Изобретение относится к металлургии, в частности к конструкции футеровки разливочного ковша для проведения модифицирующей обработки расплава чугуна «легкими» ФСМг-лигатурами при изготовлении высокопрочного чугуна и чугуна с вермикулярным графитом и его заливки по формам.
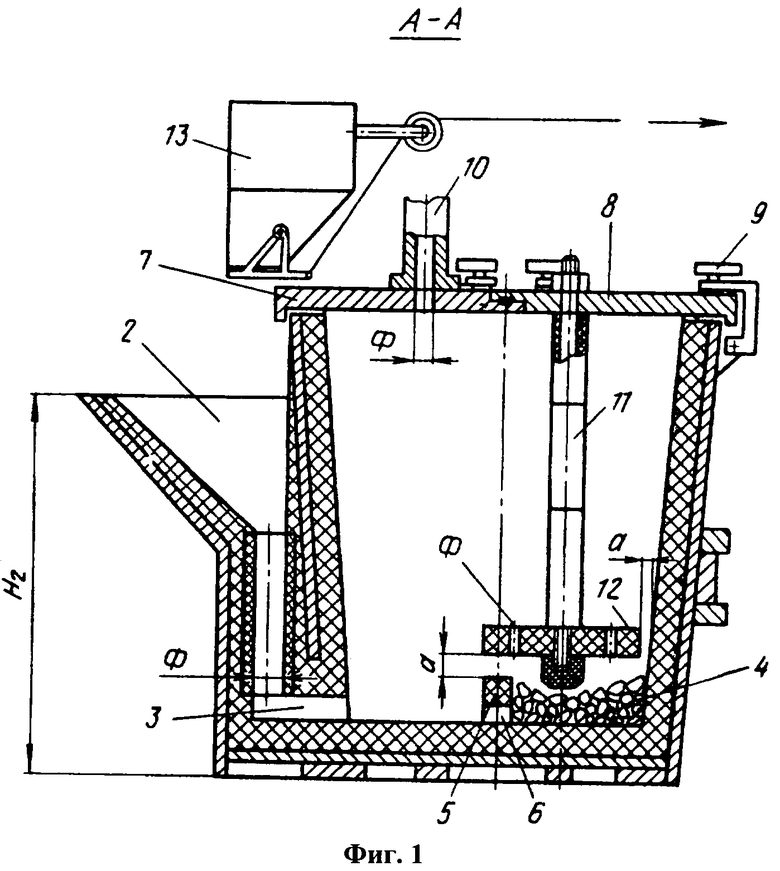
Известно, что разливочные ковши для сфероидизирующей обработки расплава чугуна «легкими» ФСМг-лигатурами и его разливки по литейным формам имеют однотипную конструкцию футеровки с плоским днищем и небольшим уклоном к нижнему краю внутреннего отверстия сифона для удобства слива остатков расплава чугуна в изложницу (фиг.1). Разливочные ковши с таким устройством футеровки используются, в частности, в чугунолитейных производствах ОАО «АВТОВАЗ» и ОАО «КАМАЗ». Для процесса сфероидизирующего модифицирования расплава чугуна в используемых разливочных ковшах характерны следующие объективные недостатки: «легкая» лигатура вводится на днище ковша вручную, не укрывается защитным покрытием из стальной, чугунной стружки или графитизирующего модификатора по причине его сползания с наклонной поверхности навески лигатуры, из-за отсутствия реакционного кармана распределяется неравномерным слоем, что вызывает размывание, всплывание части ее навески на поверхность расплава чугуна и сгорание в контакте с воздухом. При этом степень усвоения «легких» лигатур в разливочных ковшах с исходной конструкцией футеровки составляет не более 50% из-за ее чувствительности к темпу наполнения разливочного ковша расплавом чугуна из печи ожидания, так как и при сильной (заполнение ковша менее чем за 30 секунд), и при слабой (заполнение ковша более чем за 60 секунд) струе происходит значительный вынос непрореагировавшей с чугуном «легкой» лигатуры на поверхность расплава и ее сгорание.
Задачами настоящего изобретения является повышение усвоения магния расплавом чугуна из «легкой» лигатуры, снижение ковшевого расхода «легкой» лигатуры, уменьшение размывания навески «легкой» лигатуры струей расплава чугуна из печи ожидания в процессе наполнения разливочного ковша, предупреждение просыпей и неравномерного распределения навески «легкой» лигатуры на днище ковша при ее введении (снижение влияния человеческого фактора), снижение чувствительности к силе напора струи из печи ожидания (времени наполнения ковша), облегчение слива остатков расплава чугуна из ковша в изложницу.
Технический результат при осуществлении изобретения заключается в следующем. Для повышения усвоения магния расплавом чугуна из «легкой» лигатуры (≥0,005%) и соответственно снижения ковшевого расхода «легкой» лигатуры, уменьшения ее размывания струей расплава чугуна из печи ожидания в процессе наполнения разливочного ковша, предупреждения просыпей и неравномерного распределения навески «легкой» лигатуры на днище ковша при ее введении (снижение влияния человеческого фактора), снижения чувствительности к силе напора струи из печи ожидания (времени наполнения ковша), облегчения слива остатков расплава чугуна из ковша в изложницу предлагается изменить конструкцию футеровки разливочного ковша с плоским днищем следующим образом: при набивке обеспечить равномерный прямолинейный уклон плоскости днища разливочного ковша от нижнего края внутреннего отверстия сифона до нижнего окончания противоположной стенки (фиг.2).
Из известного уровня техники аналоги не выявлены. Поставленные задачи решаются посредством изменения устройства футеровки разливочного ковша, заключающегося в том, что при набивке формируется равномерный прямолинейный уклон из футеровочного материала на днище разливочного ковша от нижнего края внутреннего отверстия сифона до нижнего окончания противоположной стенки (фиг.2).
Исследования, проведенные по источникам патентной и научно-технической информации, показали, что заявляемое устройство футеровки разливочного ковша неизвестно и явным образом не следует из изученного уровня техники, то есть соответствует критериям «новизна» и «изобретательский уровень».
Заявляемое устройство футеровки разливочного ковша может быть использовано в условиях чугунолитейного производства и соответствует критерию «промышленная применимость».
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОВШЕВОГО СФЕРОИДИЗИРУЮЩЕГО МОДИФИЦИРОВАНИЯ ВЫСОКОПРОЧНЫХ ЧУГУНОВ | 2012 |
|
RU2525870C2 |
| Способ сфероидизирующего модифицирования высокопрочных чугунов в барабанном ковше | 2024 |
|
RU2834662C1 |
| СПОСОБ КОВШОВОГО МОДИФИЦИРОВАНИЯ РАСПЛАВА ЧУГУНА ЛЕГКИМИ МАГНИЙСОДЕРЖАЩИМИ ЛИГАТУРАМИ | 2012 |
|
RU2500819C2 |
| СПОСОБ ИЗМЕЛЬЧЕНИЯ ГРАФИТНЫХ ВКЛЮЧЕНИЙ В ВЫСОКОПРОЧНОМ ЧУГУНЕ | 2008 |
|
RU2402617C2 |
| Устройство для модифицирующей обработки жидкого чугуна | 1987 |
|
SU1608227A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ ИЗ ЧУГУНА ВАГРАНОЧНОЙ ПЛАВКИ С ТЕМПЕРАТУРОЙ РАСПЛАВА НИЖЕ 1300°С | 1996 |
|
RU2110582C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА С ВЕРМИКУЛЯРНЫМ ГРАФИТОМ | 1990 |
|
RU2016073C1 |
| Способ получения высокопрочного чугуна | 1985 |
|
SU1399349A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ЧУГУНА С ВЕРМИКУЛЯРНЫМ ГРАФИТОМ ВНУТРИФОРМЕННЫМ МОДИФИЦИРОВАНИЕМ ЛИГАТУРАМИ СИСТЕМЫ Fe-Si-РЗМ | 2012 |
|
RU2497954C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ЧУГУНА | 1992 |
|
RU2016079C1 |
Изобретение относится к металлургии и литейному производству и может быть при получении высокопрочного чугуна с шаровидной и вермикулярной формой графита. Ковш содержит сифон и футеровку. Днище 1 ковша выполнено с уклоном от внутреннего отверстия 4 сифона до нижнего окончания противоположной стенки 2. В углубление, образуемое днищем и стенкой ковша, перед наполнением ковша расплавов чугуна вводят навеску сфероидизирующего модификатора 3. Обеспечивается повышение степени усвоения магния из лёгких ФСМг-лигатур в расплаве чугуна и качества сфероидизирующей обработки чугуна. 2 ил.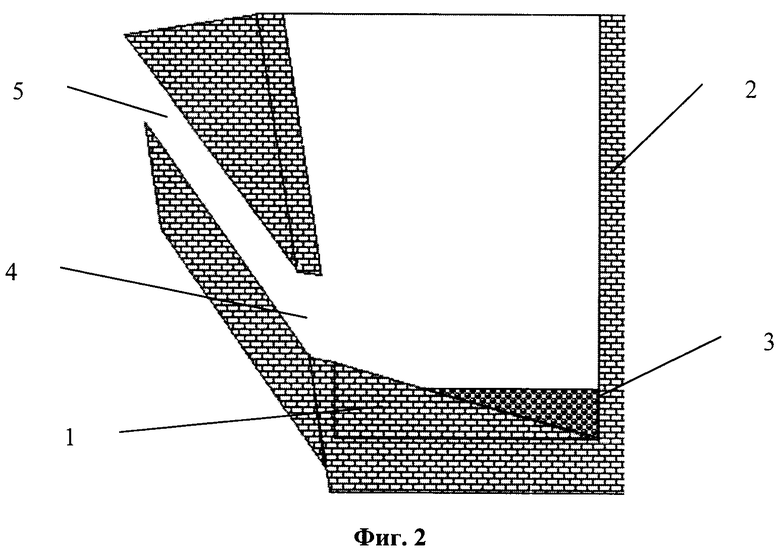
Ковш для проведения сфероидизирующего модифицирования расплава чугуна легкими лигатурами и его разливки, содержащий сифон и футеровку, отличающийся тем, что футеровка на днище ковша выполнена с равномерным прямолинейным уклоном от внутреннего отверстия сифона до нижнего конца противоположной стенки.
| Способ модифицирования чугуна и ковш для его реализации | 1986 |
|
SU1425212A1 |
| Ковш для модифицирования и заливки высокопрочного чугуна | 1983 |
|
SU1096030A1 |
| Установка для модифицирования сплавов | 1975 |
|
SU539949A1 |
| КОМПОЗИЦИИ И УСТРОЙСТВА | 2009 |
|
RU2505282C2 |

