Изобретение может быть использовано в деревообрабатывающей отрасли промышленности, а именно в производстве фанеры и предназначено для интенсификации процесса склеивания древесины путём термического воздействия на клеевую композицию.
Известно устройство для термической правки пильного диска круглой пилы, содержащее корпус и установленные одна над другой плиты с нагревательными элементами и диском пилы между ними. Нагрев пильного полотна осуществляется бесконтактно в электромагнитном поле индукционным способом, нагревательные элементы выполнены в виде индуцирующих проводов, расположенных по радиусам, разделяющим диск пилы на три и более сектора и расположенных в верхней плите, а плита выполнена с возможностью поворота (пат. RU №2677449 C1, 2016).
Недостатком приведённого устройства является невозможность одновременного теплового воздействия на материал по всей контактной поверхности между плитами пресса.
Известен способ изготовления панелей для напольного покрытия, предусматривающий склеивание двух заготовок в виде планок поверхностями большей площади с использованием клеящего состава, отверждаемого под воздействием электромагнитного поля (пат. WO, №9630177, A1, 1996). Это техническое решение наиболее близко к заявленному и принято за прототип.
Недостатками прототипа являются неблагоприятное воздействие высокочастотного электромагнитного излучения на организм оператора, промежуточные потери тепла на нагрев древесины.
Цель изобретения - совершенствование конструкции пресса для склеивания шпона, обеспечивающего бесконтактный нагрев и полимеризацию клеевой композиции пакета шпона без потерь тепла в объеме древесины пакета.
Это достигается тем, что пресс для склеивания шпона с ферромагнитной клеевой композицией, содержащий установленные одна над другой плиты с нагревательными элементами, при этом нагревательный элемент выполнен в виде многовиткового овального stadium индуктора* из гибкого проводника, прямолинейные участки витков индуктора размещены в верхней и нижней неферромагнитных плитах пресса, а гибкие торцовые петлевые участки витков индуктора вынесены за боковые поверхности плит и позволяют обеспечить взаимное перемещение плит при загрузке, запрессовке и выгрузке пакета шпона, при этом нагрев ферромагнитной клеевой композиции осуществляется бесконтактно в продольном низкочастотном магнитном поле индуктора без потерь тепла в объеме древесины пакета.
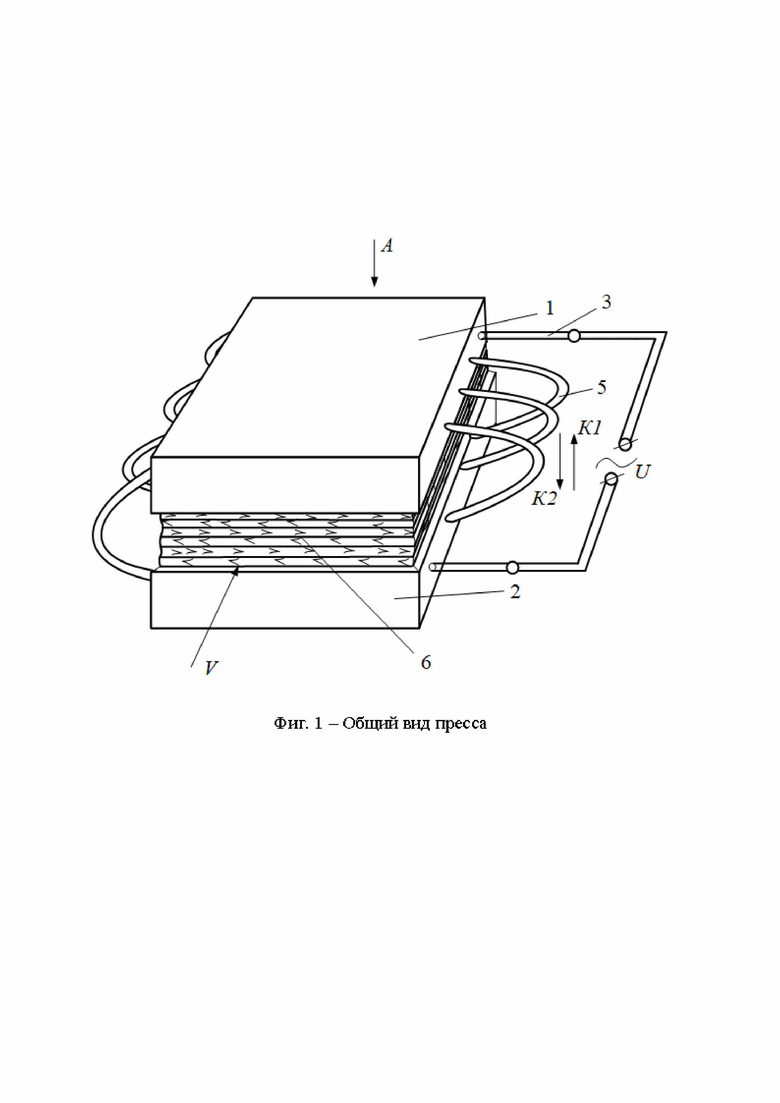
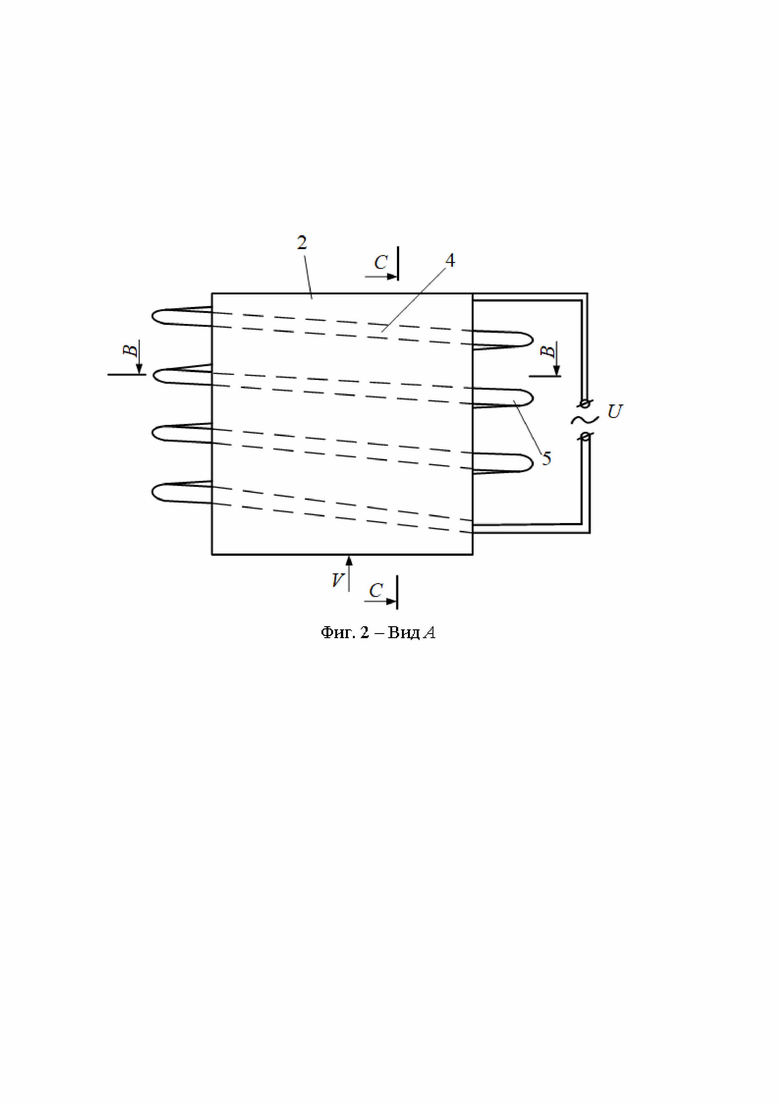
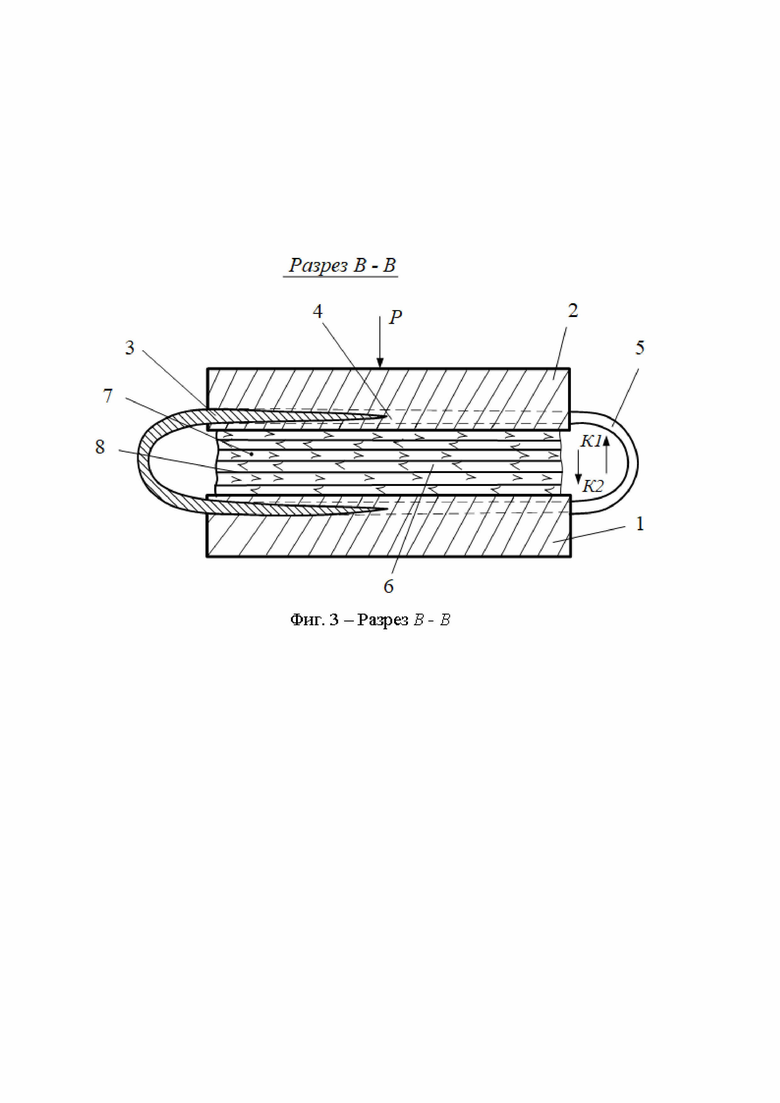
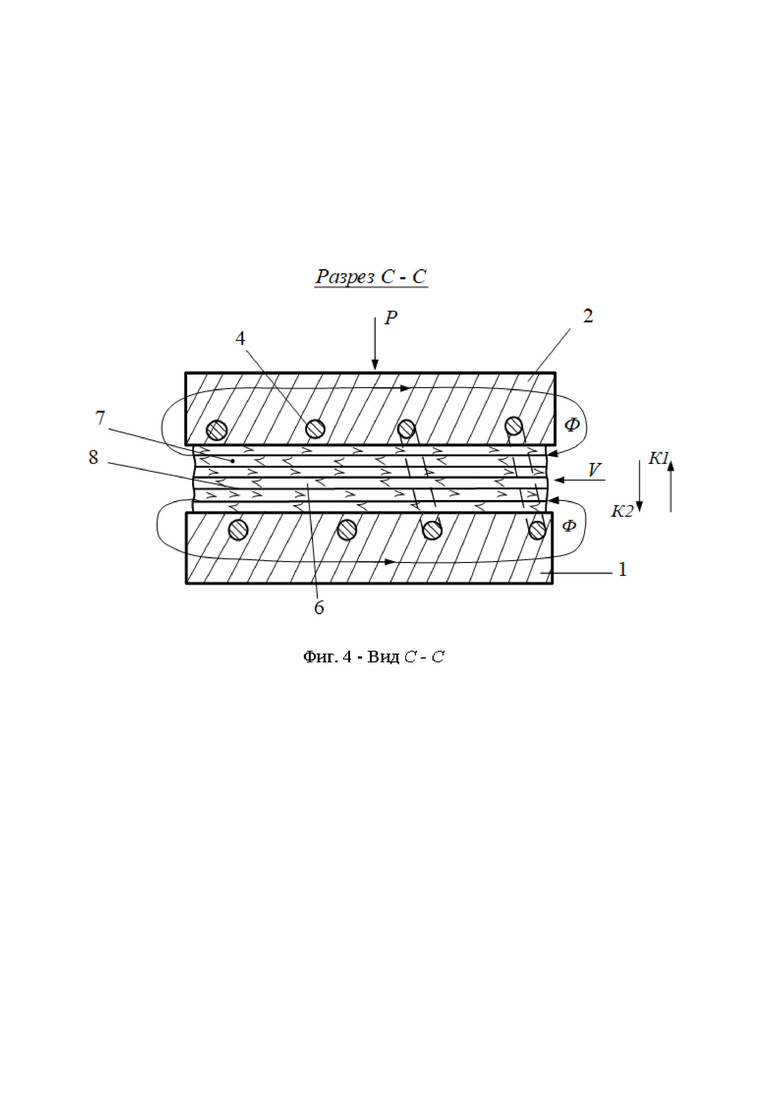
На фиг. 1 изображен общий вид пресса; на фиг. 2 - вид А, на фиг. 3 - разрез В-В, на фиг. 4 - разрез С-С.
Пресс состоит из верхней 1 и нижней 2 подвижных плит из неферромагнитного материала (алюминий, пластик и пр.). В плитах размещен многовитковый овальный индуктор 3, создающий магнитный поток Ф. Индуктор выполнен из витков гибкого проводника (гибкий одножильный многопроволочный кабель). Витки индуктора имеют прямолинейные 4 и торцовые петлевые 5 участки. Прямолинейные участки закреплены неподвижно в плитах пресса, а гибкие торцовые участки вынесены за боковую поверхность плит и обеспечивают взаимное перемещение плит при работе пресса. Магнитный поток Ф проходит через пакет шпона 6, сформированный из листов шпона 7 с нанесенной на них ферромагнитной клеевой композицией 8 и обеспечивает избирательный нагрев ферромагнитной клеевой композиции в продольном низкочастотном магнитном поле без непосредственного нагрева древесины с одновременным формированием клеевого соединения.
* - Слухоцкий А.Е. и др. Установки индукционного нагрева: Учебное пособие для вузов. - Л.: Энергоиздат. Ленингр. отд-ние, 1981. - 328 с., стр. 188
Работа пресса осуществляется в следующей последовательности.
Плиты пресса с нагревательными элементами разводят в направлении К1 с образованием свободного межплитного пространства, ограниченного витками индуктора, в которое загружают сформированный из листов шпона с нанесенной ферромагнитной клеевой композицией пакет 6 в направлении V. После этого плиты сводят в направлении К2 и обеспечивают подпрессовку и выдержку пакета шпона под давлением P. Гибкие подвижные торцовые петлевые участки 5 витков, вынесенные за боковую поверхность плит, обеспечивают возможность соосного перемещения плит. Подключают индуктор к низкочастотному источнику питания U, при этом создается переменное низкочастотное магнитное поле, в которое помещен пакет шпона с ферромагнитной клеевой композицией. Вызванные переменным магнитным потоком Ф в ферромагнитной клеевой композиции 8 вихревые токи непосредственно нагревают композицию без тепловых потерь в массиве древесины пакета шпона и запускается процесс полимеризации композиции, происходит формирование клеевого соединения. По завершении процесса полимеризации индуктор отключают, кондинционируют пакет шпона под давлением в течение технологически нормированного промежутка времени, разводят плиты и пакет склеенного шпона выгружают из пресса.
Заявленное техническое решение позволяет обеспечить бесконтактный нагрев и полимеризацию клеевой композиции пакета шпона без потерь тепла в объеме древесины пакета.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС ДЛЯ СКЛЕИВАНИЯ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ ШПОНА | 2024 |
|
RU2833904C1 |
| Пресс для склеивания листов шпона | 2024 |
|
RU2823654C1 |
| Способ склеивания древесины | 2019 |
|
RU2715840C1 |
| СПОСОБ СКЛЕИВАНИЯ ЛИСТОВ ШПОНА | 1990 |
|
RU2045563C1 |
| Способ склеивания пластин в многослойной панели (варианты) | 2016 |
|
RU2627396C1 |
| Способ и устройство для изготовления фанеры | 2019 |
|
RU2719782C1 |
| СПОСОБ ТЕПЛОВОГО НАГРУЖЕНИЯ КОНСТРУКЦИЙ ЛЕТАТЕЛЬНЫХ АППАРАТОВ ИЗ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2013 |
|
RU2534362C1 |
| Способ изготовления облицованных древесно-стружечных плит | 1986 |
|
SU1428579A1 |
| Линия для изготовления древесного слоистого материала (и ее варианты) | 1982 |
|
SU1021608A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНЫХ СЛОИСТЫХ МАТЕРИАЛОВ ПРИ ИСПОЛЬЗОВАНИИ БЫСТРООТВЕРЖДАЮЩИХСЯ КЛЕЕВ ПРИ ТЕМПЕРАТУРЕ ОКРУЖАЮЩЕЙ СРЕДЫ | 2006 |
|
RU2413614C2 |
Изобретение относится к деревообрабатывающей отрасли промышленности, в частности к производству фанеры. Пресс для склеивания шпона с ферромагнитной клеевой композицией содержит установленные одна над другой плиты с нагревательными элементами. Нагревательный элемент выполнен в виде многовиткового овального индуктора из гибкого проводника, прямолинейные участки витков индуктора размещены в верхней и нижней неферромагнитных плитах пресса, а гибкие торцовые петлевые участки витков индуктора вынесены за боковые поверхности плит и позволяют обеспечить взаимное перемещение плит при загрузке, запрессовке и выгрузке пакета шпона. При этом нагрев ферромагнитной клеевой композиции осуществляется бесконтактно в продольном низкочастотном магнитном поле индуктора без потерь тепла в объеме древесины пакета. Обеспечивается бесконтактный нагрев и полимеризация клеевой композиции пакета шпона без потерь тепла в объеме древесины пакета. 4 ил.
Пресс для склеивания шпона с ферромагнитной клеевой композицией, содержащий установленные одна над другой плиты с нагревательными элементами, отличающийся тем, что нагревательный элемент выполнен в виде многовиткового овального индуктора из гибкого проводника, прямолинейные участки витков индуктора размещены в верхней и нижней неферромагнитных плитах пресса, а гибкие торцовые петлевые участки витков индуктора вынесены за боковые поверхности плит и позволяют обеспечить взаимное перемещение плит при загрузке, запрессовке и выгрузке пакета шпона, при этом нагрев ферромагнитной клеевой композиции осуществляется бесконтактно в продольном низкочастотном магнитном поле индуктора без потерь тепла в объеме древесины пакета.
| WO 9630177 A1, 03.10.1996 | |||
| Устройство для термической правки пильного диска круглой пилы | 2018 |
|
RU2677449C1 |
| Двухленточный пресс | 1988 |
|
SU1757450A3 |
| И. Г. Федорова, К. В. Болтина, Е. Д. Трошина, Е.И. Якубович, Н. М. Румянцев, Г. А. Беляев, А. И. Федотов, Б.И. Поляков, В. С. Журавский, Н. М. Минаев, Д. И. Филимо#ввт- | 0 |
|
SU338416A1 |
| US 5628860 A1, 13.05.1997. | |||

