Изобретение относится к электротехнике, в частности к способам изготовления модулей высокоэффективных солнечных элементов на сотовой панели в солнечных батареях космических аппаратов.
Известен метод инкапсуляции модуля солнечных элементов (патент USA 8847064 В2, опубл. 26.07.2012 г), принятый за аналог, в котором модуль солнечного элемента содержит жесткую или гибкую подложку и/или подложку, имеющую один или более солнечных элементов, и инкапсулянт, который представляет собой отвержденный жидкий кремнийорганический инкапсулянт.Композиция инкапсулянта предпочтительно содержит жидкий диорганополисилоксан, силиконовую смолу, сшивающий агент в форме полиорганосилоксана и катализатор гидросилирования. Способ инкапсулирования модуля с непрерывным солнечным элементом включает равномерное нанесение заданного объема жидкого силиконового герметика на модуль солнечного элемента и отверждение указанного инкапсулянта.
Недостаток способа, применительно к изготовлению модуля высокоэффективных солнечных элементов на сотовой панели, заключается в недостаточной адгезии клеевого покрытия на основе отверждаемой силиконовой пленки к химически инертной поверхности Аи тыльного контакта Cr/Au/Ag/Au высокоэффективных трехкаскадных фотопреобразователей со структурой GaInP/GaInAs/Ge, в результате при термовакуумной дегазации возникают скрытые полости и происходит деградация солнечных элементов.
Признаки аналога, общие с предлагаемым способом изготовления модуля солнечных элементов: нанесение слоя силиконового наполнителя на тыльную сторону солнечных элементов, снабженных защитной стеклянной пластиной на лицевой стороне и выводными шинами, приклеивание на слой силиконового наполнителя защитной подложки, выполнение термовакуумной дегазации.
Известен модуль солнечных элементов и метод его изготовления, принятый за прототип (ЕР 2234172 А1, опубл. 29.09.2010 г), включающий прозрачную стеклянную панель; солнечные элементы, соединенные между собой с помощью металлических шин; тыльную защитную подложку; силиконовый наполнитель и герметизирующий компаунд, причем модуль изготавливается путем размещения солнечных элементов на стеклянной панели, формирования по периметру солнечной панели слоя герметизирующего компаунда, заливки силиконового наполнителя, компрессии тыльной защитной подложки к слою герметизирующего компаунда с одновременным заполнением внутреннего пространства модуля силиконовым наполнителем и последующим выполнением вакуумной дегазации. В качестве силиконового наполнителя применяют силиконовый герметик, полимеризующийся в гель при комнатной температуре, и имеющий широкий температурный интервал эксплуатации от -70°С до +300°С. В качестве герметизирующего компаунда используют силиконовые смолы со связующим компонентом на основе изобутилена, обладающие хорошей адгезией к стеклянной панели и защитной подложке.
Недостаток прототипа, применительно к изготовлению модуля из высокоэффективных трехкаскадных элементов GaInP/GaInAs/Ge, выращенных на германиевой подложке с тыльным контактом Cr/Au/Ag/Au, заключается в нарушении герметичности клеевого соединения солнечных элементов с защитной подложкой из-за недостаточной адгезии отвержденного силиконового наполнителя к химически инертной поверхности слоя золота, при этом в процессе вакуумной дегазации силиконового наполнителя избыточное внутреннее давление может приводить к деградации солнечных элементов.
Признаки прототипа, общие с предлагаемым способом изготовления модуля солнечных элементов: нанесение слоя силиконового наполнителя на тыльную сторону солнечных элементов, снабженных защитной стеклянной пластиной на лицевой стороне и выводными шинами; приклеивание на слой силиконового наполнителя защитной подложки; выполнение вакуумной дегазации.
Технический результат, достигаемый предлагаемым способом изготовления модуля солнечных элементов, заключается в увеличении срока эксплуатации, надежности солнечной батареи и сокращении объема ремонтных работ за счет обеспечения прочности клеевого соединения силиконового наполнителя с тыльной металлизацией солнечных элементов и защитной подложкой.
Отличительные признаки, обеспечивающие соответствие предлагаемого способа изготовления модуля солнечных элементов критерию «новизна», следующие: перед нанесением силиконового наполнителя на тыльной стороне солнечных элементов формируют трехслойное адгезионное покрытие путем последовательного нанесения промоутера адгезии, затем нанесения капельным распылением силиконового герметика УФ7-21, выполнения термообработки, нанесения пасты силиконового герметика без катализатора, воздействия вышеуказанной пастой на поверхность отвержденного силиконового герметика не менее 30 мин, нанесение силиконового наполнителя и приклеивание подложки, причем в качестве силиконового наполнителя используют вышеуказанный силиконовый герметик.
Для формирования трехслойного адгезионного покрытия на поверхность химически инертного слоя золота тыльной металлизации солнечных элементов наносят слой промоутера адгезии. Последующий слой трехслойного адгезионного покрытия формируется капельным распылением силиконового герметика УФ7-21, в котором в качестве катализатора возможно использование промоутера адгезии. В результате последующей термообработки силиконовый герметик образует прочные адгезионные связи с поверхностью тыльной стороны солнечного элемента. В процессе термообработки осуществляется полимеризация с отверждением структуры и полная дегазация слоя силиконового герметика. Затем на слой отвержденного силиконового герметика наносят следующий слой трехслойного адгезионного покрытия - пасту вышеуказанного силиконового герметика без катализатора. Выполняется воздействие пастой на поверхность отвержденного силиконового герметика, что необходимо для расшивки химически активных связей на поверхности покрытия. Затем наносят силиконовый наполнитель, а именно, герметик УФ7-21 и наклеивают защитную подложку (сотовую панель).
Достигается это тем, что в предложенном способе изготовления модуля солнечных элементов, включающем нанесение слоя силиконового наполнителя на тыльную сторону солнечных элементов, снабженных защитной стеклянной пластиной на лицевой стороне и выводными шинами, приклеивание на слой силиконового наполнителя защитной подложки, выполнение вакуумной дегазации, перед нанесением силиконового наполнителя на тыльной стороне солнечных элементов формируют трехслойное адгезионное покрытие путем последовательного нанесения промоутера адгезии, затем нанесения капельным распылением силиконового герметика УФ7-21, выполнения термообработки, нанесения пасты силиконового герметика без катализатора, воздействия вышеуказанной пастой на поверхность отвержденного силиконового герметика не менее 30 мин, нанесение силиконового наполнителя и приклеивание подложки, причем в качестве силиконового наполнителя используют вышеуказанный силиконовый герметик.
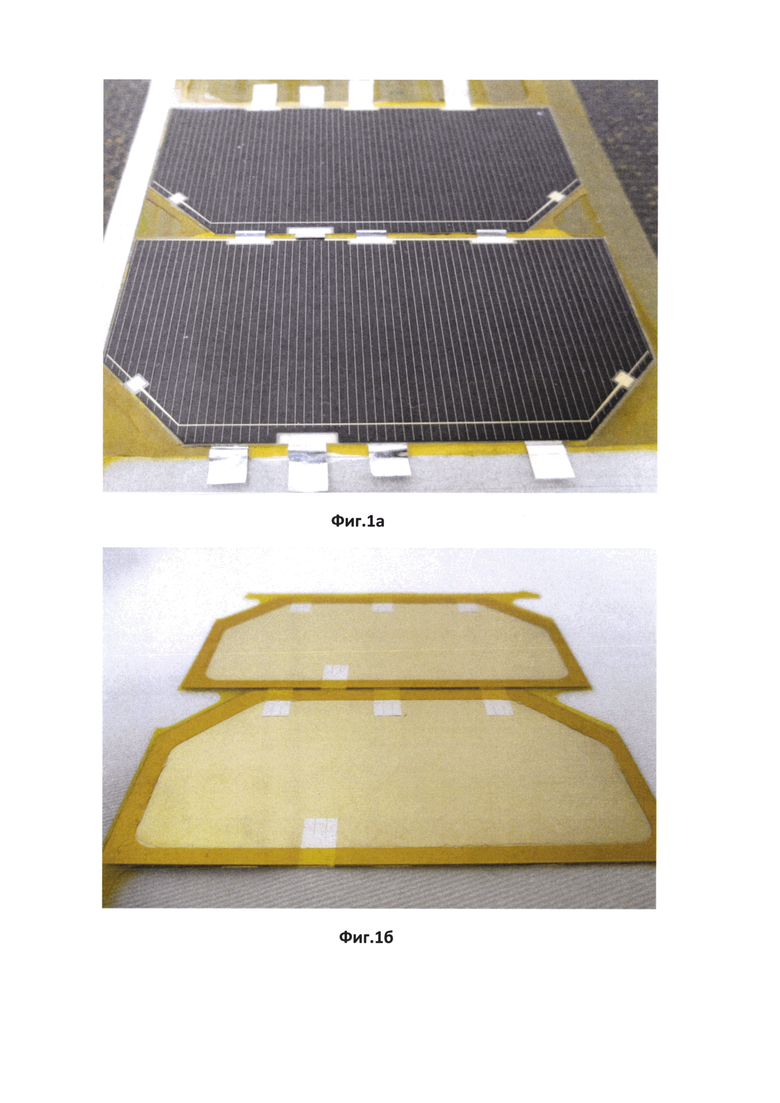
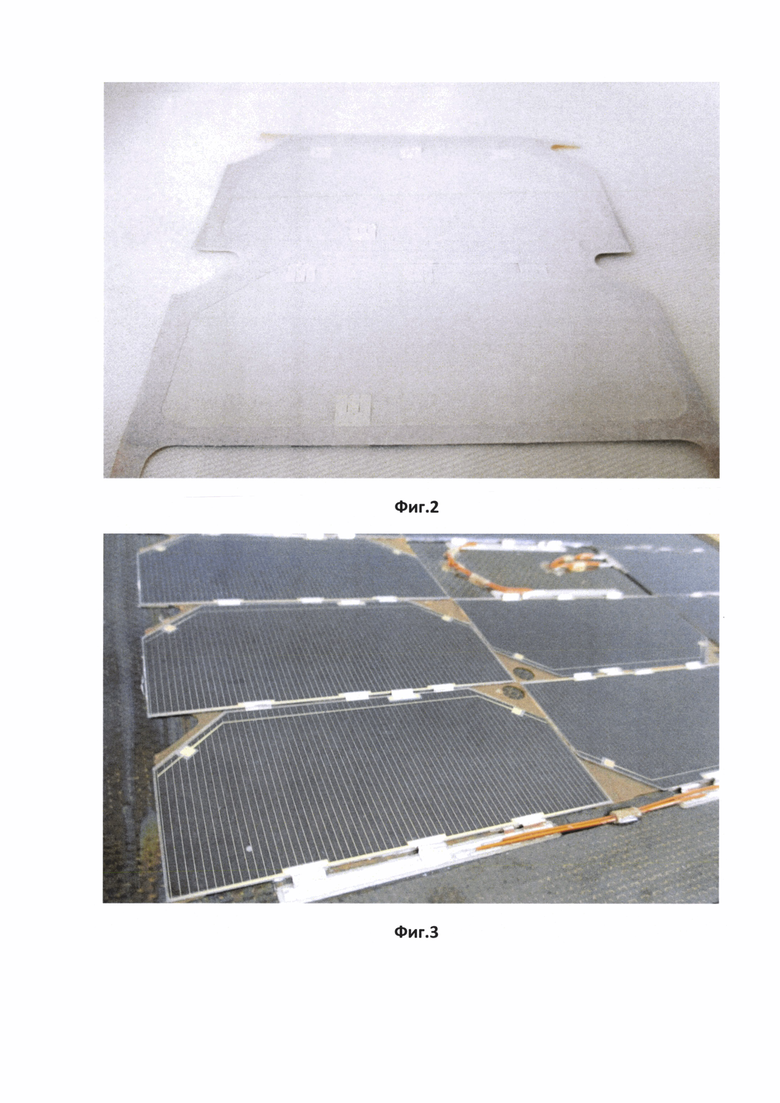
Пример конкретного выполнения предлагаемого способа изготовления модуля солнечных элементов иллюстрирован на фиг. 1÷3. На фиг. 1а, б представлены виды: а)- лицевой; б)- тыльной поверхности солнечных элементов после наклейки перфорированной пленки. На фиг. 2 представлен вид тыльной поверхности солнечных элементов после нанесения трехслойного адгезионного покрытия. На фиг. 3 представлен вид фрагмента модуля солнечных элементов на сотовой панели.
Для конкретного примера применения предлагаемого способа изготовления модуля солнечных элементов используют трехкаскадные фотопреобразователи с эпитаксиальной структурой GaInP/GaInAs/Ge, выращенной на германиевой подложке. Тыльный контакт солнечных элементов выполнен из последовательно напыленных электронно-лучевым методом слоев металлизации Cr/Au/Ag/Au.
Солнечные элементы с тыльным слоем металлизации Cr/Au/Ag/Au, снабженные радиационно-защитной стеклянной пластиной из стекла К-208 на лицевой стороне и выводными шинами, соединенные последовательно, укладывают тыльной стороной вверх в приспособление с разделителями, обеспечивающими требуемые размеры межэлементных зазоров. К тыльной стороне, по периметру солнечных элементов, двухкомпонентным эпоксидным клеем ВК-9 (ТУ 1-595-14-842-2009) приклеивают перфорированную полиимидную пленку толщиной ~ 40 мкм (см. фиг. 1а, б). Затем наносят слой промоутера адгезии в трехслойном адгезионном покрытии. В качестве промоутера адгезии используют Пента П-14 (ТУ 0258-168-40245042-2006). Возможно применение и других промоутеров адгезии для силиконовых герметиков. Выполняют термообработку 170°С, 30 мин. Затем капельным распылением наносят второй слой адгезионного покрытия-силиконовый герметик УФ7-21, ТУ 38.303-04-04-90 (диметилметилфенилполисилоксановый каучук), в котором в качестве катализатора используется промоутер адгезии Пента П-14 (см. фиг. 2). Применение промоутера адгезии Пента П-14 в качестве катализатора позволяет усилить адгезионное сцепление силиконового герметика с тыльной металлизацией солнечных элементов и при концентрации 30÷33% данного катализатора в смеси с силиконовым герметиком сократить время холодного отверждения после распыления до -30 минут. Капельное распыление обеспечивает однородное нанесение силиконового герметика и наиболее производительно. Для разбавления силиконового герметика УФ7-21 используют бензин Нефрас в соотношении объемных частей(мл) соответственно: 1 мл силиконового герметика ÷ 10 мл бензина Нефрас ÷ 0,5 мл промоутера адгезии Пента П-14. Возможно аналогичное применение в качестве второго слоя трехслойного адгезионного покрытия силиконового герметика УФ7-21 со стандартным катализатором холодного отверждения №21, ТУ 38.303-04-05-90 (раствор оловоорганических соединений в эфирах ортокремниевой кислоты), взятым в количественном отношении ~ 3,8% от общего объема смеси. При этом время холодного отверждения составляет ~ 3 часа. Выполняют термообработку при температуре 170°С, 60 мин при этом осуществляется отверждение структуры и полная дегазация слоя силиконового герметика. Предпочтительный диапазон термообработки адгезионного слоя силиконового герметика составляет 150÷180°С. При температурах менее 150°С снижается адгезионное сцепление с первым слоем промоутера адгезии П-14. Термообработка свыше 180°С нецелесообразна из-за ограниченной термической стойкости применяемых материалов. В случае термообработки адгезионного слоя силиконового герметика в диапазоне температур 170÷180°С и концентрации промоутера адгезии П-14 в качестве катализатора свыше 20%, возможно нанесение силиконового герметика непосредственно на поверхность тыльной металлизации солнечного элемента.
Затем наносят капельным распылением (или посредством кисти) пасту силиконового герметика УФ7-21 без катализатора для расшивки и активации химических связей на поверхности слоя отвержденного силиконового герметика. Воздействие пасты силиконового герметика для достижения необходимого эффекта осуществляется в течение не менее 30 мин, предпочтительно 60÷90 мин. Для разбавления пасты силиконового герметика применяют бензин Нефрас в соотношении объемных частей(мл) соответственно: 1 мл пасты силиконового герметика ÷ 10 мл бензина Нефрас (при нанесении кистью предпочтительно разбавление: 2 мл пасты силиконового герметика ÷ 3 мл бензина Нефрас). Затем наносят на тыльную сторону солнечных элементов определенное количество силиконового наполнителя, в качестве которого используют силиконовый герметик УФ7-21 (неразбавленный) со стандартным катализатором полимеризации №21 и наклеивают на силиконовый наполнитель защитную подложку (сотовую панель). При этом адгезионный слой пасты силиконового герметика полимеризуется стандартным катализатором №21, в составе силиконового наполнителя. После холодной полимеризации силиконового наполнителя (герметик УФ7-21) выполняют вакуумную дегазацию модуля солнечных элементов (при давлении ~ 4Па) с постадийным повышением температуры до ~ 95°С в течение 50 часов для более полного удаления продуктов полимеризации. Адгезионный слой силиконового герметика УФ7-21 толщиной 8÷12 мкм выполняет при этом функцию защиты границы раздела адгезионного покрытия с поверхностью тыльной металлизации от воздействия паров продуктов полимеризации силиконового наполнителя. При этом обеспечивается прочное соединение между слоями адгезионного покрытия и силиконового наполнителя. Скрытые полости в клеевом соединении отсутствуют, что необходимо для надежной работы, увеличения срока эксплуатации солнечной батареи и сокращения объема ремонтных работ. При выполнении испытаний на отрыв солнечного элемента от защитной подложки (сотовой панели) разрыв происходит по материалу силиконового наполнителя - герметика УФ7-21. Показатель прочности на разрыв силиконового герметика, измеренный согласно ГОСТ 6611.3-69, составляет величину ~ 500 гс. Последовательно соединенные с помощью выводных коммутационных шин солнечные элементы образуют фотоэлектрический модуль (см. фиг. 3). Трехслойное адгезионное покрытие, состоящее из промоутера адгезии Пента П-14; отвержденного силиконового герметика УФ7-21 и пасты силиконового герметика УФ7-21 без катализатора, полимеризующейся при наклейке защитной подложки в результате смешивания с силиконовым наполнителем, обеспечивает эластичное термостойкое клеевое соединение защитной подложки с тыльной стороной солнечного элемента.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МОДУЛЯ СОЛНЕЧНЫХ ЭЛЕМЕНТОВ | 2021 |
|
RU2760378C1 |
| Способ изготовления модуля солнечных элементов | 2022 |
|
RU2804057C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОДУЛЯ СОЛНЕЧНЫХ ЭЛЕМЕНТОВ | 2021 |
|
RU2758203C1 |
| Способ формирования токосъёмного контакта на поверхности солнечных элементов с гетеропереходом | 2021 |
|
RU2762374C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОЙ МИКРОСБОРКИ | 2023 |
|
RU2803556C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ КЕРАМИКИ С ПОМОЩЬЮ МЕТАЛЛИЗИРОВАННОЙ ЛЕНТЫ | 2018 |
|
RU2711239C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОТОПРЕОБРАЗОВАТЕЛЯ СО ВСТРОЕННЫМ ДИОДОМ | 2012 |
|
RU2515420C2 |
| ФОТОЭЛЕКТРИЧЕСКИЙ МОДУЛЬ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2023 |
|
RU2813103C1 |
| Клейкая лента для герметизации фотоэлектрического модуля | 2024 |
|
RU2837058C1 |
| СПОСОБЫ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНЫХ ЭЛЕКТРОННЫХ МОДУЛЕЙ, ТРЕХМЕРНЫЕ ЭЛЕКТРОННЫЕ МОДУЛИ | 2018 |
|
RU2705727C1 |
Изобретение относится к электротехнике, в частности к способам изготовления модулей высокоэффективных солнечных элементов на сотовой панели в солнечных батареях космических аппаратов. Способ изготовления модуля солнечных элементов включает нанесение слоя силиконового наполнителя на тыльную сторону солнечных элементов, снабженных защитной стеклянной пластиной на лицевой стороне и выводными шинами, приклеивание на слой силиконового наполнителя защитной подложки, выполнение вакуумной дегазации, перед нанесением силиконового наполнителя на тыльной стороне солнечных элементов формируют трехслойное адгезионное покрытие путем последовательного нанесения промоутера адгезии, затем нанесения капельным распылением силиконового герметика УФ7-21, выполнения термообработки, нанесения пасты силиконового герметика без катализатора, воздействия вышеуказанной пастой на поверхность отвержденного силиконового герметика не менее 30 мин, наносят силиконовый наполнитель и приклеивают защитную подложку, причем в качестве силиконового наполнителя используют вышеуказанный силиконовый герметик. Изобретение обеспечивает увеличении срока эксплуатации, повышение надежности солнечной батареи и сокращение объема ремонтных работ за счет обеспечения прочности клеевого соединения силиконового наполнителя с тыльной металлизацией солнечных элементов и защитной подложкой. 3 ил.
Способ изготовления модуля солнечных элементов, включающий нанесение слоя силиконового наполнителя на тыльную сторону солнечных элементов, снабженных защитной стеклянной пластиной на лицевой стороне и выводными шинами, приклеивание на слой силиконового наполнителя защитной подложки, выполнение вакуумной дегазации, отличающийся тем, что перед нанесением силиконового наполнителя на тыльной стороне солнечных элементов формируют трехслойное адгезионное покрытие путем последовательного нанесения промоутера адгезии, затем нанесения капельным распылением силиконового герметика УФ7-21, выполнения термообработки, нанесения пасты силиконового герметика без катализатора, воздействия вышеуказанной пастой на поверхность отвержденного силиконового герметика не менее 30 мин, наносят силиконовый наполнитель и приклеивают защитную подложку, причем в качестве силиконового наполнителя используют вышеуказанный силиконовый герметик.
| АНТЕННА | 2003 |
|
RU2234172C1 |
| Способ изготовления модуля солнечных элементов | 2022 |
|
RU2804057C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОДУЛЯ СОЛНЕЧНЫХ ЭЛЕМЕНТОВ | 2021 |
|
RU2760378C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОДУЛЯ СОЛНЕЧНЫХ ЭЛЕМЕНТОВ | 2021 |
|
RU2758203C1 |
| US 8847064 B2, 30.09.2014. | |||

