Область техники
Настоящее изобретение относится к области техники кромкофрезерных станков и, в частности, к автоматическому кромкофрезерному станку с ЧПУ для обработки листовой стали c четырех сторон.
Уровень техники
Кромкофрезерный станок представляет собой специальное оборудование линии по производству прямошовных труб, сваренных дуговой сваркой под флюсом, которое широко применяется в области кораблестроения и производства оборудования для морского строительства и специального оборудования. Кромкофрезерный станок предназначен для фрезерования кромок в направлении длины и ширины стальной трубы, и кроме обработки листовой стали правильной прямоугольной формы он также может фрезеровать края трапециевидных и дугообразных листов и может выполнять автоматическую замену режущего инструмента.
Для обеспечения качества сварки листовой стали необходимо со всех сторон листовой стали обработать сварочные кромки, для чего сегодня на большинстве предприятий-изготовителей применяют ручную газовую резку или полуавтоматическую резку, при этом эффективность резки низкая, а ее качество плохое. Такая ситуация приводит к необходимости использования кромкофрезерного станка для листовой стали. В известных из уровня техники кромкофрезерных станках для листовой стали используются два фрезерных устройства, которые расположены симметрично; входной роликовый конвейер расположен со стороны передних концов двух фрезерных устройств; устройства центрирования листовой стали установлены на входном роликовом конвейере; выходной роликовый конвейер расположен со стороны задних концов двух фрезерных устройств; между двумя фрезеровочными модулями расположена зажимная тележка для листовой стали, которая может перемещаться вперед-назад вместе с листовой сталью.
В настоящее время подобные кромкофрезерные станки могут обрабатывать только две длинные стороны листовой стали и не могут обрабатывать переднюю и заднюю короткие стороны листовой стали, а также не могут обрабатывать края трапециевидных и дугообразных листов, и не могут выполнять автоматическую замену инструмента для листовой стали; их эффективность фрезерования низкая, и ими нельзя выполнять обработку краев специфических листов, что влияет на ритм последующего производства; при пассивном профилировании за счет качания угол фрезеруемой кромки будет изменяться в зависимости от подъемов и впадин на поверхности листа листовой стали.
Технические задачи
С учетом рассмотренных выше недостатков в существующей технологии производства заявителями предложен автоматический кромкофрезерный станок с ЧПУ для обработки листовой стали c четырех сторон, характеризующийся рациональной конструкцией, в котором благодаря установке вращающегося фрезерного устройства и центрирующих зажимных устройств может осуществляться автоматическое фрезерование четырех краев листовой стали, при этом повышаются производственная эффективность и ритм производственной линии по фрезерованию листовой стали; при этом фрезеровочный модуль снабжен устройством обеспечения движения коробки скоростей вверх-вниз, так что режущий диск может совершать движения вверх-вниз вместе с коробкой скоростей, что обеспечивает возможность компенсации фрезеровочным механизмом плоскостности листовой стали, чем повышается качество фрезерования; режущий диск кромкофрезерного станка при вертикальном активном профилировании формы, может точно обеспечивать угол фрезеруемой кромки листовой стали.
Техническое решение
Техническое решение, принятое в соответствии с настоящим изобретением, состоит в следующем:
Автоматический кромкофрезерный станок с ЧПУ для обработки листовой стали c четырех сторон содержит входной роликовый конвейер для перемещения листовой стали, который на выходной стороне последовательно соединен с фрезеровочным модулем и выходным роликовым конвейером, при этом в области расположения оси центров входного роликового конвейера и выходного роликового конвейера выполнена колея, на которой расположена выполненная с возможностью перемещения зажимная тележка, при этом входной роликовый конвейер и выходной роликовый конвейер на двух сторонах снабжены центрирующими зажимными устройствами, передними концами соединенными с центрирующими устройствами, которые расположены на двух сторонах входного роликового конвейера, при этом центрирующие зажимные устройства выполнены с возможностью центрирования листовой стали, а входной роликовый конвейер в верхней части снабжен равномерно и симметрично расположенными подъемными устройствами, при этом фрезеровочный модуль содержит вращающееся фрезерное устройство и фрезерное устройство, под фрезеровочным модулем расположено жестко установленное массивное основание, причем фрезеровочный модуль посредством направляющего рельса и ползуна установлен с возможностью взаимодействия с жестко установленным массивным основанием и выполнен с возможностью возвратно-поступательного прямолинейного движения вдоль направляющего рельса на жестко установленном массивном основании посредством серводвигателя, а указанное вращающееся фрезерное устройство содержит первое перемещаемое основание, которое посредством направляющего рельса и ползуна установлено с возможностью взаимодействия с жестко установленным массивным основанием, причем первое перемещаемое основание посредством первого приводного двигателя обеспечивает движущую силу для возвратно-поступательного прямолинейного движения на жестко установленном массивном основании вдоль направляющего рельса, при этом первое перемещаемое основание верхней частью посредством опорно-поворотного подшипника установлено с возможностью взаимодействия с вращающимся диском, который за счет приведения в действие четвертым приводным двигателем совершает вращательное движение на 360° и своей верхней частью посредством направляющей и направляющего элемента установлен с возможностью взаимодействия с подвижной рамой, при этом подвижная рама посредством второго приводного двигателя обеспечивает движущую силу для совершения прямолинейного движения вдоль направляющей, причем внутри подвижной рамы установлена первая коробка скоростей, а на внешних боковых стенках подвижной рамы симметрично установлены третьи приводные двигатели, при этом два третьих приводных двигателя выходными концами соединены соответственно с двумя первыми шарико-винтовыми парами, каждая первая шарико-винтовая пара взаимодействует с первой гайкой, две первые гайки симметрично установлены на внешней боковой стенке первой коробки скоростей, два третьих приводных двигателя соответственно приводят в действие соответствующие первые шарико-винтовые пары с обеспечением движения вверх-вниз первой коробки скоростей, а главный вал первой коробки скоростей соединен с первым режущим диском, причем первая коробка скоростей посредством серводвигателя обеспечивает движущую силу для приведения во вращение первого режущего диска, установленного на переднем конце подвижной рамы, при этом подвижная рама на переднем конце снабжена первым верхним нажимным роликом и соответствующим первым нижним опорным роликом, установленным из условия, что первый верхний нажимной ролик и первый нижний опорный ролик фиксируют листовую сталь для фрезерования первым режущим диском краев листовой стали, при этом по полуокружности вращающегося диска равномерно распределены три стопора, из которых два соседних стопора относительно центра вращения вращающегося диска расположены под 90°, при этом подвижная рама в верхней части снабжена тормозными клиньями, соответствующими указанным стопорам из условия, что после поворачивания вращающегося диска в определенное положение тормозные клинья и стопоры входят в зацепление друг с другом с фиксированием положения вращающегося диска.
В качестве еще одного усовершенствования вышеуказанного технического решения:
фрезерное устройство содержит второе перемещаемое основание, которое посредством направляющего рельса и ползуна установлено с возможностью взаимодействия с жестко установленным массивным основанием, на боковой части которого установлен пятый приводной двигатель, обеспечивающий посредством резьбового стержня совершение вторым перемещаемым основанием возвратно-поступательного прямолинейного движения вдоль направляющего рельса, при этом в верхней части второго перемещаемого основания установлена несущая рама внутри которой установлена вторая коробка скоростей, причем на внешней боковой стенке второй коробки скоростей симметрично установлены вторые гайки, а на внешней боковой стенке несущей рамы симметрично установлены шестые приводные двигатели, выходными концами соединенные со вторыми шарико-винтовыми парами, причем вторые шарико-винтовые пары и вторые гайки установлены с возможностью взаимодействия, а шестые приводные двигатели посредством вторых шарико-винтовых пар и вторых гаек обеспечивают движение второй коробки скоростей вверх-вниз, при этом на переднем конце несущей рамы установлен второй режущий диск из условия, что при разрезании длинной стороны листовой стали второй режущий диск и первый режущий диск расположены симметрично, и установлены взаимодействующие друг с другом второй верхний нажимной ролик и второй нижний опорный ролик, обеспечивающие фиксацию листовой стали для фрезерования вторым режущим диском длинной стороны листовой стали.
Указанные центрирующие устройства содержат центрирующее опорное основание, в верхней части которого установлено выполненное с возможностью взаимодействия с ним центрирующее основание, при этом между центрирующим основанием и центрирующим опорным основанием установлена первая направляющая, центрирующее основание выполнено с возможностью приведения в действие посредством приводного двигателя центрирующего устройства для совершения им возвратно-поступательного прямолинейного движения вдоль первой направляющей, при этом два симметрично расположенных центрирующих основания обеспечивают центрирование листовой стали.
Указанные зажимные устройства содержат центрирующее зажимное опорное основание, в верхней части которого установлена вторая направляющая с установленным на ней с возможностью взаимодействия направляющим элементов, при этом центрирующее зажимное опорное основание посредством второй направляющей установлено с возможностью взаимодействия с центрирующим зажимным основанием направляющего элемента, причем центрирующее зажимное основание за счет того, что приводной двигатель центрирующего зажимного устройства обеспечивает движущую силу, совершает возвратно-поступательное прямолинейное движение вдоль второй направляющей, при этом два симметрично расположенных центрирующих зажимных основания обеспечивают центрирование и зажим листовой стали, причем центрирующее зажимное основание обеспечивает зажим листовой стали посредством соответствующих верхнего и нижнего нажимных роликов.
Указанное подъемное устройство содержит подъемное опорное основание, которое установлено с возможностью взаимодействия с опорными роликами посредством качающихся рычагов, симметрично установленных на внешней боковой стенке подъемного опорного основания, при этом опорные ролики установлены над подъемным опорным основанием, в верхней части которого установлен приводной масляный цилиндр, выходным концом соединенный с возможностью поворота с опорным роликом, с возможностью приведения в действие опорных роликов и обеспечения их прямолинейного движения в горизонтальном направлении, при этом качающийся рычаг посредством приводного масляного цилиндра преобразует движущую силу в горизонтальном направлении в движущую силу в вертикальном направлении, обеспечивающую поднятие или опускание опорных роликов.
Зажимная тележка содержит корпус тележки, который посредством роликов взаимодействует с колеей, и на своей внутренней части снабжен подвижными зажимными элементами и неподвижным зажимным элементом, при этом между подвижными зажимными элементами и неподвижным зажимным элементом установлена вакуумная присоска, подвижные зажимные элементы выполнены с возможностью приведения в действие посредством приводных двигателей подвижных зажимных элементов для совершения ими возвратно-поступательного прямолинейного движения, а корпус тележки на обоих концах снабжен амортизатором и выполнен с возможностью совершения им возвратно-поступательного линейного движения вдоль роликовой колеи посредством серводвигателя.
Над жестко установленным массивным основанием установлено устройство автоматической замены режущего диска, при этом на двух сторонах жестко установленного массивного основания установлены устройства удаления стружки.
Устройство автоматической замены режущего диска содержит две опорные рамы, расположенные снаружи жестко установленного массивного основания, которые в верхней части соединены с поперечной балкой, при этом на поперечной балке установлен элемент захвата режущего диска, выполненный с возможностью взаимодействия с ней, а элемент захвата режущего диска выполнен с возможностью перемещения на поперечной балке, причем на одной стороне поперечной балки расположена рама для размещения режущих дисков.
Кромкофрезерный станок снабжен гидравлической станцией.
Кромкофрезерный станок содержит пункт управления, в котором использована система управления Siemens 840D.
Преимущества
Изобретение обладает следующими полезными эффектами:
Конструкция согласно настоящему изобретению является компактной, рациональной и удобной в эксплуатации, при этом благодаря установке вращающегося фрезерного устройства и центрирующих зажимных устройств может осуществляться автоматическое фрезерование четырех краев листовой стали, при этом повышаются производственная эффективность и ритм производственной линии по фрезерованию листовой стали; при этом фрезеровочный модуль снабжен устройством обеспечения движения коробки скоростей вверх-вниз, так что режущий диск может совершать движения вверх-вниз вместе с коробкой скоростей, что обеспечивает возможность компенсации фрезеровочным механизмом плоскостности листовой стали, благодаря чему повышается качество фрезерования.
Настоящее изобретение также обладает следующими преимуществами:
(1) Фрезеровочный модуль согласно настоящему изобретению снабжен перемещаемым основанием, так что фрезеровочный механизм может обрабатывать листовую сталь с трапециевидными и дугообразными краями листа, что расширяет область применения фрезеровочного механизма.
(2) Благодаря тому, что согласно настоящему изобретению предусмотрено устройство автоматической замены режущего диска, возможно в зависимости от предварительно установленного числа применений автоматически заменять режущие диски во фрезеровочном модуле, чем обеспечивается качество фрезерования и повышается производственная эффективность.
(3) Конструкция согласно настоящему изобретению спроектирована рациональной, при этом с помощью одной фрезеровочной линии можно фрезеровать четыре края листа листовой стали, благодаря чему сокращаются производственные расходы.
(4) В настоящем изобретении посредством приводного двигателя обеспечивается движение коробки скоростей вверх-вниз внутри подвижной рамы, так что режущий диск, соединенный с главным валом коробки скоростей, может активно совершать движения вверх-вниз по подъемам и впадинам поверхности листа листовой стали, за счет чего точно обеспечивается угол фрезеруемой кромки листовой стали.
Описание прилагаемых графических материалов
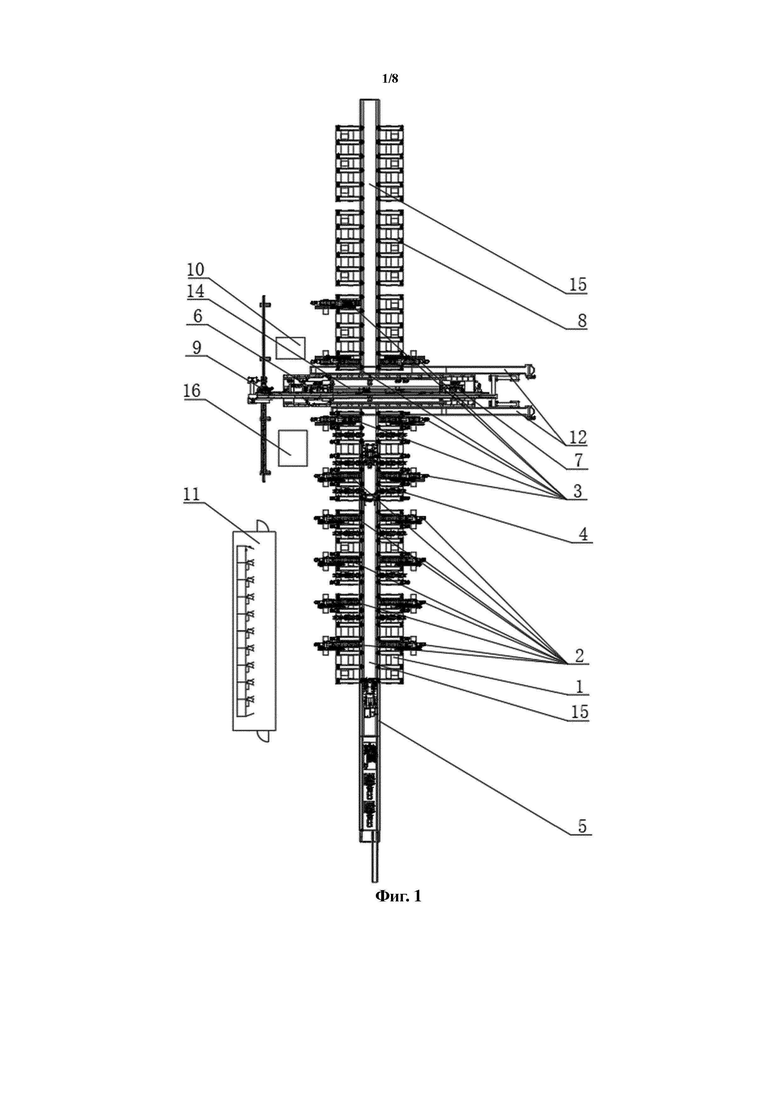
На фиг. 1 представлено схематическое изображение конструкции согласно настоящему изобретению.
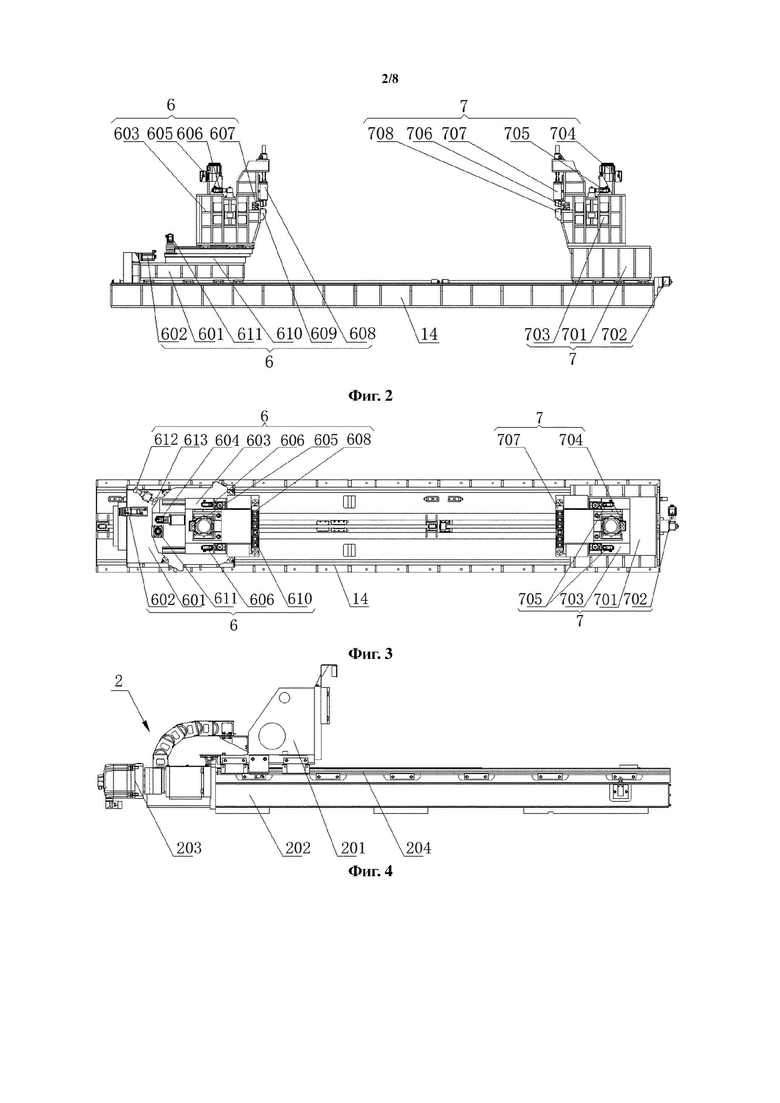
На фиг. 2 представлено изображение спереди фрезеровочного модуля согласно настоящему изобретению.
На фиг. 3 представлено изображение сверху по фиг. 2.
На фиг. 4 представлено изображение спереди центрирующего устройства согласно настоящему изобретению.
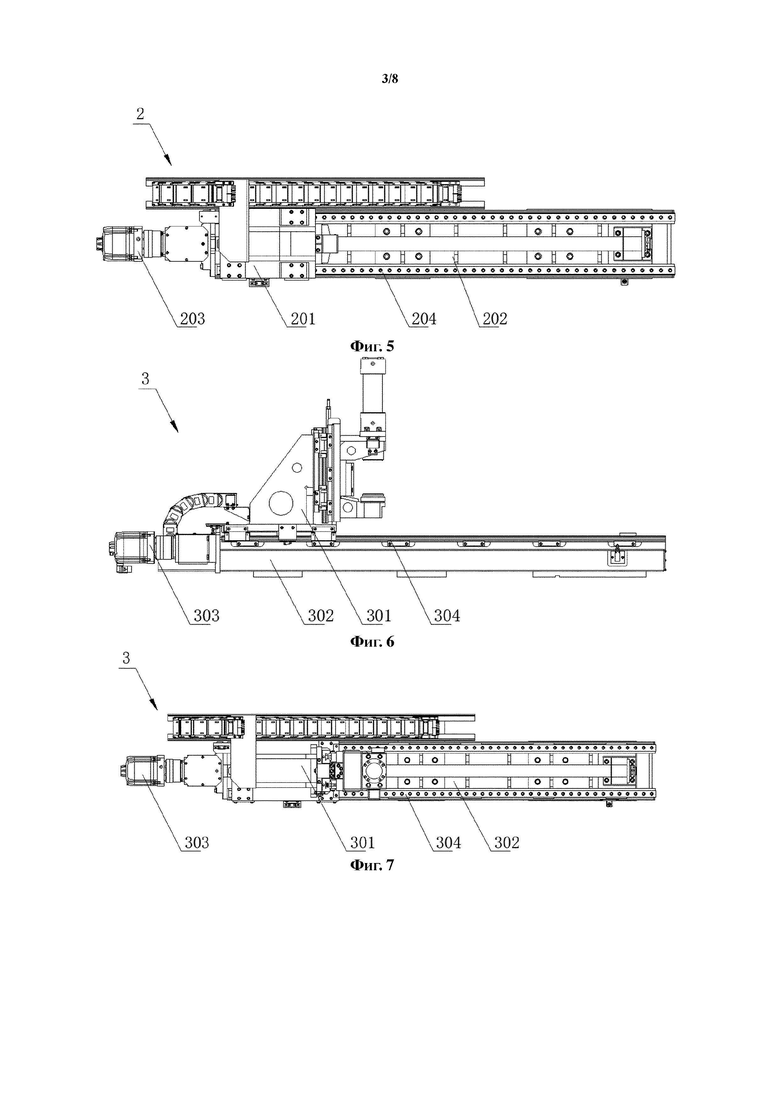
На фиг. 5 представлено изображение сверху по фиг. 4.
На фиг. 6 представлено изображение спереди центрирующего зажимного устройства согласно настоящему изобретению.
На фиг. 7 представлено изображение сверху по фиг. 5.
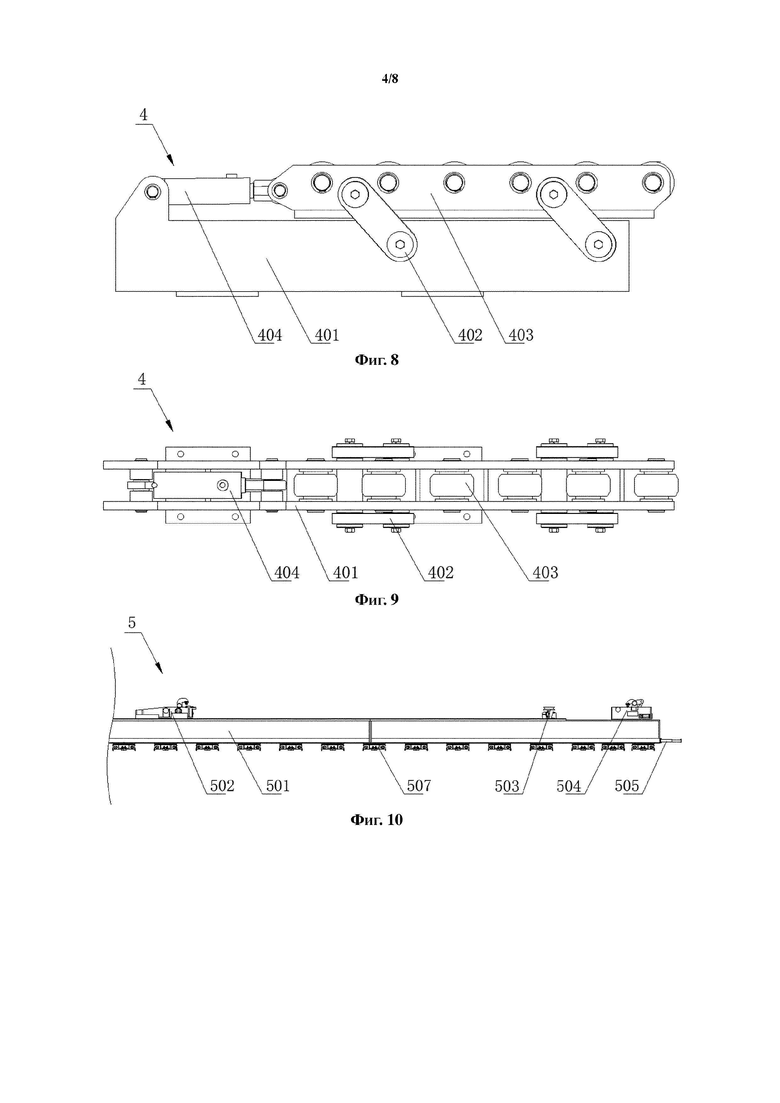
На фиг. 8 представлено изображение спереди подъемного устройства согласно настоящему изобретению.
На фиг. 9 представлено изображение сверху по фиг. 8.
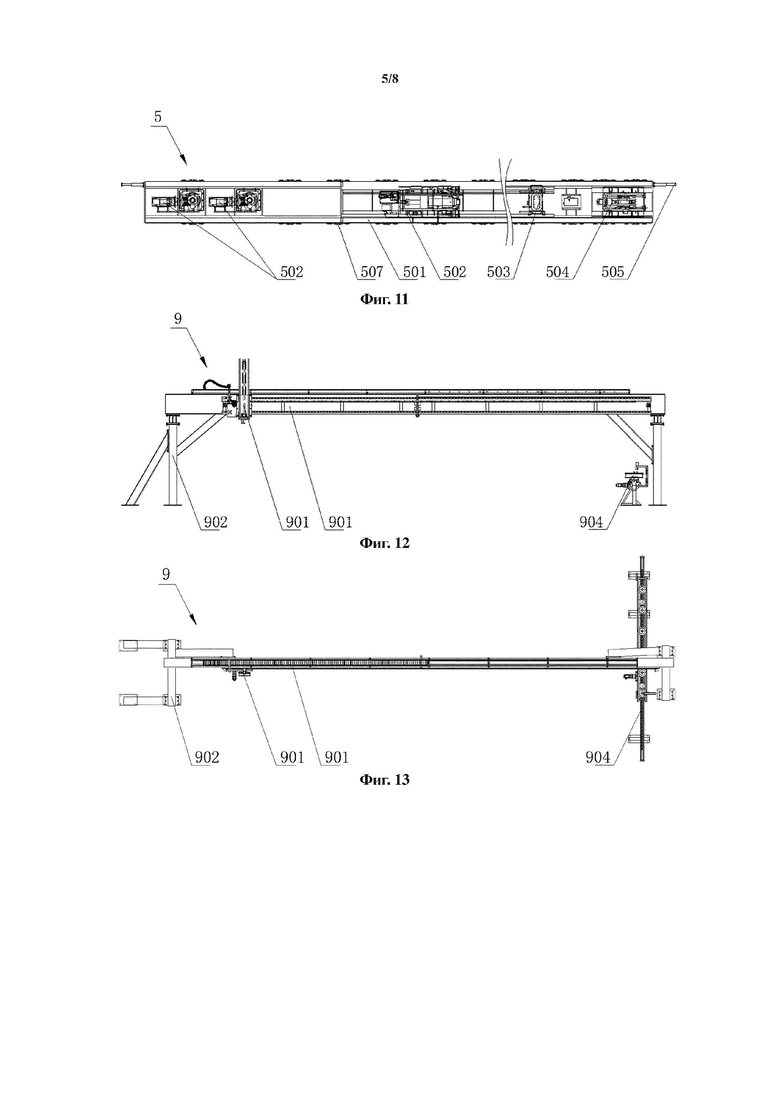
На фиг. 10 представлено изображение спереди зажимной тележки согласно настоящему изобретению.
На фиг. 11 представлено изображение сверху зажимной тележки согласно настоящему изобретению.
На фиг. 12 представлено изображение спереди устройства автоматической замены режущего диска согласно настоящему изобретению.
На фиг. 13 представлено изображение сверху по фиг. 12.
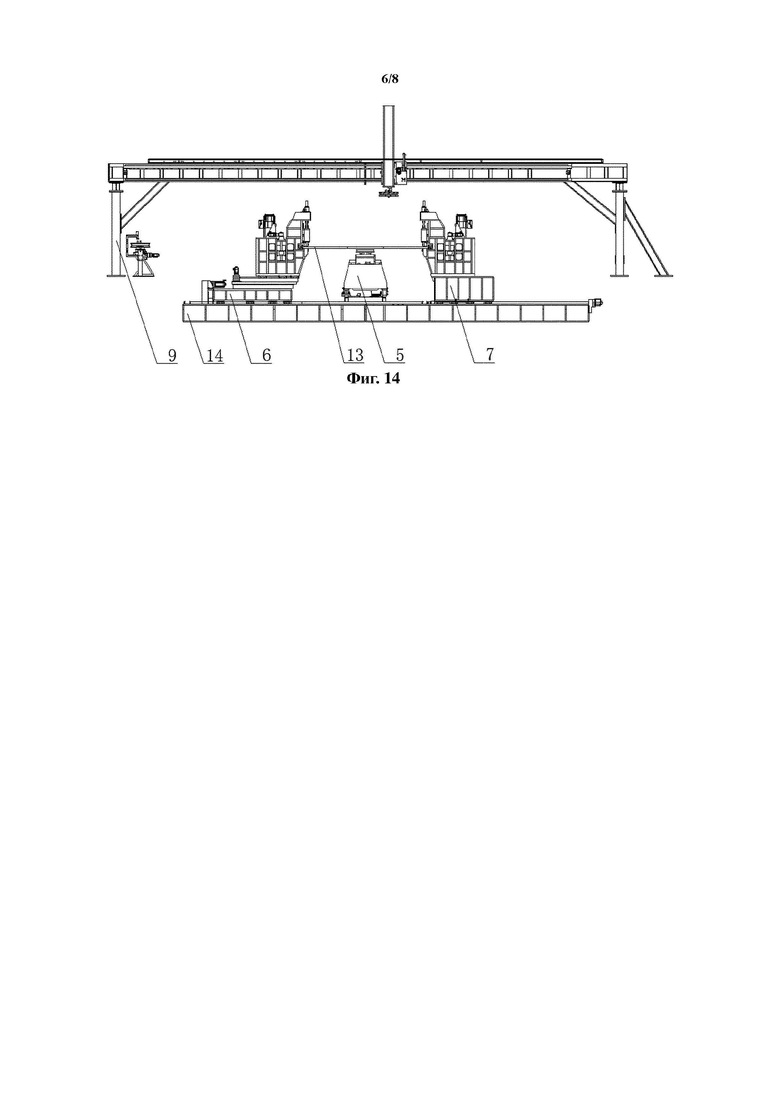
На фиг. 14 представлено схематическое изображение настоящего изобретения во время фрезерования длинной стороны листовой стали.
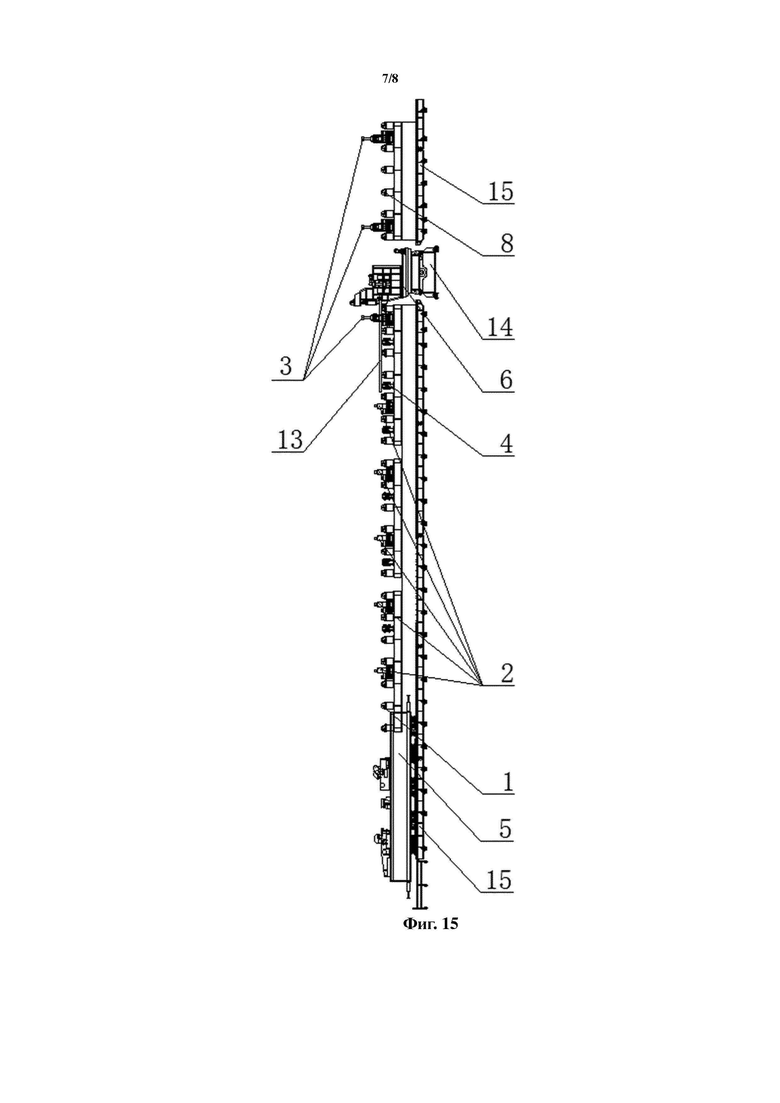
На фиг. 15 представлено схематическое изображение настоящего изобретения во время фрезерования одной короткой стороны листовой стали.
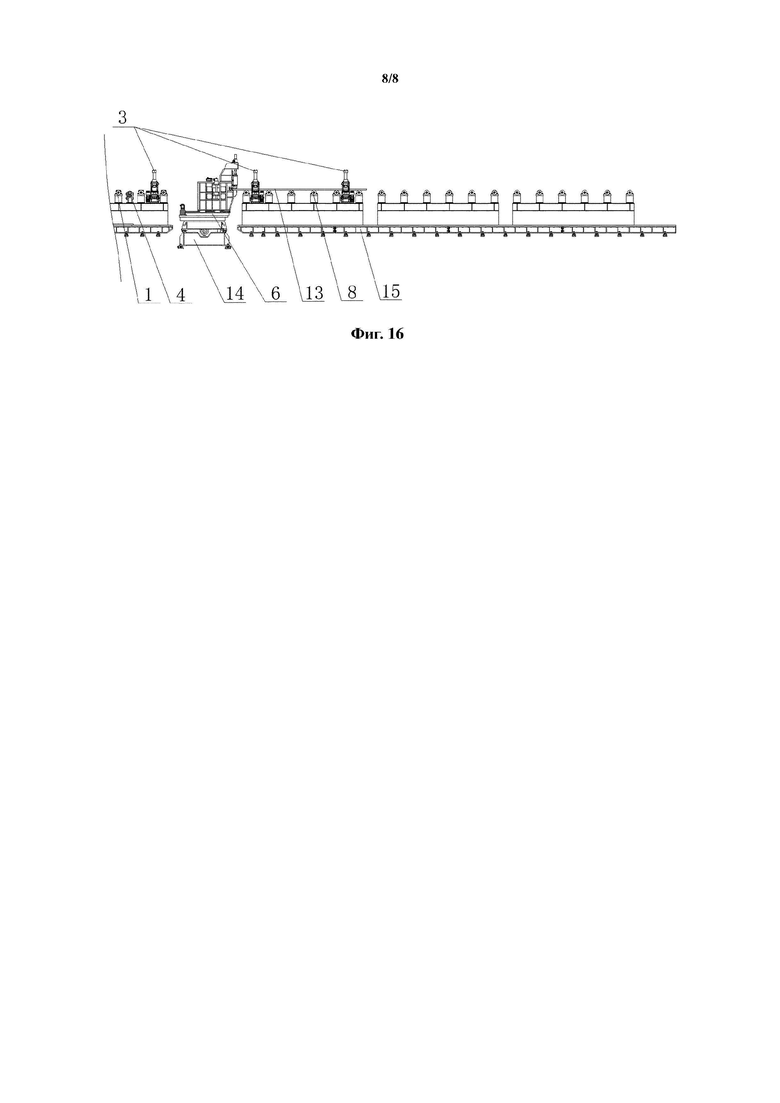
На фиг. 16 представлено схематическое изображение настоящего изобретения во время фрезерования другой короткой стороны листовой стали.
Обозначения на фигурах: 1 - входной роликовый конвейер; 2 - центрирующее устройство; 3 - центрирующее зажимное устройство; 4 - подъемное устройство; 5 - зажимная тележка; 6 - вращающееся фрезерное устройство; 7 - фрезерное устройство; 8 - выходной роликовый конвейер; 9 - устройство автоматической замены режущего диска; 10 - гидравлическая станция; 11 - пункт управления; 12 - устройство удаления стружки; 13 - листовая сталь; 14 - жестко установленное массивное основание; 15 - колея; 16 - пульт управления;
201 - центрирующее основание; 202 - центрирующее опорное основание; 203 - приводной двигатель центрирующего устройства; 204 - первая направляющая;
301 - центрирующее зажимное основание; 302 - центрирующее зажимное опорное основание; 303 - приводной двигатель центрирующего зажимного устройства; 304 - вторая направляющая;
401 - подъемное опорное основание; 402 - качающийся рычаг; 403 - опорный ролик; 404 - приводной масляный цилиндр;
501 - корпус тележки; 502 - подвижные зажимные элементы; 503 - вакуумная присоска; 504 - неподвижный зажимный элемент; 505 - амортизатор; 506 - приводные двигатели подвижных зажимных элементов; 507 - ролик;
601 - первое перемещаемое основание; 602 - первый приводной двигатель; 603 - подвижная рама; 604 - второй приводной двигатель; 605 - первая коробка скоростей; 606 - третий приводной двигатель; 607 - первый режущий диск; 608 - первый верхний нажимной ролик; 609 - первый нижний опорный ролик; 610 - вращающийся диск; 611 - четвертый приводной двигатель; 612 - тормозной клин; 613 - стопор; 614 - первая шарико-винтовая пара; 615 - первая гайка;
701 - второе перемещаемое основание; 702 - пятый приводной двигатель; 703 - несущая рама; 704 - вторая коробка скоростей; 705 - шестые приводные двигатели; 706 - второй режущий диск; 707 - второй верхний нажимной ролик; 708 - второй нижний опорный ролик; 709 - вторая шарико-винтовая пара; 710 - вторая гайка;
901 - элемент захвата режущего диска; 902 - опорная рама; 903 - поперечная балка; 904 - рама для размещения режущих дисков.
Предпочтительные способы осуществления настоящего изобретения
Ниже со ссылками на прилагаемые графические материалы описаны конкретные способы осуществления настоящего изобретения.
Как показано на фиг. 1-16, автоматический кромкофрезерный станок с ЧПУ для обработки листовой стали c четырех сторон содержит входной роликовый конвейер 1, предназначенный для перемещения листовой стали 13; входной роликовый конвейер 1 на выходной стороне последовательно соединен с фрезеровочным модулем и выходным роликовым конвейером 8; в области расположения оси центров входного роликового конвейера 1 и выходного роликового конвейера 8 предусмотрена колея 15; на колее 15 расположена выполненная с возможностью перемещения зажимная тележка 5; входной роликовый конвейер 1 и выходной роликовый конвейер 8 на двух сторонах дополнительно снабжены несколькими центрирующими зажимными устройствами 3; центрирующие зажимные устройства 3 передними концами соединены с несколькими центрирующими устройствами 2; центрирующие устройства 2 расположены на двух сторонах входного роликового конвейера 1; центрирующие зажимные устройства 3 центрируют листовую сталь 13 и удерживают листовую сталь 13; входной роликовый конвейер 1 в верхней части снабжен множеством равномерно симметрично расположенных подъемных устройств 4; фрезеровочный модуль содержит вращающееся фрезерное устройство 6 и фрезерное устройство 7; под фрезеровочным модулем расположено жестко установленное массивное основание 14; фрезеровочный модуль посредством направляющего рельса и ползуна установлен с возможностью взаимодействия с жестко установленным массивным основанием 14; фрезеровочный модуль при приведении в действие серводвигателем совершает возвратно-поступательное прямолинейное движение вдоль направляющего рельса на жестко установленном массивном основании 14; конструкция вращающегося фрезерного устройства 6 является следующей: она содержит первое перемещаемое основание 601, при этом первое перемещаемое основание 601 посредством направляющего рельса и ползуна установлено с возможностью взаимодействия с жестко установленным массивным основанием 14; первое перемещаемое основание 601 за счет того, что первый приводной двигатель 602 обеспечивает движущую силу, совершает возвратно-поступательное прямолинейное движение на жестко установленном массивном основании 14 вдоль направляющего рельса; первое перемещаемое основание 601 верхней частью посредством опорно-поворотного подшипника установлено с возможностью взаимодействия с вращающимся диском 610, вращающийся диск 610 за счет приведения в действие четвертым приводным двигателем 611 совершает вращательное движение на 360°; вращающийся диск 610 верхней частью посредством направляющей и направляющего элемента установлен с возможностью взаимодействия с подвижной рамой 603; подвижная рама 603 посредством второго приводного двигателя 604 обеспечивает движущую силу для совершения прямолинейного движения вдоль направляющей; внутри подвижной рамы 603 установлена первая коробка 605 скоростей; на внешних боковых стенках подвижной рамы 603 симметрично установлены третьи приводные двигатели 606, при этом два третьих приводных двигателя 606 выходными концами соединены соответственно с двумя первыми шарико-винтовыми парами 614; каждая первая шарико-винтовая пара 614 взаимодействует с первой гайкой 615; две первые гайки 615 симметрично установлены на внешней боковой стенке первой коробки 605 скоростей; два третьих приводных двигателя 606 соответственно приводят в действие соответствующие первые шарико-винтовые пары 614 с обеспечением движения вверх-вниз первой коробки 605 скоростей; главный вал первой коробки 605 скоростей соединен с первым режущим диском 607; первая коробка 605 скоростей посредством серводвигателя обеспечивает движущую силу для приведения первого режущего диска 607 во вращение; первый режущий диск 607 установлен на переднем конце подвижной рамы 603; подвижная рама 603 на переднем конце дополнительно снабжена первым верхним нажимным роликом 608 и соответствующим первым нижним опорным роликом 609; первый верхний нажимной ролик 608 и первый нижний опорный ролик 609 фиксируют листовую сталь 13, чтобы первый режущий диск 607 фрезеровал края листовой стали 13; по полуокружности вращающегося диска 610 равномерно распределены три стопора 613, при этом соседние два стопора 613 относительно центра вращения вращающегося диска 610 расположены под углом 90°; подвижная рама 603 в верхней части снабжена тормозными клиньями 612, соответствующими стопорам 613; после того, как вращающийся диск 610 поворачивается в определенное положение, тормозные клинья 612 и стопоры 613 входят в зацепление друг с другом с фиксированием положения вращающегося диска 610. Входной роликовый конвейер 1 представляет собой несущий элемент для перемещения листовой стали 13, который в основном принимает поступающую с предыдущей производственной операции листовую сталь 13 и перемещает стальную трубу 13 в точку фиксации перед фрезеровочным модулем; центрирующее устройство 2 предназначено для центрирования листовой стали 13 на входном роликовом конвейере 1; центрирующее зажимное устройство 3 предназначено для центрирования листовой стали 13 и зажимания листовой стали 13 при фрезеровании короткой стороны листовой стали 13 для способствования фрезерованию; зажимная тележка 5 предназначена для зажимания листовой стали 13 при фрезеровании двух длинных сторон листовой стали 13; вращающееся фрезерное устройство 6 предназначено для фрезерования длинной стороны и двух коротких сторон листовой стали 13; первое перемещаемое основание 601 при приведении в действие первым приводным двигателем 602 может точно перемещаться на жестко установленном массивном основании 14; вращающийся диск 610 при приведении в действие четвертым приводным двигателем 611 может быть точно зафиксирован на некоторый угол поворота; в механизме подачи вращающегося фрезерного устройства 6 используется взаимодействие серводвигателя с шарико-винтовой парой; первая коробка 605 скоростей установлена внутри подвижной рамы 603 и под действием двух третьих приводных двигателей 606 может совершать движения вверх-вниз внутри подвижной рамы 603, за счет чего может подходить для листовой стали 13 с неровной поверхностью листа, чем повышать качество фрезерования; первый режущий диск 607 установлен на главном вале первой коробки 605 скоростей и приводится в действие посредством серводвигателя, при этом для первого режущего диска 607 использована «сэндвичевая» конструкция, которую удобно регулировать; первый режущий диск 607 расположен на одном конце подвижной рамы 603 рядом с нажимным роликом; первый верхний нажимной ролик 608 и первый нижний опорный ролик 609 предназначены для ограничения положения краев листа листовой стали 13; жестко установленное массивное основание 14 представляет собой сварную конструкцию и предназначено для обеспечения опоры фрезеровочному модулю; выходной роликовый конвейер 8 представляет собой несущий элемент для перемещения листовой стали 13, который в основном принимает листовую сталь 13 после фрезерования и перемещает листовую сталь 13 на следующую производственную операцию.
Конструкция фрезерного устройства 7 является следующей: она содержит второе перемещаемое основание 701, которое посредством направляющего рельса и ползуна установлено с возможностью взаимодействия с жестко установленным массивным основанием 14; на боковой части жестко установленного массивного основания 14 установлен пятый приводной двигатель 702; пятый приводной двигатель 702 посредством резьбового стержня обеспечивает совершение вторым перемещаемым основанием 701 возвратно-поступательного прямолинейного движения вдоль направляющего рельса; в верхней части второго перемещаемого основания 701 установлена несущая рама 703; внутри несущей рамы 703 установлена вторая коробка 704 скоростей; на внешней боковой стенке второй коробки 704 скоростей симметрично установлены вторые гайки 710; на внешней боковой стенке несущей рамы 703 симметрично установлены шестые приводные двигатели 705; шестые приводные двигатели 705 выходными концами соединены со вторыми шарико-винтовыми парами 709; вторые шарико-винтовые пары 709 и вторые гайки 710 установлены с возможностью взаимодействия; шестые приводные двигатели 705 посредством вторых шарико-винтовых пар 709 и вторых гаек 710 обеспечивают движение второй коробки 704 скоростей вверх-вниз; на переднем конце несущей рамы 703 установлен второй режущий диск 706; при разрезании длинной стороны листовой стали 13 второй режущий диск 706 и первый режущий диск 607 установлены симметрично; на переднем конце несущей рамы 703 установлены взаимодействующие друг с другом второй верхний нажимной ролик 707 и второй нижний опорный ролик 708; второй верхний нажимной ролик 707 и второй нижний опорный ролик 708 фиксируют листовую сталь 13, чтобы второй режущий диск 706 фрезеровал длинную сторону листовой стали 13. Второе перемещаемое основание 701 при приведении в действие пятым приводным двигателем 702 может точно перемещаться на жестко установленном массивном основании 14, при этом установка первого перемещаемого основания 601 и второго перемещаемого основания 701 делает возможным прилегание фрезеровочного модуля к форме листовой стали 13 для фрезерования, так что кромкофрезерный станок может фрезеровать листовую сталь 13 неправильной формы; несущая рама 703 установлена зафиксированной на втором перемещаемом основании 701 посредством болтов; вторая коробка 704 скоростей под действием шестых приводных двигателей 705 аналогично может совершать движение вверх-вниз; для второго режущего диска 706 использованы способ приведения в действие и конструкция, аналогичные использованным для первого режущего диска 607.
Конструкция центрирующего устройства 2 является следующей: она содержит центрирующее опорное основание 202; в верхней части центрирующего опорного основания 202 установлено центрирующее основание 201, выполненное с возможностью взаимодействия с ним; между центрирующим основанием 201 и центрирующим опорным основанием 202 установлена первая направляющая 204; центрирующее основание 201 приводится в действие посредством приводного двигателя 203 центрирующего устройства, чтобы оно совершало возвратно-поступательное прямолинейное движение вдоль первой направляющей 204; два симметрично расположенных центрирующих основания 201 центрируют листовую сталь 13. Центрирующее устройство 2 приводится в действие посредством серводвигателя; в механизме подачи используется взаимодействие резьбового стержня с линейной направляющей, при этом точность позиционирования высокая и фиксация положения надежная.
Конструкция центрирующего зажимного устройства 3 является следующей: она содержит центрирующее зажимное опорное основание 302; в верхней части центрирующего зажимного опорного основания 302 установлена вторая направляющая 304; на второй направляющей 304 установлен направляющий элемент, выполненный с возможностью взаимодействия с ней; центрирующее зажимное опорное основание 302 посредством второй направляющей 304 установлено с возможностью взаимодействия с центрирующим зажимным основанием 301 направляющего элемента; центрирующее зажимное основание 301 за счет того, что приводной двигатель 303 центрирующего зажимного устройства обеспечивает движущую силу, совершает возвратно-поступательное прямолинейное движение вдоль второй направляющей 304; два симметрично расположенных центрирующих зажимных основания 301 центрируют и зажимают листовую сталь 13; центрирующее зажимное основание 301 зажимает листовую сталь 13 посредством соответствующих верхнего и нижнего нажимных роликов. Центрирующее зажимное опорное основание 302 приводится в действие посредством серводвигателя, чтобы оно совершало возвратно-поступательное прямолинейное движение вдоль второй направляющей 304; в механизме подачи используется взаимодействие резьбового стержня с линейной направляющей, при этом точность позиционирования высокая и фиксация положения надежная; установленные на центрирующем зажимном опорном основании 302 верхний и нижний нажимные ролики приводятся в действие посредством масляного цилиндра, при этом надежность высокая.
Конструкция подъемного устройства 4 является следующей: она содержит подъемное опорное основание 401; подъемное опорное основание 401 установлено с возможностью взаимодействия с опорными роликами 403 посредством нескольких качающихся рычагов 402; качающиеся рычаги 402 симметрично установлены на внешней боковой стенке подъемного опорного основания 401; опорные ролики 403 установлены над подъемным опорным основанием 401; в верхней части подъемного опорного основания 401 установлен приводной масляный цилиндр 404; приводной масляный цилиндр 404 выходным концом соединен с опорным роликом 403 с возможностью поворота; приводной масляный цилиндр 404 приводит в действие опорные ролики 403, чтобы они совершали прямолинейное движение в горизонтальном направлении; качающийся рычаг 402 преобразует движущую силу в горизонтальном направлении, которую обеспечивает приводной масляный цилиндр 404, в движущую силу в вертикальном направлении, обеспечивающую поднятие или опускание опорных роликов 403. Подъемное устройство 4 предназначено для подъема листовой стали 13 с центрирующего рольганга для облегчения центрирования листовой стали 13, при этом оно предотвращает царапанье листовой стали 13, и приводится в действие посредством масляного цилиндра, при этом его надежность высокая.
Конструкция зажимной тележки 5 является следующей: она содержит корпус 501 тележки; корпус 501 тележки посредством роликов 507 взаимодействует с колеей 15; корпус 501 тележки на внутренней части снабжен подвижными зажимными элементами 502 и неподвижным зажимным элементом 504; между подвижными зажимными элементами 502 и неподвижным зажимным элементом 504 установлена вакуумная присоска 503; подвижные зажимные элементы 502 приводятся в действие посредством приводных двигателей 506 подвижных зажимных элементов для совершения ими возвратно-поступательного прямолинейного движения; корпус 501 тележки на обоих концах снабжен амортизатором 505; корпус 501 тележки приводится в действие посредством серводвигателя для совершения им возвратно-поступательного линейного движения вдоль роликовой колеи 15. В корпусе 501 тележки использован сварной сборный элемент, который приводится в действие посредством серводвигателя и на котором установлены неподвижный зажимный элемент 504, подвижные зажимные элементы 502 и вакуумная присоска 503; неподвижный зажимный элемент 504 предназначен для зажимной листовой стали 13; подвижные зажимные элементы 502 могут на основании длины листовой стали 13 перемещаться в определенное положение и зажимать листовую сталь 13; вакуумная присоска 503 расположена между неподвижным зажимным элементом 504 и подвижными зажимными элементами 502 и предназначена для способствования стабилизации листовой стали 13; подвижные качающиеся рычаги в верхней части подвижных зажимных элементов 502 и неподвижного зажимного элемента 504 могут качаться вверх-вниз для регулировании высоты подвижных зажимных элементов 502 и неподвижного зажимного элемента 504, так что зажимная тележка 5 может под листовой сталью 13 двигаться вдоль колеи 15 вперед-назад; зажимная тележка 5 снабжена отдельной гидравлической системой, при этом гидравлическая система перемещается вместе с зажимной тележкой 5.
Над жестко установленным массивным основанием 14 установлено устройство 9 автоматической замены режущего диска; на двух сторонах жестко установленного массивного основания 14 установлены устройства 12 удаления стружки. Устройство 12 удаления стружки в основном предназначено для перемещения падающей в процессе фрезерования железной стружки в ящик для сбора железной стружки.
Конструкция устройства 9 автоматической замены режущего диска является следующей: она содержит две опорные рамы 902, расположенные снаружи жестко установленного массивного основания 14; две опорные рамы 902 в верхней части соединены с поперечной балкой 903; на поперечной балке 903 установлен элемент 901 захвата режущего диска, выполненный с возможностью взаимодействия с ней; элемент 901 захвата режущего диска перемещается на поперечной балке 903; на одной стороне поперечной балки 903 расположена рама 904 для размещения режущих дисков. Рама 904 для размещения режущих дисков предназначена для хранения режущего инструмента; элемент 901 захвата режущего диска предназначен для автоматической замены режущего инструмента.
Кромкофрезерный станок снабжен гидравлической станцией 10. В гидравлической системе использованы контрольный клапан Rexroth и насос, и система благодаря проектированию и производству компанией Rexroth стабильна и надежна; гидравлическая станция 10 обеспечивает движущую силу для всех элементов, кроме зажимной тележки 5.
Кромкофрезерный станок дополнительно снабжен пунктом 11 управления; в пункте 11 управления использована система управления Siemens 840D. Используемые в настоящем изобретении приводные двигатели представляют собой серводвигатели; посредством системы ЧПУ обеспечено точное управление движением серводвигателей; в системе ЧПУ использована система Siemens 840D, которая представляет собой оду из самых передовых систем ЧПУ на сегодня, обладает модульной, открытой, гибкой и единой конструкцией, обеспечивает пользователям лучший визуальный интерфейс и опыт оперативного программирования, а также оптимальные возможности сетевой интеграции, может обеспечивать точную фиксацию положения во всех контрольных точках; кроме того, посредством ее модуля устранения промежутков она может обеспечивать создание натяжения между двумя приводами зажимной тележки 5 и устранять промежутки между двумя зубчатыми колесами, чем обеспечивать точность фрезерования.
Рабочий процесс по фрезерованию четырех сторон листовой стали 13 посредством предложенного согласно настоящему изобретению автоматического кромкофрезерного станка с ЧПУ для обработки листовой стали c четырех сторон следующий:
на сенсорный экран пульта 16 управления вводят основные параметры листовой стали 13: ширину, толщину стенки и т.д. - для получения конфигурации;
посредством мостового крана листовую сталь 13 с предыдущей производственной операции переносят на входной роликовый конвейер 1; запускают подъемное устройство 4 для подъема листовой стали 13; посредством центрирующего устройства 2 и центрирующего зажимного устройства 3 центрируют листовую сталь 13 и проверяют ширину листа; подъем листовой стали 13 посредством подъемного устройства 4 перед центрированием может предотвращать царапанье листовой стали 13 в процессе центрирования листовой стали 13;
запускают входной роликовый конвейер 1 и перемещают листовую сталь 13 в точку фиксации перед фрезеровочным модулем;
сначала фрезеруют хвост листа листовой стали 13, то есть одну из ее коротких сторон; запускают центрирующее зажимное устройство 3 для зажимания и фиксирования листовой стали 13, при этом при фрезеровании хвоста листа листовой стали 13 на левой стороне листовой стали 13 устанавливают одно центрирующее зажимное устройство 3, а на правой стороне листовой стали 13 устанавливают два центрирующих зажимных устройства 3;
вращающееся фрезерное устройство 6 в зависимости от короткой стороны листовой стали 13, которую необходимо фрезеровать, определяет угол поворота; когда необходимо фрезеровать хвост листа листовой стали 13, то во вращающемся фрезерном устройстве 6 посредством четвертого приводного двигателя 611 приводят в действие вращающийся диск 610 для поворота по часовой стрелке на 90°, после поворота в определенное положение запускают тормозные клинья 612 для введения их в зацепление со стопорами 613, так чтобы вращающийся диск 610 был зафиксирован в определенном положении; на вращающемся диске 610 установлен масляный цилиндр для фиксирования вращающегося диска 610 с первым перемещаемым основанием 601;
посредством первого приводного двигателя 602 приводят в действие первое перемещаемое основание 601 для перемещения в предварительно установленное начальное положение фрезерования; запускают первый режущий диск 607 для начала фрезерования; в то же время посредством второго приводного двигателя 604 приводят в действие подвижную раму 603, так что вращающееся фрезерное устройство 6 может фрезеровать всю короткую сторону листовой стали 13;
после фрезерования посредством первого приводного двигателя 602 приводят в действие первое перемещаемое основание 601 для перемещения в исходное положение; вращающийся диск 610 поворачивают против часовой стрелки на 90° с возвращением к начальному направлению первого режущего диска 607;
затем фрезеруют две длинные стороны листовой стали 13; запускают зажимную тележку 5; контролируют длину длинной стороны листовой стали 13; сначала перемещают корпус 501 тележки так, что неподвижный зажимный элемент 504 зажимает листовую сталь 13; затем перемещают подвижные зажимные элементы 502 с обеспечением зажимания ними листовой стали 13;
перемещают корпус 501 тележки с обеспечением тем самым перемещения листовой стали 13 в направлении выходной стороны; одновременно запускают первый режущий диск 607 и второй режущий диск 706, и фрезеровочный модуль фрезерует длинную сторону листовой стали 13;
зажимная тележка 5 перемещает листовую сталь 13 в точку фиксации за фрезеровочным модулем, затем листовую сталь 13 размещают на выходном роликовом конвейере 8;
наконец, фрезеруют переднюю часть листа листовой стали 13, то есть другую короткую сторону; запускают центрирующее зажимное устройство 3 для зажимания и фиксирования листовой стали 13; фрезеруют переднюю часть листа листовой стали 13, при этом на левой стороне листовой стали 13 устанавливают два центрирующих зажимных устройства 3, а на правой стороне листовой стали 13 устанавливают одно центрирующее зажимное устройство 3;
вращающееся фрезерное устройство 6 в зависимости от короткой стороны листовой стали 13, которую необходимо фрезеровать, определяет угол поворота; когда необходимо фрезеровать переднюю часть листа листовой стали 13, то во вращающемся фрезерном устройстве 6 посредством четвертого приводного двигателя 611 приводят в действие вращающийся диск 610 для поворота против часовой стрелки на 90°, после поворота в определенное положение запускают тормозные клинья 612 для введения их в зацепление со стопорами 613, так что вращающийся диск 610 зафиксирован в определенном положении; на вращающемся диске 610 установлен масляный цилиндр для фиксирования вращающегося диска 610 с первым перемещаемым основанием 601;
посредством первого приводного двигателя 602 приводят в действие первое перемещаемое основание 601 для перемещения в предварительно установленное начальное положение фрезерования; запускают первый режущий диск 607 для начала фрезерования; в то же время посредством второго приводного двигателя 604 приводят в действие подвижную раму 603, так что вращающееся фрезерное устройство 6 может фрезеровать всю переднюю часть листовой стали 13;
после фрезерования посредством первого приводного двигателя 602 приводят в действие первое перемещаемое основание 601 для перемещения в исходное положение; вращающийся диск 610 поворачивают по часовой стрелке на 0° с возвращением к начальному направлению первого режущего диска 607;
после завершения фрезерования листовую сталь 13 посредством выходного роликового конвейера 8 передают на следующую производственную операцию или поднимают мостовым краном и затем передают на следующую производственную операцию.
Согласно настоящему изобретению посредством вращающегося фрезерного устройства 6 фрезеруются две короткие стороны листовой стали 13, чем решается проблема того, что известные из уровня техники кромкофрезерные станки могут только обрабатывать две длинные стороны листовой стали 13; кроме того, благодаря установке первого перемещаемого основания 601 и второго перемещаемого основания 701 вращающееся фрезерное устройство 6 и фрезерное устройство 7 могут совершать возвратно-поступательное прямолинейное движение в верхней части жестко установленного массивного основания 14, благодаря чему можно фрезеровать листовую сталь 13 неправильной формы; в то же время благодаря установке третьих приводных двигателей 606 и шестых приводных двигателей 705, которые взаимодействуют с шарико-винтовыми парами и гайками, первая коробка 605 скоростей и вторая коробка 704 скоростей могут совершать движение вверх-вниз, за счет чего они могут перемещаться вверх-вниз в зависимости от формы поверхности листовой стали 13, что повышает качество фрезерования; кроме того, устройство 9 автоматической замены режущего диска может быстро менять инструмент, благодаря чему можно фрезеровать кромки разной формы четырех краев листа листовой стали 13.
Описанное выше представляет собой объяснение настоящего изобретения и не является ограничением настоящего изобретения; объем настоящего изобретения ограничен формулой изобретения, при этом в пределах объема защиты настоящего изобретения могут быть предложены разного рода изменения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подготовки листа шпона к склейке на ус и станок кромкофрезерный с узлом фрезерования и устройством нанесения клея для его реализации | 2020 |
|
RU2740321C1 |
| КРОМКОФРЕЗЕРНЫЙ СТАНОК | 2006 |
|
RU2416513C2 |
| Станок ручной для снятия фаски | 2020 |
|
RU2735848C1 |
| ФРЕЗЕРОВОЧНОЕ УСТРОЙСТВО | 2014 |
|
RU2655313C2 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ДЫМОВЫХ ТРУБ | 1989 |
|
RU2071580C1 |
| БЕЗРЕДУКТОРНАЯ ПРИВОДНАЯ МАШИНА ДЛЯ ПОДЪЕМНИКОВ | 1991 |
|
RU2041158C1 |
| САМОХОДНАЯ ДОРОЖНО-ФРЕЗЕРНАЯ МАШИНА | 2003 |
|
RU2308561C2 |
| УСТАНОВКА ДЛЯ ПЕРЕРАБОТКИ ДРЕВЕСИНЫ | 1994 |
|
RU2060875C1 |
| КРОМКОФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ СТАНОК | 2023 |
|
RU2819729C1 |
Изобретение относится к машиностроению и может быть использовано для обработки листовой стали c четырех сторон. Станок содержит входной и выходной роликовые конвейеры, на двух сторонах которых расположены центрирующие зажимные устройства, передними концами соединенные с центрирующими устройствами, которые расположены на двух сторонах входного роликового конвейера. Центрирующие зажимные устройства выполнены с возможностью центрирования и удержания листовой стали. Входной роликовый конвейер в верхней части снабжен равномерно и симметрично расположенными подъемными устройствами. Фрезеровочный модуль содержит вращающееся фрезерное устройство и фрезерное устройство. Над фрезеровочным модулем расположено жестко установленное массивное основание, которое посредством направляющего рельса и ползуна взаимодействует с указанным фрезеровочным модулем, совершающим при приведении в действие серводвигателем возвратно-поступательное прямолинейное движение вдоль направляющего рельса на указанном основании. Обеспечивается автоматическое фрезерование четырех краев листовой стали, повышаются качество и производительность фрезерования листовой стали. 9 з.п. ф-лы, 16 ил.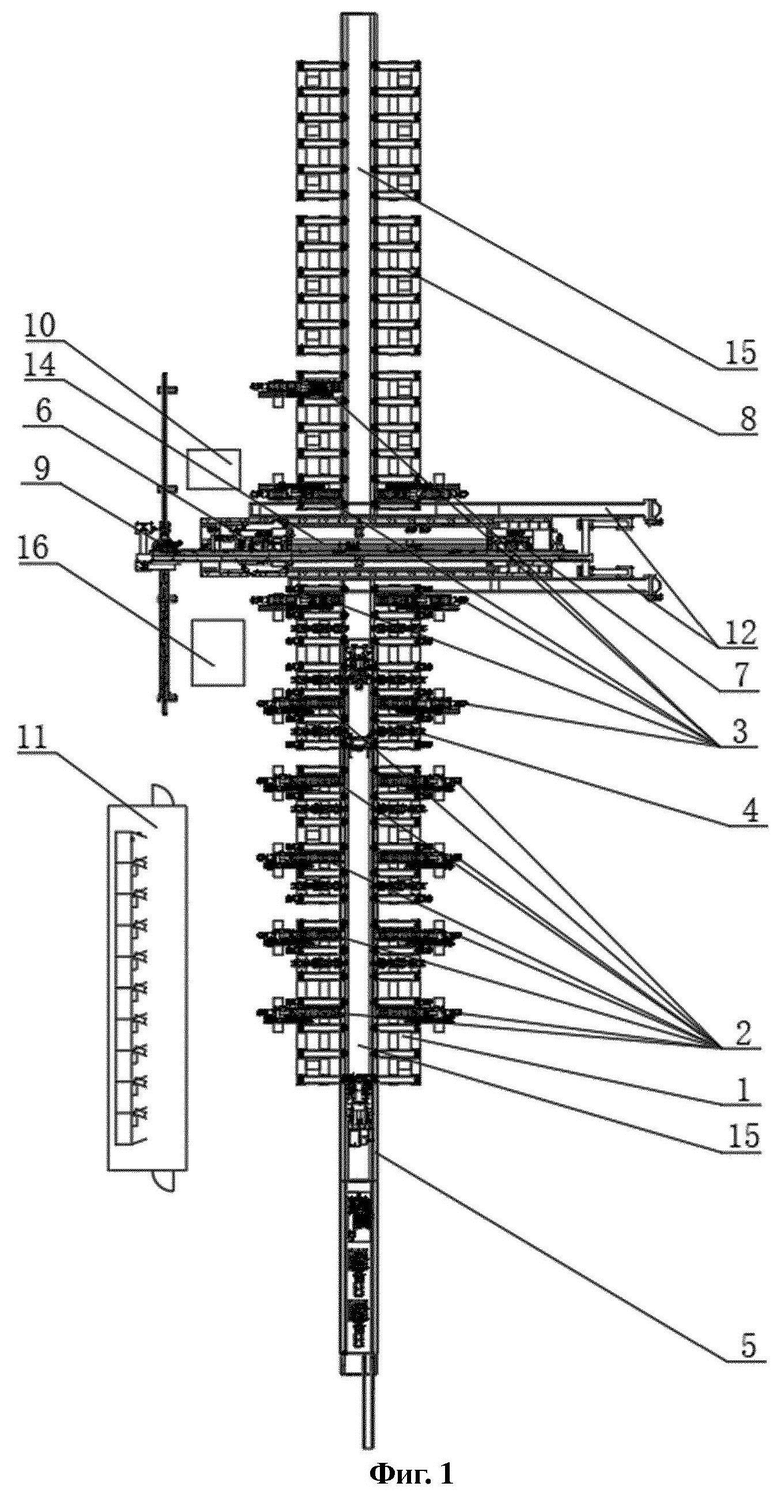
1. Автоматический кромкофрезерный станок с ЧПУ для обработки листовой стали c четырех сторон, содержащий входной роликовый конвейер (1) для перемещения листовой стали (13), который на выходной стороне последовательно соединен с фрезеровочным модулем и выходным роликовым конвейером (8), при этом в области расположения оси центров входного роликового конвейера (1) и выходного роликового конвейера (8) выполнена колея (15), на которой расположена выполненная с возможностью перемещения зажимная тележка (5), отличающийся тем, что входной роликовый конвейер (1) и выходной роликовый конвейер (8) на двух сторонах снабжены центрирующими зажимными устройствами (3), передними концами соединенными с центрирующими устройствами (2), которые расположены на двух сторонах входного роликового конвейера (1), при этом центрирующие зажимные устройства (3) выполнены с возможностью центрирования и удержания листовой стали (13), а входной роликовый конвейер (1) в верхней части снабжен равномерно и симметрично расположенными подъемными устройствами (4), при этом фрезеровочный модуль содержит вращающееся фрезерное устройство (6) и фрезерное устройство (7), под фрезеровочным модулем расположено жестко установленное массивное основание (14), причем фрезеровочный модуль посредством направляющего рельса и ползуна установлен с возможностью взаимодействия с жестко установленным массивным основанием (14) и выполнен с возможностью возвратно-поступательного прямолинейного движения вдоль направляющего рельса на жестко установленном массивном основании (14) посредством серводвигателя, а указанное вращающееся фрезерное устройство (6) содержит первое перемещаемое основание (601), которое посредством направляющего рельса и ползуна установлено с возможностью взаимодействия с жестко установленным массивным основанием (14), причем первое перемещаемое основание (601) посредством первого приводного двигателя (602) обеспечивает движущую силу для возвратно-поступательного прямолинейного движения на жестко установленном массивном основании (14) вдоль направляющего рельса, при этом первое перемещаемое основание (601) верхней частью посредством опорно-поворотного подшипника установлено с возможностью взаимодействия с вращающимся диском (610), который за счет приведения в действие четвертым приводным двигателем (611) совершает вращательное движение на 360° и своей верхней частью посредством направляющей и направляющего элемента установлен с возможностью взаимодействия с подвижной рамой (603), при этом подвижная рама (603) посредством второго приводного двигателя (604) обеспечивает движущую силу для совершения прямолинейного движения вдоль направляющей, причем внутри подвижной рамы (603) установлена первая коробка (605) скоростей, а на внешних боковых стенках подвижной рамы (603) симметрично установлены третьи приводные двигатели (606), при этом два третьих приводных двигателя (606) выходными концами соединены соответственно с двумя первыми шарико-винтовыми парами (614), каждая первая шарико-винтовая пара (614) взаимодействует с первой гайкой (615), две первые гайки (615) симметрично установлены на внешней боковой стенке первой коробки (605) скоростей, два третьих приводных двигателя (606) соответственно приводят в действие соответствующие первые шарико-винтовые пары (614) с обеспечением движения вверх-вниз первой коробки (605) скоростей, а главный вал первой коробки (605) скоростей соединен с первым режущим диском (607), причем первая коробка (605) скоростей посредством серводвигателя обеспечивает движущую силу для приведения во вращение первого режущего диска (607), установленного на переднем конце подвижной рамы (603), при этом подвижная рама (603) на переднем конце снабжена первым верхним нажимным роликом (608) и соответствующим первым нижним опорным роликом (609), установленным из условия, что первый верхний нажимной ролик (608) и первый нижний опорный ролик (609) фиксируют листовую сталь (13) для фрезерования первым режущим диском (607) краев листовой стали (13), при этом по полуокружности вращающегося диска (610) равномерно распределены три стопора (613), из которых два соседних стопора (613) относительно центра вращения вращающегося диска (610) расположены под углом 90°, при этом подвижная рама (603) в верхней части снабжена тормозными клиньями (612), соответствующими указанным стопорам (613) из условия, что после поворачивания вращающегося диска (610) в определенное положение тормозные клинья (612) и стопоры (613) входят в зацепление друг с другом с фиксированием положения вращающегося диска (610).
2. Станок по п. 1, отличающийся тем, что фрезерное устройство (7) содержит второе перемещаемое основание (701), которое посредством направляющего рельса и ползуна установлено с возможностью взаимодействия с жестко установленным массивным основанием (14), на боковой части которого установлен пятый приводной двигатель (702), обеспечивающий посредством резьбового стержня совершение вторым перемещаемым основанием (701) возвратно-поступательного прямолинейного движения вдоль направляющего рельса, при этом в верхней части второго перемещаемого основания (701) установлена несущая рама (703), внутри которой установлена вторая коробка (704) скоростей, причем на внешней боковой стенке второй коробки (704) скоростей симметрично установлены вторые гайки (710), а на внешней боковой стенке несущей рамы (703) симметрично установлены шестые приводные двигатели (705), выходными концами соединенные со вторыми шарико-винтовыми парами (709), причем вторые шарико-винтовые пары (709) и вторые гайки (710) установлены с возможностью взаимодействия, а шестые приводные двигатели (705) посредством вторых шарико-винтовых пар (709) и вторых гаек (710) обеспечивают движение второй коробки (704) скоростей вверх-вниз, при этом на переднем конце несущей рамы (703) установлен второй режущий диск (706) из условия, что при разрезании длинной стороны листовой стали (13) второй режущий диск (706) и первый режущий диск (607) расположены симметрично, и установлены взаимодействующие друг с другом второй верхний нажимной ролик (707) и второй нижний опорный ролик (708), обеспечивающие фиксацию листовой стали (13) для фрезерования вторым режущим диском (706) длинной стороны листовой стали (13).
3. Станок по п. 1, отличающийся тем, что указанные центрирующие устройства (2) содержат центрирующее опорное основание (202), в верхней части которого установлено выполненное с возможностью взаимодействия с ним центрирующее основание (201), при этом между центрирующим основанием (201) и центрирующим опорным основанием (202) установлена первая направляющая (204), центрирующее основание (201) выполнено с возможностью приведения в действие посредством приводного двигателя (203) центрирующего устройства для совершения им возвратно-поступательного прямолинейного движения вдоль первой направляющей (204), при этом два симметрично расположенных центрирующих основания (201) обеспечивают центрирование листовой стали (13).
4. Станок по п. 1, отличающийся тем, что указанные центрирующие зажимные устройства (3) содержат центрирующее зажимное опорное основание (302), в верхней части которого установлена вторая направляющая (304) с установленным на ней с возможностью взаимодействия направляющим элементом, при этом центрирующее зажимное опорное основание (302) посредством второй направляющей (304) установлено с возможностью взаимодействия с центрирующим зажимным основанием (301) направляющего элемента, причем центрирующее зажимное основание (301), за счет того, что приводной двигатель (303) центрирующего зажимного устройства обеспечивает движущую силу, совершает возвратно-поступательное прямолинейное движение вдоль второй направляющей (304), при этом два симметрично расположенных центрирующих зажимных основания (301) обеспечивают центрирование и зажим листовой стали (13), причем центрирующее зажимное основание (301) обеспечивает зажим листовой стали (13) посредством соответствующих верхнего и нижнего нажимных роликов.
5. Станок по п. 1, отличающийся тем, что указанное подъемное устройство (4) содержит подъемное опорное основание (401), которое установлено с возможностью взаимодействия с опорными роликами (403) посредством качающихся рычагов (402), симметрично установленных на внешней боковой стенке подъемного опорного основания (401), при этом опорные ролики (403) установлены над подъемным опорным основанием (401), в верхней части которого установлен приводной масляный цилиндр (404), выходным концом соединенный с возможностью поворота с опорным роликом (403), с возможностью приведения в действие опорных роликов (403) и обеспечения их прямолинейного движения в горизонтальном направлении, при этом качающийся рычаг (402) посредством приводного масляного цилиндра (404) преобразует движущую силу в горизонтальном направлении в движущую силу в вертикальном направлении, обеспечивающую поднятие или опускание опорных роликов (403).
6. Станок по п. 1, отличающийся тем, что зажимная тележка (5) содержит корпус (501) тележки, который посредством роликов (507) взаимодействует с колеей (15) и на своей внутренней части снабжен подвижными зажимными элементами (502) и неподвижным зажимным элементом (504), при этом между подвижными зажимными элементами (502) и неподвижным зажимным элементом (504) установлена вакуумная присоска (503), подвижные зажимные элементы (502) выполнены с возможностью приведения в действие посредством приводных двигателей (506) подвижных зажимных элементов для совершения ими возвратно-поступательного прямолинейного движения, а корпус (501) тележки на обоих концах снабжен амортизатором (505) и выполнен с возможностью совершения им возвратно-поступательного линейного движения вдоль роликовой колеи (15) посредством серводвигателя.
7. Станок по п. 1, отличающийся тем, что над жестко установленным массивным основанием (14) установлено устройство (9) автоматической замены режущего диска, при этом на двух сторонах жестко установленного массивного основания (14) установлены устройства (12) удаления стружки.
8. Станок по п. 7, отличающийся тем, что устройство (9) автоматической замены режущего диска содержит две опорные рамы (902), расположенные снаружи жестко установленного массивного основания (14), которые в верхней части соединены с поперечной балкой (903), при этом на поперечной балке (903) установлен элемент (901) захвата режущего диска, выполненный с возможностью взаимодействия с ней, а элемент (901) захвата режущего диска выполнен с возможностью перемещения на поперечной балке (903), причем на одной стороне поперечной балки (903) расположена рама (904) для размещения режущих дисков.
9. Станок по п. 1, отличающийся тем, что он снабжен гидравлической станцией (10).
10. Станок по п. 1, отличающийся тем, что он содержит пункт (11) управления, в котором использована система управления Siemens 840D.
| CN 106312155 A, 11.01.2017 | |||
| CN 108941782 A, 07.12.2018 | |||
| ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КРОМОК ПЛИТ ИЗ ВСПЕНЕННОГО МАТЕРИАЛА | 2008 |
|
RU2388580C2 |
| Кромкофрезерный станок с двумя фрезерными головками, модель 32XBJ-12 | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Агрегат для зачистки кромок | 1985 |
|
SU1379018A1 |
| CN 203265730, 06.11.2013. | |||

