или равно 5%.
3. Стальной лист по п. 1, в котором содержание бейнита превышает или равно 5%.
4. Стальной лист по любому из пп. 1-3, в котором содержание кремния составляет 0,30-0,70%.
5. Стальной лист по любому из пп. 1-4, в котором предел прочности при растяжении выше или равен 1450 МПа.
6. Способ изготовления холоднокатаного и отожжённого оцинкованного стального листа, включающий следующие последовательные стадии:
разливка стали для получения сляба, имеющего состав по п. 1,
повторный нагрев сляба до температуры Treheat 1150-1300°C,
горячая прокатка повторно нагретого сляба с конечной температурой прокатки 850-950°С для получения горячекатаного стального листа, затем
охлаждение указанного стального листа до температуры намотки Tcoil, составляющей 250-650°C, затем
намотка стального листа в рулон при указанной температуре Tcoil для получения смотанного стального листа, затем
протравливание стального листа,
отжиг стального листа при температуре отжига ТА 500-650°С и выдержка стального листа при указанной температуре ТА в течение времени выдержки tА,
необязательно протравливание стального листа,
холодная прокатка горячекатаного стального листа со степенью обжатия 20-80% для получения холоднокатаного стального листа,
нагрев холоднокатаного стального листа до температуры выдержки Tsoak от Ас1 до Ас3 и выдержка стального листа при указанной температуре Tsoak в течение времени выдержки tsoak, составляющего 30-200 с, для получения 85-95% аустенита и 5 15% феррита,
охлаждение стального листа до температуры 440-480°С,
покрытие стального листа непрерывным погружением в цинковую ванну при температуре TZn 450-480°С,
повторный нагрев стального листа до температуры отжига и цинкования TGA, составляющей 510-550°C, и выдержка стального листа при указанной температуре TGA в течение времени выдержки tGA, составляющего 10-30 с,
охлаждение повторно нагретого стального листа до комнатной температуры для получения холоднокатаного и отожжённого оцинкованного стального листа.
7. Способ по п. 6, в котором указанный отжиг горячекатаного стального листа осуществляют периодически в инертной атмосфере при температуре термообработки ТА 500-650°С с продолжительностью tА при указанной температуре отжига, составляющей 1800-36000 с.
8. Способ по п. 6, в котором указанный отжиг горячекатаного стального листа осуществляют непрерывным отжигом при температуре термообработки ТА, составляющей 550-650°С с продолжительность tA при указанной температуре отжига, составляющей 30-100 с.
| US 20160319385 A1, 03.11.2016 | |||
| US 20170037488 A1, 09.02.2017 | |||
| ХОЛОДНОКАТАНЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2012 |
|
RU2552808C1 |
| ВЫСОКОПРОЧНАЯ МНОГОФАЗНАЯ СТАЛЬ, СПОСОБ ЕЕ ПОЛУЧЕНИЯ И ПРИМЕНЕНИЕ | 2015 |
|
RU2675025C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ ПУТЕМ ГОРЯЧЕЙ ДЕФОРМАЦИИ СТАЛЬНОЙ ЗАГОТОВКИ | 2014 |
|
RU2664848C2 |

