ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к автоклавируемой упаковочной пленке, герметично закрытому упакованному пищевому продукту, содержащему автоклавируемую упаковочную пленку, и способу получения автоклавируемой упаковочной пленки.
УРОВЕНЬ ТЕХНИКИ
Автоклавируемые упаковки, например, пакеты с устойчивым дном, обычно изготавливают из мультиполимерных ламинатов, таких как PET/OPA/PP (сложный полиэфир/ориентированный полиамид/полипропилен) и PET/ALU/PP (сложный полиэфир/алюминий/полипропилен). Однако вследствие присутствия таких материалов, как PET, ALU и OPA, указанные мультиполимерные ламинаты могут не соответствовать некоторым рекомендациям по вторичной переработке (например, CEFLEX).
Для соблюдения указанных рекомендаций по вторичной переработке при изготовлении автоклавируемых упаковок можно применять монополимерные ламинаты (например, ламинаты на основе PE (полиэтилен) или PP). Однако изготовление автоклавируемых упаковок из монополимерных ламинатов может создавать несколько проблем. Например, может потребоваться, чтобы автоклавируемые упаковки обладали высокой прочностью соединения и были достаточно прочными для обработки путем автоклавирования, обладая при этом способностью к разрыву по прямой линии в одном направлении для облегчения открывания автоклавируемых упаковок.
Традиционно, способность к разрыву по прямой линии обычно придают мультиполимерным ламинатам посредством процесса нанесения надрезов (например, надрезания с помощью лазера). Однако надрезы, сделанные в результате таких процессов надрезания, могут представлять собой видимые элементы, которые могут негативно влиять на эстетичный внешний вид автоклавируемых упаковок, изготовленных из мультиполимерных ламинатов. Нанесение надрезов также может оказаться невозможным в случае монополимерных ламинатов. Кроме того, может потребоваться термическая сварка монополимерных ламинатов при относительно низких температурах (например, от 120 до 140°C) с тем, чтобы монополимерные ламинаты не подвергались повреждению (например, плавлению, деформации или искривлению).
Соответственно, существует потребность в автоклавируемой упаковочной пленке, содержащей высокие уровни полиолефина (т. е. более 80% или 90% по массе), чтобы соответствовать рекомендациям по вторичной переработке, которая обладает высокой прочностью соединения и является достаточно прочной для обработки путем автоклавирования и которая проявляет способность к разрыву по прямой линии в одном направлении для облегчения открывания автоклавируемых упаковок без необходимости в видимых элементах (например, надрезах), которые могут негативно влиять на эстетичный внешний вид автоклавируемых упаковок.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Была разработана автоклавируемая упаковочная пленка. Автоклавируемая упаковочная пленка содержит монополимерный ламинат и, следовательно, может соответствовать некоторым рекомендациям по вторичной переработке. Кроме того, монополимерный ламинат может придавать автоклавируемой упаковочной пленке достаточную прочность для выдерживания обработки путем автоклавирования и другой высокотемпературной обработки для стерилизации.
Автоклавируемая упаковочная пленка дополнительно содержит герметизирующий слой, расположенный на монополимерном ламинате. Герметизирующий слой может обеспечивать высокую прочность соединения при низкой температуре начала сваривания. Другими словами, автоклавируемую упаковочную пленку можно сваривать при относительно низких температурах (например, от 120 до 140°C), при этом указанная пленка может обеспечивать высокую прочность соединения (например, более 10 Н/15 мм), которая может быть необходима для обработки путем автоклавирования. Монополимерный ламинат может быть упругим и не подвергаться повреждению при термической сварке благодаря низкой температуре начала сваривания.
Герметизирующий слой может подходить для нанесения на монополимерный ламинат экструзионным способом и может быть непригоден для экструзии с выдуванием пленок и экструзии пленок методом полива. В частности, герметизирующий слой может быть выполнен с возможностью нанесения экструзионным способом и может подходить для такого нанесения. Герметизирующий слой может не слишком подходить для экструзии с выдуванием пленок и экструзии пленок методом полива. Герметизирующие слои, выполненные с возможностью экструзии с выдуванием пленок и подходящие для такой экструзии, как правило, имеют индекс текучести расплава ниже 5 г/10 мин и не подходят для герметизирующего слоя согласно настоящему изобретению. Герметизирующие слои, выполненные с возможностью экструзии пленок методом полива и подходящие для такой экструзии, как правило, имеют индекс текучести расплава ниже 10 г/10 мин или ниже 7 г/10 мин и не подходят для герметизирующего слоя согласно настоящему изобретению.
Автоклавируемая упаковочная пленка может обладать способностью к разрыву по прямой линии (например, в машинном направлении). Способность к разрыву по прямой линии может быть обеспечена путем ориентации одной или более пленок монополимерного ламината. В результате, автоклавируемая упаковочная пленка может обладать способностью к разрыву по прямой линии без применения надрезов или любых видимых элементов. Соответственно, любые графические символы или другие элементы на внешней поверхности, которые могут быть напечатаны на автоклавируемой упаковке, изготовленной из автоклавируемой упаковочной пленки, могут не иметь повреждений из-за таких надрезов или видимых элементов. Это может улучшить эстетичный внешний вид автоклавируемой упаковки.
Способность к разрыву по прямой линии может облегчать открывание автоклавируемой упаковки, изготовленной из автоклавируемой упаковочной пленки. Предпочтительно, при низкой температуре начала сваривания герметизирующий слой может не оказывать негативного влияния на способность к разрыву по прямой линии автоклавируемой упаковочной пленки.
Автоклавируемая упаковочная пленка может соответствовать рекомендациям по вторичной переработке, может обладать высокой прочностью соединения и может быть достаточно прочной для обработки путем автоклавирования, и может проявлять способность к разрыву по прямой линии в одном направлении (например, машинном направлении) для облегчения открывания автоклавируемой упаковки, изготовленной из автоклавируемой упаковочной пленки.
Один из вариантов реализации настоящего изобретения представляет собой автоклавируемую упаковочную пленку. Автоклавируемая упаковочная пленка содержит ламинат, содержащий двухосноориентированную полипропиленовую (BOPP) пленку и ориентированную в машинном направлении полипропиленовую (MDOPP) пленку. Автоклавируемая упаковочная пленка дополнительно содержит герметизирующий слой, расположенный на ламинате. Герметизирующий слой содержит смесь, включающую полипропиленовый терполимер и длинноцепочечный разветвленный полиэтилен, выбранный из группы, состоящей из полиэтилена низкой плотности (ПЭНП) и полиэтилена средней плотности (ПЭСП). Индекс текучести расплава герметизирующего слоя составляет от 5 до 25 г/10 мин в соответствии с ASTM D1238, методика A, условия 230 °C/2,16 кг. Автоклавируемая упаковочная пленка также характеризуется общим составом, содержащим по меньшей мере 80% по массе полипропилена.
Герметизирующий слой может обеспечивать высокую прочность соединения при низкой температуре начала сваривания. Другими словами, автоклавируемую упаковочную пленку можно сваривать при относительно низких температурах (например, от 120°C до 140°C), при этом указанная пленка может обеспечивать высокую прочность соединения (например, более 10 Н/15 мм), которая может быть необходима для обработки путем автоклавирования. Ламинат, содержащий BOPP пленку и MDOPP пленку, может не подвергаться повреждению при термической сварке при относительно низких температурах.
Герметизирующий слой может подходить для нанесения экструзионным способом и может быть непригоден для экструзии с выдуванием пленок и экструзии пленок методом полива. В частности, индекс текучести расплава (т. е. от 5 до 25 г/10 мин при 230 °C/2,16 кг) герметизирующего слоя может сделать указанный герметизирующий слой подходящим для нанесения экструзионным способом. Герметизирующий слой может не слишком подходить для экструзии с выдуванием пленок и экструзии пленок методом полива. Герметизирующие слои, выполненные с возможностью экструзии с выдуванием пленок и подходящие для такой экструзии, как правило, имеют индекс текучести расплава ниже 5 г/10 мин и не подходят для герметизирующего слоя согласно настоящему изобретению. Герметизирующие слои, выполненные с возможностью экструзии пленок методом полива и подходящие для такой экструзии, как правило, имеют индекс текучести расплава ниже 10 г/10 мин или ниже 7 г/10 мин и не подходят для герметизирующего слоя согласно настоящему изобретению.
Автоклавируемая упаковочная пленка может обладать способностью к разрыву по прямой линии (например, в машинном направлении). Способность к разрыву по прямой линии может быть обеспечена с помощью MDOPP пленки ламината. Предпочтительно, автоклавируемая упаковочная пленка может обладать способностью к разрыву по прямой линии без применения надрезов или любых видимых элементов. Соответственно, любые графические символы или другие элементы на внешней поверхности, которые могут быть напечатаны на автоклавируемой упаковке, изготовленной из автоклавируемой упаковочной пленки, могут не иметь повреждений из-за таких надрезов или видимых элементов. Это может улучшить эстетичный внешний вид автоклавируемой упаковки.
Способность к разрыву по прямой линии может облегчать открывание автоклавируемой упаковки, изготовленной из автоклавируемой упаковочной пленки. Предпочтительно, при низкой температуре начала сваривания герметизирующий слой может не оказывать негативного влияния на способность к разрыву по прямой линии автоклавируемой упаковочной пленки.
Автоклавируемая упаковочная пленка может соответствовать рекомендациям по вторичной переработке, поскольку общий состав автоклавируемой упаковочной пленки содержит по меньшей мере 80% по массе полипропилена. Кроме того, автоклавируемая упаковочная пленка может быть достаточно прочной для обработки путем автоклавирования. Автоклавируемая упаковочная пленка может обладать высокой прочностью соединения благодаря герметизирующему слою. Предпочтительно, герметизирующий слой может обеспечивать высокую прочность соединения при низкой температуре начала сваривания, так что ламинат не подвергается плавлению, деформации или искривлению. Кроме того, автоклавируемая упаковочная пленка может обладать способностью к разрыву по прямой линии в одном направлении (например, машинном направлении) для облегчения открывания автоклавируемой упаковки, изготовленной из автоклавируемой упаковочной пленки.
В некоторых вариантах реализации смесь герметизирующего слоя содержит от 4 до 50% по массе длинноцепочечного разветвленного полиэтилена и от 50 до 90% по массе полипропиленового терполимера.
В некоторых вариантах реализации температура плавления полипропиленового терполимера составляет более 130 °C.
В некоторых вариантах реализации температура начала сваривания герметизирующего слоя составляет менее 140°C согласно измерениям с применением ASTM F88, метод A.
В некоторых вариантах реализации индекс текучести расплава герметизирующего слоя составляет от 5 до 15 г/10 мин в соответствии с ASTM D1238, методика A, условия 230°C/2,16 кг.
В некоторых вариантах реализации герметизирующий слой не ориентирован. Герметизирующий слой, будучи неориентированным, может обеспечивать указанному герметизирующему слою низкую температуру начала сваривания.
В некоторых вариантах реализации герметизирующий слой нанесен на ламинат экструзионным способом. Индекс текучести расплава герметизирующего слоя может сделать указанный герметизирующий слой подходящим для нанесения экструзионным способом. Индекс текучести расплава герметизирующего слоя может сделать герметизирующий слой непригодным для экструзии с выдуванием пленок и экструзии пленок методом полива.
В некоторых вариантах реализации ламинат дополнительно содержит защитный слой, прикрепленный к BOPP пленке или MDOPP пленке. Защитный слой может придавать автоклавируемой упаковочной пленке различные защитные свойства, такие как влагонепроницаемость, газонепроницаемость и/или непроницаемость для запахов.
В некоторых вариантах реализации защитный слой содержит слой, выбранный из металлического слоя или слоя оксидного покрытия, нанесенный на поверхность BOPP пленки или MDOPP пленки.
В некоторых вариантах реализации защитный слой содержит полимерный защитный материал.
В некоторых вариантах реализации общий состав содержит по меньшей мере 90% по массе полипропилена.
В некоторых вариантах реализации общий состав содержит менее 20% по массе неполиолефиновых материалов.
В некоторых вариантах реализации общий состав содержит менее 10% по массе неполиолефиновых материалов.
В некоторых вариантах реализации MDOPP пленка расположена на внешней поверхности автоклавируемой упаковочной пленки.
В некоторых вариантах реализации BOPP пленка расположена на внешней поверхности автоклавируемой упаковочной пленки.
Другой вариант реализации настоящего изобретения представляет собой герметично закрытый упакованный пищевой продукт. Герметично закрытый упакованный пищевой продукт содержит автоклавируемую упаковочную пленку. Герметично закрытый упакованный пищевой продукт может соответствовать рекомендациям по вторичной переработке и может обладать способностью к разрыву по прямой линии применительно к автоклавируемой упаковочной пленки. В результате герметично закрытый упакованный пищевой продукт можно с легкостью открывать при необходимости.
Другим вариантом реализации настоящего изобретения является способ получения автоклавируемой упаковочной пленки. Указанный способ включает ламинирование BOPP пленки на MDOPP пленку с получением преламината. Данный способ дополнительно включает нанесение герметизирующего слоя на преламинат экструзионным способом. Указанный герметизирующий слой содержит смесь, включающую полипропиленовый терполимер и длинноцепочечный разветвленный полиэтилен, выбранный из группы, состоящей из ПЭНП и ПЭСП. Индекс текучести расплава герметизирующего слоя составляет от 5 до 25 г/10 мин в соответствии с ASTM D1238, методика A, условия 230 °C/2,16 кг.
Другим вариантом реализации настоящего изобретения является способ получения автоклавируемой упаковочной пленки. Указанный способ включает экструзию и ориентирование пленки в машинном направлении с получением MDOPP пленки. Данный способ дополнительно включает нанесение герметизирующего слоя на MDOPP пленку экструзионным способом. Кроме того, указанный способ включает нанесение защитного покрытия на BOPP пленку. Данный способ дополнительно включает ламинирование MDOPP пленки и BOPP пленки путем проклейки. Герметизирующий слой содержит смесь, включающую полипропиленовый терполимер и длинноцепочечный разветвленный полиэтилен, выбранный из группы, состоящей из ПЭНП и ПЭСП. Индекс текучести расплава герметизирующего слоя составляет от 5 до 25 г/10 мин в соответствии с ASTM D1238, методика A, условия 230 °C/2,16 кг.
Существует несколько аспектов предмета настоящего изобретения, которые могут быть реализованы по отдельности или вместе. Указанные аспекты можно применять сами по себе или в комбинации с другими аспектами предмета изобретения, описанного в данном документе, при этом совместное описание таких аспектов не предназначено для исключения применения указанных аспектов по отдельности или раскрытия таких аспектов по отдельности или в разных комбинациях.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Настоящее изобретение может быть более полно понятно при рассмотрении следующего подробного описания различных вариантов реализации настоящего изобретения совместно с прилагаемыми графическими материалами, на которых:
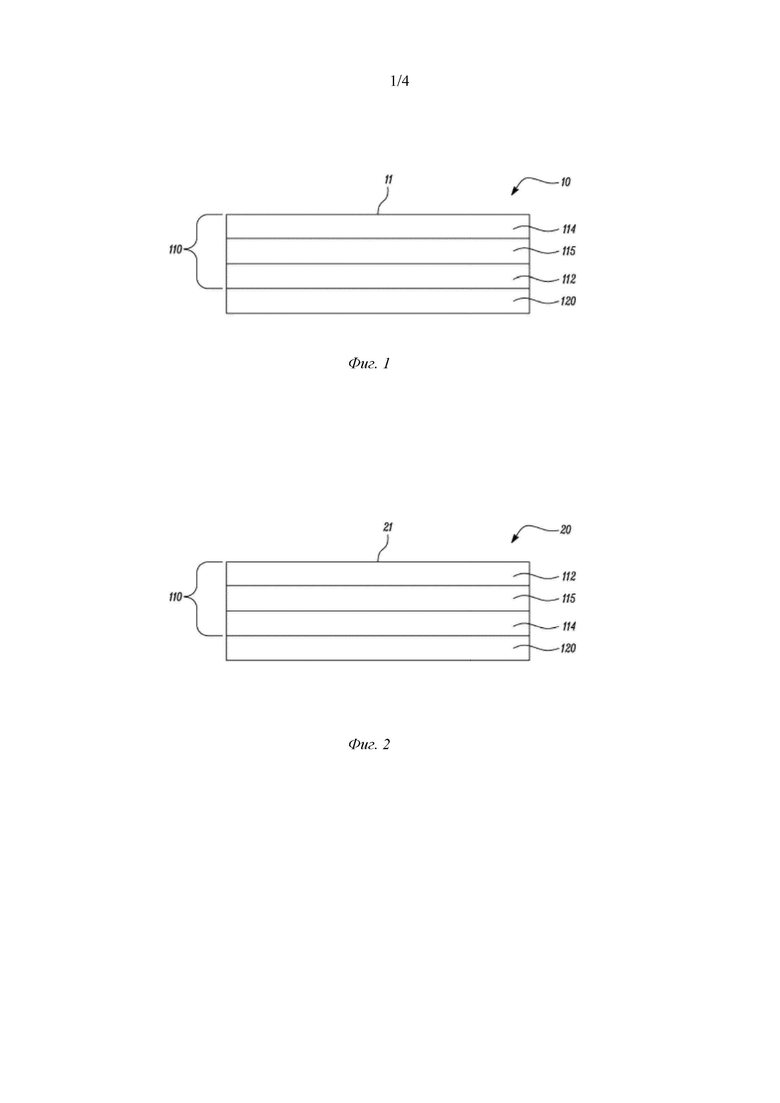
Фиг. 1 представляет собой схематический вид в поперечном разрезе автоклавируемой упаковочной пленки согласно одному из вариантов реализации настоящего изобретения;
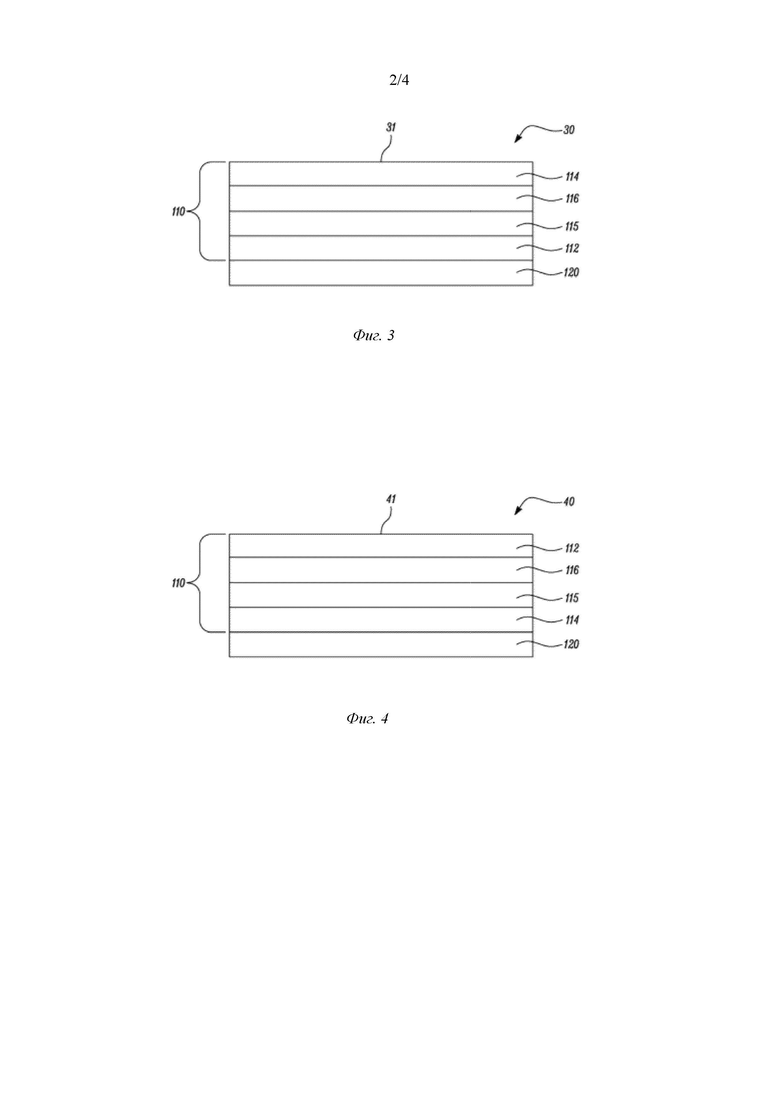
Фиг. 2 представляет собой схематический вид в поперечном разрезе автоклавируемой упаковочной пленки согласно другому варианту реализации настоящего изобретения;
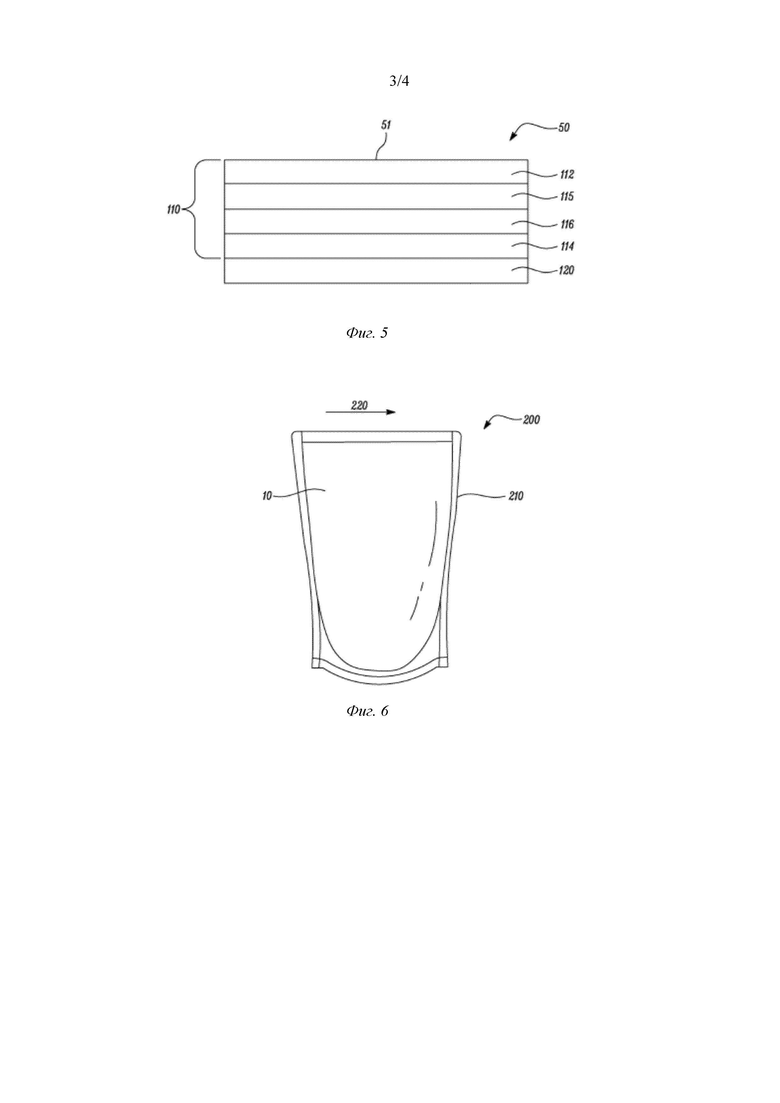
Фиг. 3 представляет собой схематический вид в поперечном разрезе автоклавируемой упаковочной пленки согласно другому варианту реализации настоящего изобретения;
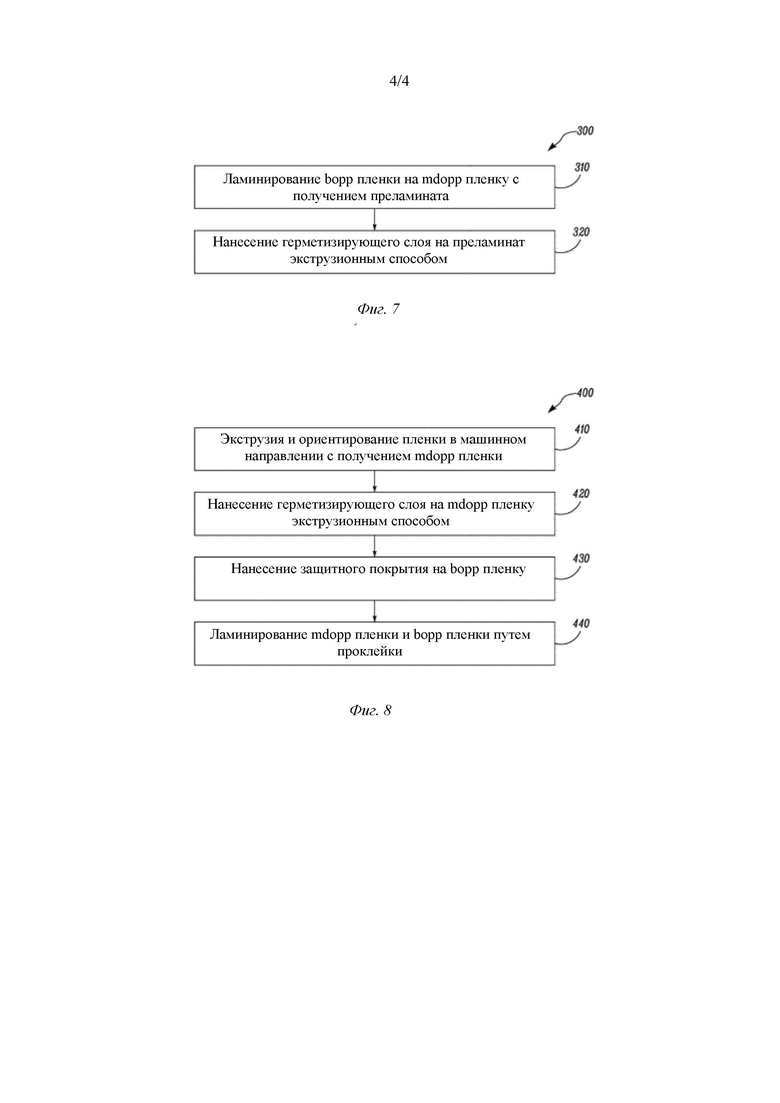
Фиг. 4 представляет собой схематический вид в поперечном разрезе автоклавируемой упаковочной пленки согласно другому варианту реализации настоящего изобретения;
Фиг. 5 представляет собой схематический вид в поперечном разрезе автоклавируемой упаковочной пленки согласно другому варианту реализации настоящего изобретения;
Фиг. 6 представляет собой схематический вид спереди герметично закрытого упакованного пищевого продукта согласно одному из вариантов реализации настоящего изобретения;
Фиг. 7 представляет собой блок-схему, на которой изображены различные стадии способа получения автоклавируемой упаковочной пленки согласно одному из вариантов реализации настоящего изобретения; и
Фиг. 8 представляет собой блок-схему, на которой изображены различные стадии способа получения автоклавируемой упаковочной пленки согласно другому варианту реализации настоящего изобретения.
Указанные фигуры не обязательно выполнены в масштабе. Одинаковые номера, применяемые на фигурах, относятся к одинаковым компонентам. Однако следует понимать, что применение номера для обозначения компонента на данной фигуре не предназначено для ограничения компонента на другой фигуре, помеченного тем же номером.
ПОДРОБНОЕ ОПИСАНИЕ
Была разработана автоклавируемая упаковочная пленка. Автоклавируемая упаковочная пленка содержит ламинат, содержащий BOPP пленку и MDOPP пленку. Автоклавируемая упаковочная пленка дополнительно содержит герметизирующий слой, расположенный на ламинате. Герметизирующий слой содержит смесь, включающую полипропиленовый терполимер и длинноцепочечный разветвленный полиэтилен, выбранный из группы, состоящей из ПЭНП и ПЭСП. Индекс текучести расплава герметизирующего слоя составляет от 5 до 25 г/10 мин в соответствии с ASTM D1238, методика A, условия 230 °C/2,16 кг. Автоклавируемая упаковочная пленка также характеризуется общим составом, включающим по меньшей мере 80% по массе полипропилена.
Герметизирующий слой может обеспечивать высокую прочность соединения при низкой температуре начала сваривания. Другими словами, автоклавируемую упаковочную пленку можно сваривать при относительно низких температурах (например от 120 до 140°C), при этом указанная пленка может обеспечивать высокую прочность соединения (например, более 10 Н/15 мм), которая может быть необходима для обработки путем автоклавирования. Ламинат, содержащий BOPP пленку и MDOPP пленку, может не подвергаться повреждению при термической сварке при относительно низких температурах. Ламинат может быть упругим и не подвергаться повреждению при термической сварке благодаря наличию герметизирующего слоя с низкой температурой начала сваривания.
Герметизирующий слой может подходить для нанесения экструзионным способом и может быть непригоден для экструзии с выдуванием пленок и экструзии пленок методом полива. В частности, индекс текучести расплава (т. е. от 5 до 25 г/10 мин при 230°C/2,16 кг) герметизирующего слоя может сделать указанный герметизирующий слой подходящим для нанесения экструзионным способом и может сделать указанный герметизирующий слой непригодным для обработки путем экструзии с выдуванием пленок. Индекс текучести расплава герметизирующего слоя также может сделать указанный герметизирующий слой непригодным для обработки путем экструзии пленок методом полива. Другими словами, герметизирующий слой может не слишком подходить для экструзии с выдуванием пленок и экструзии пленок методом полива. Герметизирующие слои, выполненные с возможностью экструзии с выдуванием пленок и подходящие для такой экструзии, как правило, имеют индекс текучести расплава ниже 5 г/10 мин и не подходят для герметизирующего слоя согласно настоящему изобретению. Герметизирующие слои, выполненные с возможностью экструзии пленок методом полива и подходящие для такой экструзии, как правило, имеют индекс текучести расплава ниже 10 или ниже 7 г/10 мин и не подходят для герметизирующего слоя согласно настоящему изобретению.
Автоклавируемая упаковочная пленка может обладать способностью к разрыву по прямой линии (например, в машинном направлении). Способность к разрыву по прямой линии может быть обеспечена с помощью MDOPP пленки ламината. Предпочтительно, автоклавируемая упаковочная пленка может обладать способностью к разрыву по прямой линии без включения надрезов или любых других видимых элементов. Соответственно, любые графические символы или другие элементы на внешней поверхности, которые могут быть напечатаны на автоклавируемой упаковке, изготовленной из автоклавируемой упаковочной пленки, могут не иметь повреждений из-за таких надрезов или видимых элементов. Это может улучшить эстетичный внешний вид автоклавируемой упаковки.
Способность к разрыву по прямой линии может облегчать открывание автоклавируемой упаковки, изготовленной из автоклавируемой упаковочной пленки. Предпочтительно, при низкой температуре начала сваривания герметизирующий слой может не оказывать негативного влияния на способность к разрыву по прямой линии автоклавируемой упаковочной пленки.
Автоклавируемая упаковочная пленка может соответствовать рекомендациям по вторичной переработке, поскольку общий состав автоклавируемой упаковочной пленки содержит по меньшей мере 80% по массе полипропилена. Кроме того, автоклавируемая упаковочная пленка может быть достаточно прочной для обработки путем автоклавирования. Автоклавируемая упаковочная пленка может обладать высокой прочностью соединения благодаря герметизирующему слою. Предпочтительно, герметизирующий слой может обеспечивать высокую прочность соединения при низкой температуре начала сваривания, так что ламинат не подвергается плавлению, деформации или искривлению. Кроме того, автоклавируемая упаковочная пленка может обладать способностью к разрыву по прямой линии в одном направлении (например, машинном направлении) для облегчения открывания автоклавируемой упаковки, изготовленной из автоклавируемой упаковочной пленки.
В контексте данного документа термины «первый» и «второй» применяют в качестве условных обозначений. Соответственно, такие термины не следует толковать как ограничивающие настоящее изобретение. Термины «первый» и «второй» при применении в сочетании с признаком или элементом могут быть взаимозаменяемыми во всех вариантах реализации настоящего изобретения.
В контексте данного документа термин «пленка» представляет собой материал с очень высоким отношением длины или ширины к толщине. Пленка имеет две основные поверхности, определяемые длиной и шириной. Пленки, как правило, обладают хорошей гибкостью и могут применяться в самых разных областях. Пленки также могут иметь подходящую толщину и/или состав материала, вследствие чего они могут быть гибкими, полужесткими или жесткими. Пленки можно описать как однослойные или многослойные.
В контексте данного документа термины «внутренний» и «внешний» относятся к основным поверхностям пленки или слоя.
В контексте данного документа термин «процесс автоклавирования» относится к процессу, в котором пищевой, медицинский или другой продукт, упакованный в гибкую упаковку, может подвергаться нагреванию до высокой температуры (например, от 104 до 149°C или от 120 до 135°C) в течение длительного периода времени, например, от 10 до 60 минут, под высоким давлением (например, в присутствии воды, пара или пара под давлением). Термин «процесс автоклавирования» может также включать другие процессы стерилизации при высокой температуре, такие как горячая расфасовка.
В контексте данного документа термин «автоклавируемая упаковка» относится к упаковке, которая герметично закрыта и способна сохранять свое герметичное состояние во время процесса автоклавирования. Например, автоклавируемая упаковка может сохранять свое герметичное состояние во время приготовления пищевой композиции, герметично закрытой внутри автоклавируемой упаковки. Термин «автоклавируемая упаковочная пленка» относится к пленке, которую можно применять для получения автоклавируемой упаковки.
В контексте данного документа термин «ламинат» относится к продукту, полученному путем связывания вместе двух или более пленок или других материалов. Ламинаты можно получать с применением любых способов ламинирования. Например, ламинирование можно осуществлять путем соединения пленок с помощью клеев, соединения с помощью тепла и давления и даже путем нанесения покрытия разравниванием и нанесения покрытия экструзионным способом. Термин «ламинат» также включает соэкструдированные многослойные пленки, содержащие один или более клеевых слоев.
В контексте данного документа термин «преламинат» относится к ламинату, на который может быть нанесен, приклеен или иным образом прикреплен один или более полимерных слоев.
В контексте данного документа термин «BOPP пленка» относится к двухосноориентированной полипропиленовой пленке. BOPP пленка представляет собой полипропиленовую пленку, которая подвергалась процессу растяжения в машинном направлении и поперечном направлении.
В контексте данного документа термин «MDOPP пленка» относится к ориентированной в машинном направлении полипропиленовой пленке. MDOPP пленка представляет собой полипропиленовую пленку, которая подвергалась процессу растяжения в машинном направлении.
В контексте данного документа термин «герметизирующий слой» относится к слою пленки, листа и т. д., участвующему в приваривании пленки, листа и т. д. к самому себе и/или к другому слою этой же или другой пленки, листа и т. д.
В контексте данного документа термин «терполимер» относится к сополимеру, полученному из трех разных мономеров. Термин «полипропиленовый терполимер» относится к полипропиленовой молекулярной цепи, модифицированной с помощью двух дополнительных сомономеров в процессе полимеризации. Примеры двух дополнительных сомономеров могут включать этилен и/или C4-C16 α-олефины, этилен и/или C4-C8 α-олефины и этилен и бутилен.
В контексте данного документа термин «полиэтилен низкой плотности» или «ПЭНП» относится к разветвленным гомополимерам, значения плотности которых обычно составляют от 0,910 до 0,930 г/см3, а также сополимерам, содержащим полярные группы, полученные в результате сополимеризации (например, с винилацетатом или этилакрилатом).
В контексте данного документа термин «полиэтилен средней плотности» или «ПЭСП» относится к разветвленным гомополимерам, значения плотности которых обычно составляют от 0,928 г/см3 до 0,940 г/см3. Полиэтилен средней плотности включает линейный полиэтилен средней плотности (ЛПЭСП).
В контексте данного документа термин «индекс текучести расплава» или «MFI» относится к показателю легкости течения расплава полимера. Индекс текучести расплава означает количество в граммах смолы, которое можно пропустить через пластометр или реометр (как определено в ASTM D1238) за десять минут при заданных температуре и усилии.
В контексте данного документа термин «температура плавления» или «Tm» относится к температуре, при которой твердая и жидкая фазы вещества могут сосуществовать в равновесии.
В контексте данного документа термин «температура начала сваривания» относится к температуре сваривания, при которой достигается прочность соединения, составляющая примерно 5 Н/15 мм. Температуру начала сваривания можно оценить с помощью ASTM F88.
В контексте данного документа термин «ориентированный» относится к пленке, листу, полотну и т. д., которые были удлинены по меньшей мере в одном направлении, выбранном из машинного направления и поперечного направления. Термин «неориентированный» или «без ориентации» относится к пленке, листу, полотну и т. д., которые по существу не имеют ориентации после изготовления.
В контексте данного документа термин «нанесение покрытия экструзионным способом» относится к процессу нанесения покрывающего материала в состоянии расплава на по меньшей мере часть подложки, необязательно под давлением и/или при повышенной температуре.
В контексте данного документа термин «защитный слой» относится к слою пленки, содержащему любой материал, регулирующий проницаемый элемент пленки. Защитный слой может обеспечивать, например, кислородонепроницаемость, влагонепроницаемость, химический барьер, тепловой барьер и/или непроницаемость для запахов.
В контексте данного документа термин «клеевой слой» относится к слою, основная функция которого состоит в соединении двух соседних слоев друг с другом. Клеевой слой может быть расположен между двумя слоями многослойной пленки для поддержания двух слоев в определенном положении относительно друг друга и предотвращения нежелательного расслоения. Если не указано иное, клеевой слой может иметь любой подходящий состав, который обеспечивает требуемый уровень прилипания к одной или более поверхностям, находящимся в контакте с материалом клеевого слоя. Клеевые слои могут альтернативно называться «связывающими слоями».
В контексте данного документа термин «полиэтилен» относится к гомополимеру или сополимеру, содержащему по меньшей мере одну этиленовую мономерную связь в повторяющейся основной цепи полимера. Этиленовая связь может быть представлена общей формулой: [CH2-CH2]n. Полиэтилены можно получать любым способом, известным специалистам в данной области техники.
В контексте данного документа термин «полиолефин» относится к полимеру с общей формулой (CH2CHR)n, где R представляет собой алкильную группу. Термин «неполиолефиновый материал» или «неолефиновый материал» относится к любому материалу, который не является полиолефином. Например, неполиолефиновый материал может включать полиамид, сложный полиэфир, стирол, полиуретан и т. п.
В контексте данного документа термин «монополимерный ламинат» относится к ламинату, общий состав которого содержит один тип полимера в значительном количестве (например, более 80%, 90% или 95% по общей массе относительно массы ламината).
В контексте данного документа термин «способность к разрыву по прямой линии» относится к свойствам пленки, листа, полотна и т. д., которые позволяют легко разорвать указанную пленку, лист, полотно и т. д. по существу по прямой линии.
Фиг. 1 представляет собой схематический вид в поперечном разрезе автоклавируемой упаковочной пленки 10 согласно одному из вариантов реализации настоящего изобретения.
Автоклавируемая упаковочная пленка 10 содержит ламинат 110. Ламинат 110 состоит из MDOPP пленки 112 и BOPP пленки 114. Ламинат 110 можно получать любым подходящим способом ламинирования, таким как соэкструзия, ламинирование путем проклейки и т. п.
В иллюстративном варианте реализации на фиг. 1 ламинат 110 дополнительно содержит клеевой слой 115, расположенный между MDOPP пленкой 112 и BOPP пленкой 114. Клеевой слой 115 может связывать BOPP пленку 114 с MDOPP пленкой 112. Клеевой слой 115 может содержать любой подходящий клей, например, водорастворимые клеи, радиационно-отверждаемые или термоотверждаемые клеи, термопластичные клеи и клеи, склеивающие под давлением. Примеры указанных перечисленных выше клеящих материалов включают полиакрилаты, акриловые эмульсии, полиуретаны, полиамиды, продукты реакции полиамида с кислотами растительного масла, эпоксиды, этиленамины, полисилоксаны, силиконовый каучук, полиалкиленгликоли, сложные полиэфиры, сульфополиэфиры и т. д. Можно отметить, что клеевой слой 115 является необязательным и может отсутствовать в ламинате 110, например, если ламинат 110 получают с применением способа ламинирования, в котором не используют клей.
Автоклавируемая упаковочная пленка 10 дополнительно содержит герметизирующий слой 120, расположенный на ламинате 110. Герметизирующий слой 120 содержит смесь, включающую полипропиленовый терполимер и длинноцепочечный разветвленный полиэтилен, выбранный из группы, состоящей из ПЭНП и ПЭСП. В некоторых вариантах реализации смесь герметизирующего слоя 120 содержит от 4 до 50% по массе длинноцепочечного разветвленного полиэтилена и от 50 до 90% по массе полипропиленового терполимера. В некоторых вариантах реализации температура плавления полипропиленового терполимера составляет более 130 °C.
Индекс текучести расплава герметизирующего слоя 120 составляет от 5 до 25 г/10 мин в соответствии с ASTM D1238, методика A, условия 230 °C/2,16 кг. В некоторых вариантах реализации индекс текучести расплава герметизирующего слоя 120 составляет от 5 г/10 мин до 15 г/10 мин в соответствии с ASTM D1238, методика A, условия 230 °C/2,16 кг. В некоторых вариантах реализации индекс текучести расплава герметизирующего слоя 120 составляет от 7 г/10 мин до 25 г/10 мин в соответствии с ASTM D1238, методика A, условия 230 °C/2,16 кг. В некоторых вариантах реализации индекс текучести расплава герметизирующего слоя 120 составляет от 10 до 25 г/10 мин в соответствии с ASTM D1238, методика A, условия 230 °C/2,16 кг. В некоторых вариантах реализации индекс текучести расплава герметизирующего слоя 120 составляет от 7 г/10 мин до 15 г/10 мин в соответствии с ASTM D1238, методика A, условия 230 °C/2,16 кг. В некоторых вариантах реализации индекс текучести расплава герметизирующего слоя 120 составляет от 10 г/10 мин до 15 г/10 мин в соответствии с ASTM D1238, методика A, условия 230 °C/2,16 кг.
Такой индекс текучести расплава герметизирующего слоя 120 может сделать его подходящим для некоторых процессов и может сделать его непригодным для других процессов. В таблице 1 представлены диапазоны индекса текучести расплава типичных марок полиэтилена в зависимости от способа. Диапазоны индекса текучести расплава в таблице 1 взяты из «The Science and Technology of Flexible Packaging: Multilayer Films from Resin and Process to End Use», Barry A. Morrison.
Таблица 1: Диапазоны индекса текучести расплава типичных марок полиэтилена в зависимости от способа.
Как показано в таблице 1, индекс текучести расплава герметизирующего слоя 120 (от 5 до 25 г/10 мин при 230 °C/2,16 кг) может сделать герметизирующий слой 120 подходящим для нанесения на ламинат 110 экструзионным способом. Следовательно, в некоторых вариантах реализации герметизирующий слой 120 наносят на ламинат 110 экструзионным способом. Кроме того, такой индекс текучести расплава герметизирующего слоя 120 может сделать указанный герметизирующий слой 120 непригодным для экструзии с выдуванием пленок и экструзии пленок методом полива. Герметизирующие слои, выполненные с возможностью экструзии с выдуванием пленок и подходящие для такой экструзии, как правило, имеют индекс текучести расплава ниже 5 г/10 мин и не подходят для применения в качестве герметизирующего слоя 120. Герметизирующие слои, выполненные с возможностью экструзии пленок методом полива и подходящие для такой экструзии, как правило, имеют индекс текучести расплава ниже 10 г/10 мин или ниже 7 г/10 мин и не подходят для применения в качестве герметизирующего слоя 120.
Герметизирующий слой 120 может обеспечивать высокую прочность соединения (например, прочность соединения более 5 ньютонов/15 миллиметров или более), что может быть важно для вариантов применения с автоклавированием. Кроме того, герметизирующий слой 120 может иметь низкую температуру начала сваривания. Например, герметизирующий слой 120 может иметь температуру начала сваривания в диапазоне от 100 до 140°C или в диапазоне от 120 до 140 °C. В некоторых вариантах реализации температура начала сваривания герметизирующего слоя 120 составляет менее 140 °C, согласно измерениям с применением ASTM F88, метод A. В некоторых вариантах реализации герметизирующий слой 120 не ориентирован. Герметизирующий слой 120, будучи неориентированным, может обеспечивать указанному герметизирующему слою 120 низкую температуру начала сваривания.
BOPP пленка 114 может придавать достаточную жесткость автоклавируемой упаковочной пленке 10 для применения в упаковке. Однако ламинат 110, содержащий MDOPP пленку 112 и BOPP пленку 114, может не обладать высокой теплостойкостью. Следовательно, ламинат 110 может проявлять склонность к образованию дефектов при воздействии высоких температур во время термической сварки.
Герметизирующий слой 120 может обеспечивать проведение термической сварки автоклавируемой упаковочной пленки 10 при низкой температуре (например, при 125 °C), так что ламинат 110 может не подвергаться плавлению, деформации или искривлению. Следовательно, автоклавируемую упаковочную пленку 10 можно термически сваривать без негативного воздействия на ламинат 110.
Автоклавируемая упаковочная пленка 10 может обладать способностью к разрыву по прямой линии (например, в машинном направлении). Способность к разрыву по прямой линии может быть обеспечена с помощью MDOPP пленки 112 ламината 110. Таким образом, автоклавируемая упаковка, полученная с применением автоклавируемой упаковочной пленки 10, также может обладать способностью к разрыву по прямой линии для облегчения открывания автоклавируемой упаковки. Предпочтительно, автоклавируемая упаковочная пленка 10 может обладать способностью к разрыву по прямой линии без применения надрезов или любых видимых элементов. Соответственно, любые графические символы или другие элементы на внешней поверхности, которые могут быть напечатаны на автоклавируемой упаковке, могут не иметь повреждений из-за таких надрезов или видимых элементов. Это может улучшить эстетичный внешний вид автоклавируемой упаковки.
Автоклавируемая упаковочная пленка 10 имеет общий состав, содержащий по меньшей мере 80% по массе полипропилена. Следовательно, в некоторых вариантах реализации общий состав содержит менее 20% по массе неполиолефиновых материалов. В некоторых вариантах реализации общий состав содержит по меньшей мере 90% по массе полипропилена. Следовательно, в некоторых вариантах реализации общий состав содержит менее 10% по массе неполиолефиновых материалов.
В иллюстративном варианте реализации на фиг. 1 BOPP пленка 114 расположена на внешней поверхности 11 автоклавируемой упаковочной пленки 10. Другими словами, BOPP пленка 114 ограничивает внешнюю поверхность 11 автоклавируемой упаковочной пленки 10. Внешняя поверхность 11 может лежать напротив герметизирующего слоя 120. Внешняя поверхность 11 может образовывать внешнюю поверхность упаковки, полученной с применением автоклавируемой упаковочной пленки 10. Более того, в иллюстративном варианте реализации на фиг. 1 герметизирующий слой 120 расположен на MDOPP пленке 112. Герметизирующий слой 120 может быть нанесен на MDOPP пленку 112 экструзионным способом.
Фиг. 2 представляет собой схематический вид в поперечном разрезе автоклавируемой упаковочной пленки 20 согласно другому варианту реализации настоящего изобретения. Автоклавируемая упаковочная пленка 20 аналогична автоклавируемой упаковочной пленке 10 на фиг. 1, при этом одинаковые элементы обозначены с применением одинаковых позиционных номеров. Однако автоклавируемая упаковочная пленка 20 имеет другую конфигурацию ламината 110 по сравнению со автоклавируемой упаковочной пленкой 10.
В частности, в иллюстративном варианте реализации на фиг. 2 MDOPP пленка 112 расположена на внешней поверхности 21 автоклавируемой упаковочной пленки 20. Другими словами, MDOPP пленка 112 ограничивает внешнюю поверхность 21 автоклавируемой упаковочной пленки 20. Внешняя поверхность 21 может лежать напротив герметизирующего слоя 120. Внешняя поверхность 21 может образовывать внешнюю поверхность упаковки, полученной с применением автоклавируемой упаковочной пленки 20. Более того, в иллюстративном варианте реализации на фиг. 2 герметизирующий слой 120 расположен на BOPP пленке 114. Герметизирующий слой 120 может быть нанесен на BOPP пленку 114 экструзионным способом.
Фиг. 3 представляет собой схематический вид в поперечном разрезе автоклавируемой упаковочной пленки 30 согласно другому варианту реализации настоящего изобретения. Автоклавируемая упаковочная пленка 30 аналогична автоклавируемой упаковочной пленке 10, показанной на фиг. 1, при этом одинаковые элементы обозначены с применением одинаковых позиционных номеров. Однако автоклавируемая упаковочная пленка 30 имеет другую конфигурацию ламината 110 по сравнению с автоклавируемой упаковочной пленкой 10.
В некоторых вариантах реализации ламинат 110 дополнительно содержит защитный слой 116, прикрепленный к MDOPP пленке 112 или BOPP пленке 114. Можно отметить, что защитный слой 116 является необязательным и может отсутствовать в ламинате 110 в зависимости от требуемых параметров применения. В иллюстративном варианте реализации на фиг. 3 защитный слой 116 прикреплен к BOPP пленке 114.
Защитный слой 116 может придавать автоклавируемой упаковочной пленке 30 требуемые защитные свойства. Например, защитный слой 116 может придавать автоклавируемой упаковочной пленке 30 газонепроницаемость (например, кислородонепроницаемость), влагонепроницаемость и/или непроницаемость для запахов.
В некоторых вариантах реализации защитный слой 116 содержит металлический слой или слой оксидного покрытия, нанесенный на поверхность MDOPP пленки 112 или BOPP пленки 114. В иллюстративном варианте реализации на фиг. 3 металлический слой или слой оксидного покрытия нанесен на поверхность BOPP пленки 114. Металлический слой защитного слоя 116 может включать, например, фольгу (например, алюминиевую фольгу). Слой оксидного покрытия защитного слоя 116 может содержать, например, оксид алюминия, оксид кремния, металлизированный полиэтилентерефталат и т. п.
В некоторых вариантах реализации защитный слой 116 содержит полимерный защитный материал. Полимерный защитный материал может включать: но не ограничивается ими, сополимеры этилена и винилового спирта (EVOH); сополимеры поливинилового спирта (PVOH); поли(винилхлорид); поливинилиденовые полимеры и сополимеры, в том числе поливинилиденхлорид; полиамиды, в том числе аморфные полиамиды; акрилонитриловые полимеры, в том числе сополимеры акрилонитрила и метилакрилата; полиуретановую конструкционную пластмассу; поли(метилпентеновые) смолы; сополимеры этилена и монооксида углерода; жидкокристаллические полимеры; сложные полиэфиры, такие как полиэтилентерефталат; полиимиды, в том числе полиэфирные имиды и полиакриловые имиды; и другие такие полимерные материалы, которые, как известно, характеризуются относительно низкими скоростями проникновения газов. Для применения в качестве полимерного защитного материала также могут подходить смеси и привитые компоненты указанных перечисленных выше материалов, например, комбинации полиимидов и кристаллических полимеров, таких как жидкокристаллические полимеры, полиамиды и полиэтилентерефталат, и комбинации полиамидов со стиролами.
В иллюстративном варианте реализации на фиг. 3 BOPP пленка 114 расположена на внешней поверхности 31 автоклавируемой упаковочной пленки 30. Другими словами, BOPP пленка 114 ограничивает внешнюю поверхность 31 автоклавируемой упаковочной пленки 30. Внешняя поверхность 31 может лежать напротив герметизирующего слоя 120. Внешняя поверхность 31 может образовывать внешнюю поверхность упаковки, полученной с применением автоклавируемой упаковочной пленки 30.
В иллюстративном варианте реализации на фиг. 3 клеевой слой 115 расположен между MDOPP пленкой 112 и защитным слоем 116. Более того, в иллюстративном варианте реализации на фиг. 3 герметизирующий слой 120 расположен на MDOPP пленке 112. Герметизирующий слой 120 может быть нанесен на MDOPP пленку 112 экструзионным способом.
Фиг. 4 представляет собой схематический вид в поперечном разрезе автоклавируемой упаковочной пленки 40 согласно другому варианту реализации настоящего изобретения. Автоклавируемая упаковочная пленка 40 аналогична автоклавируемой упаковочной пленке 30, показанной на фиг. 3, при этом одинаковые элементы обозначены с применением одинаковых позиционных номеров. Однако автоклавируемая упаковочная пленка 40 имеет другую конфигурацию ламината 110 по сравнению с автоклавируемой упаковочной пленкой 30.
В частности, в иллюстративном варианте реализации на фиг. 4 MDOPP пленка 112 расположена на внешней поверхности 41 автоклавируемой упаковочной пленки 40. Другими словами, MDOPP пленка 112 ограничивает внешнюю поверхность 41 автоклавируемой упаковочной пленки 40. Внешняя поверхность 41 может лежать напротив герметизирующего слоя 120. Внешняя поверхность 41 может образовывать внешнюю поверхность упаковки, полученной с применением автоклавируемой упаковочной пленки 40. Кроме того, в иллюстративном варианте реализации на фиг. 4 защитный слой 116 прикреплен к MDOPP пленке 112.
В иллюстративном варианте реализации на фиг. 4 клеевой слой 115 расположен между BOPP пленкой 114 и защитным слоем 116. Более того, в иллюстративном варианте реализации на фиг. 4 герметизирующий слой 120 расположен на BOPP пленке 114. Герметизирующий слой 120 может быть нанесен на BOPP пленку 114 экструзионным способом.
Фиг. 5 представляет собой схематический вид в поперечном разрезе автоклавируемой упаковочной пленки 50 согласно другому варианту реализации настоящего изобретения. Автоклавируемая упаковочная пленка 50 аналогична автоклавируемой упаковочной пленке 40, показанной на фиг. 4, при этом одинаковые элементы обозначены с применением одинаковых позиционных номеров. Однако автоклавируемая упаковочная пленка 50 имеет другую конфигурацию ламината 110 по сравнению с автоклавируемой упаковочной пленкой 40.
В частности, в иллюстративном варианте реализации на фиг. 5 защитный слой 116 расположен на BOPP пленке 114 напротив герметизирующего слоя 120. Кроме того, в иллюстративном варианте реализации на фиг. 5 клеевой слой 115 расположен между MDOPP пленкой 112 и защитным слоем 116.
В иллюстративном варианте реализации на фиг. 5 MDOPP пленка 112 расположена на внешней поверхности 51 автоклавируемой упаковочной пленки 50. Другими словами, MDOPP пленка 112 ограничивает внешнюю поверхность 51 автоклавируемой упаковочной пленки 50. Внешняя поверхность 51 может лежать напротив герметизирующего слоя 120. Внешняя поверхность 51 может образовывать внешнюю поверхность упаковки, полученной с применением автоклавируемой упаковочной пленки 50.
На фиг. 6 показан схематический вид спереди герметично закрытого упакованного пищевого продукта 200 согласно одному из вариантов реализации настоящего изобретения.
Герметично закрытый упакованный пищевой продукт 200 может содержать автоклавируемую упаковку 210 и пищевой продукт (не показан), упакованный внутри автоклавируемой упаковки 210. В иллюстративном варианте реализации на фиг. 6 автоклавируемая упаковка 210 представляет собой пакет с устойчивым дном. Однако можно отметить, что автоклавируемая упаковка 210 может представлять собой любой подходящий тип гибкой упаковки.
В иллюстративном варианте реализации на фиг. 6 герметично закрытый упакованный пищевой продукт 200 содержит автоклавируемую упаковочную пленку 10, показанную на фиг. 1. В частности, автоклавируемая упаковка 210 может содержать автоклавируемую упаковочную пленку 10. Другими словами, автоклавируемая упаковка 210 может быть изготовлена из автоклавируемой упаковочной пленки 10. В некоторых других вариантах реализации герметично закрытый упакованный пищевой продукт 200 может содержать автоклавируемую упаковочную пленку 20, показанную на фиг. 2, автоклавируемую упаковочную пленку 30, показанную на фиг. 3, автоклавируемую упаковочную пленку 30, показанную на фиг. 3, автоклавируемую упаковочную пленку 40, показанную на фиг. 4, или автоклавируемую упаковочную пленку 50, показанную на фиг. 5.
Как показано на фиг. 1 и 6, автоклавируемая упаковочная пленка 10 может быть герметично закрыта посредством термической сварки с получением автоклавируемой упаковки 210. В результате, автоклавируемая упаковка 210 может подходить для воздействия процессом автоклавирования. Предпочтительно, автоклавируемая упаковка 210 может обладать способностью к разрыву по прямой линии в направлении 220 открывания. Направление 220 открывания может соответствовать машинному направлению MDOPP пленки 112 автоклавируемой упаковочной пленки 10. В результате автоклавируемую упаковку 210 можно легко разорвать в направлении 220 открывания для получения доступа к упакованному в ней пищевому продукту. Предпочтительно, для открывания автоклавируемой упаковки 210 могут не требоваться инструменты, такие как ножницы.
На фиг. 7 показана блок-схема, на которой изображены различные стадии способа 300 получения автоклавируемой упаковочной пленки согласно одному из вариантов реализации настоящего изобретения. Например, способ 300 можно применять для производства автоклавируемой упаковочной пленки 10, показанной на фиг. 1, автоклавируемой упаковочной пленки 20, показанной на фиг. 2, автоклавируемой упаковочной пленки 30, показанной на фиг. 3, автоклавируемой упаковочной пленки 40, показанной на фиг. 4, или автоклавируемой упаковочной пленки 50, показанной на фиг. 5.
На стадии 310 способ 300 включает ламинирование BOPP пленки на MDOPP пленку с получением преламината. Как показано на фиг. 1 и 7, например, способ 300 может включать ламинирование MDOPP пленки 112 на BOPP пленку 114 с получением ламината 110. Преламинат может иметь любую подходящую конфигурацию, такую как конфигурации ламината 110, описанные выше со ссылкой на фиг. 1-5.
На стадии 320 способ 300 дополнительно включает нанесение герметизирующего слоя на преламинат экструзионным способом. Герметизирующий слой содержит смесь, включающую полипропиленовый терполимер и длинноцепочечный разветвленный полиэтилен, выбранный из группы, состоящей из ПЭНП и ПЭСП. Индекс текучести расплава герметизирующего слоя составляет от 5 г/10 мин до 25 г/10 мин в соответствии с ASTM D1238, методика A, условия 230 °C/2,16 кг. Как показано на фиг. 1 и 7, например, способ 300 может включать нанесение герметизирующего слоя 120 на ламинат 110 экструзионным способом. Герметизирующий слой 120 может содержать смесь, включающую полипропиленовый терполимер и длинноцепочечный разветвленный полиэтилен, выбранный из группы, состоящей из ПЭНП и ПЭСП. Кроме того, индекс текучести расплава герметизирующего слоя 120 может составлять от 5 г/10 мин до 25 г/10 мин в соответствии с ASTM D1238, методика A, условия 230 °C/2,16 кг.
Способ 300 может обеспечивать возможность получения автоклавируемой упаковочной пленки простым и экономичным образом.
На фиг. 8 показана блок-схема, на которой изображены различные стадии способа 400 получения автоклавируемой упаковочной пленки согласно одному из вариантов реализации настоящего изобретения. Например, способ 400 можно применять для производства автоклавируемой упаковочной пленки 30, показанной на фиг. 3.
На стадии 410 способ 400 включает экструзию и ориентирование пленки в машинном направлении с получением MDOPP пленки. Как показано на фиг. 3 и 8, например, способ 400 может включать экструзию и ориентирование пленки в машинном направлении с получением MDOPP пленки 112.
На стадии 420 способ 400 дополнительно включает нанесение герметизирующего слоя на MDOPP пленку экструзионным способом. Как показано на фиг. 3 и 8, например, способ 400 может включать нанесение герметизирующего слоя 120 на MDOPP пленку 112 экструзионным способом.
На стадии 430 способ 400 дополнительно включает нанесение защитного покрытия на BOPP пленку. Как показано на фиг. 3 и 8, например, способ 400 может включать нанесение защитного слоя 116 на BOPP пленку 114.
На стадии 440 способ 400 дополнительно включает ламинирование MDOPP пленки и BOPP пленки путем проклейки. Как показано на фиг. 3 и 8, например, способ 400 может включать ламинирование пленки MDOPP 112 и BOPP пленки 114 путем проклейки.
Герметизирующий слой содержит смесь, включающую полипропиленовый терполимер и длинноцепочечный разветвленный полиэтилен, выбранный из группы, состоящей из ПЭНП и ПЭСП. Индекс текучести расплава герметизирующего слоя составляет от 5 г/10 мин до 25 г/10 мин в соответствии с ASTM D1238, методика A, условия 230 °C/2,16 кг. Как показано на фиг. 3 и 8, например, герметизирующий слой 120 может содержать смесь, включающую полипропиленовый терполимер и длинноцепочечный разветвленный полиэтилен, выбранный из группы, состоящей из ПЭНП и ПЭСП. Кроме того, герметизирующий слой 120 может иметь индекс текучести расплава от 5 г/10 мин до 25 г/10 мин в соответствии с ASTM D1238, методика A, условия 230 °C/2,16 кг.
Способ 400 может обеспечивать возможность получения автоклавируемой упаковочной пленки простым и экономичным образом.
ПРИМЕРЫ
В следующих примерах применяли следующие протоколы испытаний.
Индекс текучести расплава - единицы измерения: г/10 мин, ASTM D1238, испытание при 230°C с применением 2,16 кг, если не указано иное. Индекс текучести расплава (MFI) можно взаимозаменяемо называть показателем текучести расплава (MFR).
Прочность соединения, ASTM F88 - сварка с применением двухсторонней нагретой сварочной пластины, 0,5 секунды, давление 400 Н/см2, самосварка, отслаивание в машинном направлении, отслаивание на блоке испытания прочности на разрыв при 300 мм/мин, ширина 15 мм.
Температура начала сваривания представляет собой температуру сваривания, при которой достигается прочность соединения примерно 5 Н/15 мм.
Прочность на разрыв, испытание на раздвоенный разрыв (Trouser tear), машинное направление, ASTM D1938. Указанное испытание также может указывать на способность пленок к разрыву по прямой линии.
Сравнительные примеры
Были изготовлены два образца пленок для демонстрации негативных эффектов, которые ориентация герметизирующего слоя может оказывать на температуру начала сваривания. Трехслойную пленку получали посредством совместной экструзии через щелевую головку, при этом герметизирующий слой содержал смесь, состоящую из 67% полипропиленового терполимера (Tm=131°C, MFR=6,0 г/10 мин.), 25% термопластичного полиолефинового сополимера (Tm=142 °C, MFR=0,6 г/10 мин.), 5% гомополимерного полипропилена и 3% антиадгезивной маточной смеси. Такую пленку ламинировали на две BOPP пленки с получением трехслойной структуры первого ламината. При термической сварке указанной пленки было обнаружено, что ламинат имел температуру начала сваривания примерно 121°C и прочность соединения 16,9 Н/15 мм при сварке при 130°C. Такие свойства сваривания являются весьма желательными для упаковки для автоклавирования. Прочность на разрыв (раздвоенный разрыв) пленки составляла примерно 1,6 Н, что является приемлемым. Однако указанная структура ламината имела очень низкие показатели в отношении разрыва по прямой линии.
Второй ламинат получали путем сначала ориентирования в машинном направлении (растяжение 3:1) описанной выше трехслойной пленки, полученной посредством совместной экструзии через щелевую головку, после чего ламинировали такую MDO пленку на две BOPP пленки с получением трехслойной структуры второго ламината. При термической сварке указанной пленки было обнаружено, что ламинат имел температуру начала сваривания примерно 134°C и прочность соединения менее 1 Н/15 мм при 130 °C. Это показывает, что, хотя ориентация герметизирующей пленки может способствовать улучшению характеристик разрыва, негативное воздействие на температуру начала термического сваривания является неприемлемым. Коэффициент растяжения такой пленки составлял 3:1. Путем увеличения коэффициента растяжения (т. е. 5:1) можно было улучшить характеристики разрыва указанной пленки. Однако такое изменение будет оказывать дополнительное негативное влияние на характеристики сваривания вследствие ориентации герметизирующего слоя.
Примеры настоящего изобретения
Пленочный ламинат получали со структурой [BOPP/клей/ MDOPP/герметик с покрытием, нанесенным экструзионным способом]. MDO пленка содержала статистический PP (полипропилен), растянутый до соотношения 5:1, конечная толщина которого составляла 30 микрон. Герметик наносили экструзионным способом с плотностью 24 г/м2. Герметик представлял собой смесь, состоящую из 65% (по массе) полипропиленового терполимера (Tm=131 °C, MFR=6,0 г/10 мин.), 20% ПЭНП с длинноцепочечным разветвлением (MFR=3,8 г/10 мин при 190 °C, Tm=108 °C), 10% гомополимерного полипропилена (MFR=25 г/10 мин, ISO 1133) и 5% статистического сополимерного полипропилена (плотность=0,88 г/см3, MFR=6 г/10 мин при 230 °C/2,16 кг). Измеренный MFR смеси герметика составлял 7,7 г/10 мин. При термической сварке указанной пленки было обнаружено, что температура начала сваривания составляла примерно 125 °C. Такой ламинат демонстрировала разрыв по прямой линии и имел значение прочности на раздвоенный разрыв 2,05 Н. Указанная пленка имела общий состав, содержащий 3,5% полиэтилена, 94,2% полипропилена, 97,7% полиолефина и 2,3% неолефинового материала (клей). Следует отметить, что, если MDOPP пленку дополнительно оптимизировали для сваривания (например, MDOPP пленку, применяемую в сравнительном примере, описанном выше), можно было достигнуть еще более низкое значение прочности на раздвоенный разрыв.
Для демонстрации эффективности введения в ламинат MDOPP пленки и применения экструзионного способа для нанесения герметизирующего слоя изготавливали пленочный ламинат. Конечная структура ламината представляла собой BOPP/клей/MDOPP/герметик. MDOPP пленка представляла собой трехслойную соэкструдированную пленку, растянутую в 5 раз в машинном направлении, конечная толщина которой составляла 30 микрон. MDOPP пленка содержала средний слой, состоящий из 100% гомополимерного полипропилена, и поверхностные слои, состоящие из 80% гетерофазного блок-сополимера полипропилена и 20% статистического сополимерного полипропилена (плотность=0,88 г/см3, MFR=6 г/10 мин при 230°C/2,16 кг). Герметик наносили экструзионным способом с плотностью 24 г/м2. Герметик представлял собой смесь, состоящую из примерно 50% полипропиленового терполимера (Tm=131°C, MFR=9 г/10 мин), примерно 25% статистического сополимерного полипропилена, примерно 20,5% полипропилена и примерно 4,5% длинноцепочечного разветвленного ПЭНП. Согласно расчетам показатель текучести расплава смеси герметика составлял примерно 12,2 г/10 мин (при 230 °C/2,16 кг). При термической сварке такой пленки было обнаружено, что ламинат имел температуру начала сваривания примерно 123°C и прочность соединения 13,7 Н/15 мм при 130 °C. Ламинат также имел подходящие свойства разрыва в машинном направлении, демонстрировал чистый разрыв по прямой линии и значение 1,2 Н в испытании на прочность на раздвоенный разрыв. Указанная пленка имела общий состав, включающий 3,2% полиэтилена, 94,5% полипропилена, 97,7% полиолефина и 2,3% неолефинового материала (клей). Полученный результат продемонстрировал, что оптимизированная MDOPP пленка и герметик с покрытием, нанесенным экструзионным способом, обеспечивают требуемую комбинацию герметизирующих швов, подходящих для автоклавирования, и хороший разрыв в машинном направлении.
Каждый документ, цитируемый в настоящей заявке, в том числе любые перекрестные ссылки, в полном объеме включен в настоящую заявку посредством данной ссылки, если это явно не исключено или не ограничено иным образом. Цитирование любого документа не является признанием того, что указанный документ представляет собой предшествующий уровень техники в отношении любого варианта реализации, описанного в настоящей заявке, или что он сам по себе или в любой комбинации с любой другой ссылкой или ссылками учит, предлагает или раскрывает любой такой вариант реализации. Кроме того, в той степени, в которой любое значение или определение термина в настоящей заявке противоречит любому значению или определению того же термина в документе, включенном посредством ссылки, значение или определение, присвоенные этому термину в настоящей заявке, имеет преимущественную силу.
Если не указано иное, все числа, выражающие размеры, количества, диапазоны, пределы, а также физические и другие свойства, применяемые в настоящей заявке, следует понимать как предшествующие во всех случаях термину «примерно». Соответственно, если явно не указано иное, числовые параметры, приведенные в настоящей заявке, представляют собой приближенные значения, которые могут меняться в зависимости от требуемых свойств, которые стремится получить обычный специалист в данной области техники без излишнего экспериментирования путем применения идей, описанных в настоящей заявке.
В настоящей заявке формы единственного числа включают варианты реализации, содержащие объекты во множественном числе, если контекст явно не указывает на иное. В настоящей заявке термин «или» в общем случае применяют в его значении, включающем «и/или», если контекст явно не указывает иное.
При применении в настоящей заявке пространственно связанные термины, в том числе, но не ограничиваясь ими, «нижний», «верхний», «внизу», «ниже», «выше», «нижняя часть» и «верхняя часть», используются для простоты описания для указания пространственного расположения одного элемента(ов) относительно другого. Такие пространственно связанные термины включают разные ориентации устройства при применении или эксплуатации, в дополнение к конкретным ориентациям, изображенным на фигурах и описанным в настоящей заявке. Например, если объект, изображенный на графических материалах, опрокинут или перевернут, элементы, ранее описанные как лежащие ниже других элементов или внизу, будут находиться выше указанных других элементов.
На графических материалах показаны некоторые, но не все варианты реализации. Элементы, изображенные на графических материалах, являются иллюстративными и не обязательно выполнены в масштабе, при этом на графических материалах одинаковые (или сходные) ссылочные позиции обозначают одинаковые (или сходные) признаки.
Описание, примеры, варианты реализации и графические материалы, раскрытые в данном документе, являются только иллюстративными и не должны рассматриваться как ограничивающие. Настоящее изобретение включает описание, примеры, варианты реализации и графические материалы, раскрытые в данном документе; но не ограничивается таким описанием, примерами, вариантами реализации или графическими материалами. Как кратко описано выше, читатель должен предполагать, что признаки одного описанного варианта реализации также могут быть применены ко всем другим описанным вариантам реализации, если явно не указано иное. Модификации и другие варианты реализации будут очевидны обычному специалисту в области упаковки, при этом подразумевается, что все такие модификации и другие варианты реализации находятся в пределах объема настоящего изобретения.
ВАРИАНТЫ РЕАЛИЗАЦИИ АВТОКЛАВИРУЕМОЙ УПАКОВОЧНОЙ ПЛЕНКИ
A. Автоклавируемая упаковочная пленка, содержащая
ламинат, содержащий
BOPP пленку и
MDOPP пленку, и
герметизирующий слой, расположенный на ламинате и содержащий смесь, включающую полипропиленовый терполимер и длинноцепочечный разветвленный полиэтилен, выбранный из группы, состоящей из ПЭНП и ПЭСП, при этом индекс текучести расплава указанного герметизирующего слоя составляет от 5 до 25 г/10 мин в соответствии с ASTM D1238, методика A, условия 230 °C/2,16 кг, и
общий состав, содержащий по меньшей мере 80% по массе полипропилена.
B. Автоклавируемая упаковочная пленка согласно любому другому варианту реализации автоклавируемой упаковочной пленки, в которой смесь герметизирующего слоя содержит от 4% до 50% по массе длинноцепочечного разветвленного полиэтилена и от 50% до 90% по массе полипропиленового терполимера.
C. Автоклавируемая упаковочная пленка согласно любому другому варианту реализации автоклавируемой упаковочной пленки, в которой температура плавления полипропиленового терполимера составляет более 130 °C.
D. Автоклавируемая упаковочная пленка согласно любому другому варианту реализации автоклавируемой упаковочной пленки, в которой температура начала сваривания герметизирующего слоя составляет менее 140°C согласно измерениям с применением ASTM F88, метод A.
E. Автоклавируемая упаковочная пленка согласно любому другому варианту реализации автоклавируемой упаковочной пленки, в которой индекс текучести расплава герметизирующего слоя составляет от 5 г/10 мин до 15 г/10 мин в соответствии с ASTM D1238, методика A, условия 230 °C/2,16 кг.
F. Автоклавируемая упаковочная пленка согласно любому другому варианту реализации автоклавируемой упаковочной пленки, в которой герметизирующий слой не ориентирован.
G. Автоклавируемая упаковочная пленка согласно любому другому варианту реализации автоклавируемой упаковочной пленки, в которой герметизирующий слой нанесен на ламинат экструзионным способом.
H. Автоклавируемая упаковочная пленка согласно любому другому варианту реализации автоклавируемой упаковочной пленки, в которой ламинат дополнительно содержит защитный слой, прикрепленный к BOPP пленке или MDOPP пленке.
I. Автоклавируемая упаковочная пленка согласно варианту реализации H, в которой защитный слой содержит металлический слой или слой оксидного покрытия, нанесенный на поверхность BOPP пленки или MDOPP пленки.
J. Автоклавируемая упаковочная пленка согласно варианту реализации H, в которой защитный слой содержит полимерный защитный материал.
K. Автоклавируемая упаковочная пленка согласно любому другому варианту реализации автоклавируемой упаковочной пленки, в которой общий состав содержит по меньшей мере 90% по массе полипропилена.
L. Автоклавируемая упаковочная пленка согласно любому другому варианту реализации автоклавируемой упаковочной пленки, в которой общий состав содержит менее 20% по массе неполиолефиновых материалов.
M. Автоклавируемая упаковочная пленка согласно любому другому варианту реализации автоклавируемой упаковочной пленки, в которой общий состав содержит менее 10% по массе неполиолефиновых материалов.
N. Автоклавируемая упаковочная пленка согласно любому из вариантов реализации A-M, в которой MDOPP пленка расположена на внешней поверхности автоклавируемой упаковочной пленки.
O. Автоклавируемая упаковочная пленка согласно любому из вариантов реализации A-M, в которой BOPP пленка расположена на внешней поверхности автоклавируемой упаковочной пленки.
ВАРИАНТ РЕАЛИЗАЦИИ ГЕРМЕТИЧНО ЗАКРЫТОГО УПАКОВАННОГО ПИЩЕВОГО ПРОДУКТА
P. Герметично закрытый упакованный пищевой продукт, содержащий автоклавируемую упаковочную пленку согласно любому из вариантов реализации A-O.
ВАРИАНТЫ РЕАЛИЗАЦИИ СПОСОБА
Q. Способ получения автоклавируемой упаковочной пленки, включающий:
ламинирование BOPP пленки на MDOPP пленку с получением преламината, и
нанесение герметизирующего слоя на преламинат экструзионным способом,
при этом указанный герметизирующий слой содержит смесь, включающую полипропиленовый терполимер и длинноцепочечный разветвленный полиэтилен, выбранный из группы, состоящей из ПЭНП и ПЭСП, при этом индекс текучести расплава указанного герметизирующего слоя составляет от 5 г/10 мин до 25 г/10 мин в соответствии с ASTM D1238, методика A, условия 230 °C/2,16 кг.
R. Способ получения автоклавируемой упаковочной пленки, включающий:
экструзию и ориентирование пленки в машинном направлении с получением MDOPP пленки;
нанесение герметизирующего слоя на MDOPP пленку экструзионным способом;
нанесение защитного покрытия на BOPP пленку; и
ламинирование MDOPP пленки и BOPP пленки путем проклейки;
при этом герметизирующий слой содержит смесь, включающую полипропиленовый терполимер и длинноцепочечный разветвленный полиэтилен, выбранный из группы, состоящей из ПЭНП и ПЭСП, при этом индекс текучести расплава указанного герметизирующего слоя составляет от 5 г/10 мин до 25 г/10 мин в соответствии с ASTM D1238, методика A, условия 230°C/2,16 кг.
| название | год | авторы | номер документа |
|---|---|---|---|
| Полипропиленовые пленки с улучшенной герметичностью, в частности улучшенными герметизирующими свойствами | 2015 |
|
RU2716598C2 |
| ТЕРМОСВАРИВАЕМАЯ ПОЛИПРОПИЛЕНОВАЯ ПЛЕНКА | 2014 |
|
RU2695369C2 |
| МНОГОСЛОЙНЫЕ ПЛЕНКИ | 2008 |
|
RU2490135C2 |
| ПОЛИМЕРНАЯ КОМПОЗИЦИЯ НА ОСНОВЕ ПРОПИЛЕНА | 2018 |
|
RU2735731C1 |
| МНОГОСЛОЙНАЯ ПЛЕНКА ДЛЯ КОНТЕЙНЕРОВ ДЛЯ МЕДИЦИНСКИХ РАСТВОРОВ И КОНТЕЙНЕР, ВКЛЮЧАЮЩИЙ ЭТУ ПЛЕНКУ | 2008 |
|
RU2447996C2 |
| СМЕСЬ И ПЛЕНКА, ПРОЯВЛЯЮЩИЕ СТОЙКОСТЬ К ИСТИРАНИЮ КРАСКИ | 2014 |
|
RU2666436C2 |
| МНОГОСЛОЙНЫЕ ТЕРМОУСАДОЧНЫЕ ПЛЕНКИ | 2015 |
|
RU2674766C2 |
| ПРОНИЦАЕМЫЕ ПОЛИМЕРНЫЕ ПЛЕНКИ | 2018 |
|
RU2723167C1 |
| УПАКОВОЧНЫЙ МАТЕРИАЛ И УПАКОВОЧНЫЙ КОНТЕЙНЕР | 2015 |
|
RU2681642C2 |
| СОПОЛИМЕРЫ ПРОПИЛЕНА | 2018 |
|
RU2734534C1 |
Изобретение относится к автоклавируемой упаковочной пленке, герметично закрытому упакованному пищевому продукту, содержащему автоклавируемую упаковочную пленку, и способу получения автоклавируемой упаковочной пленки. Автоклавируемая упаковочная пленка содержит ламинат, содержащий двухосноориентированную полипропиленовую (BOPP) пленку и ориентированную в машинном направлении полипропиленовую (MDOPP) пленку. Упаковочная пленка содержит герметизирующий слой, расположенный на ламинате, который содержит смесь, включающую полипропиленовый терполимер и длинноцепочечный разветвленный полиэтилен, выбранный из группы, состоящей из полиэтилена низкой плотности (ПЭНП) и полиэтилена средней плотности (ПЭСП). Индекс текучести расплава герметизирующего слоя составляет от 5 до 25 г/10 мин в соответствии с ASTM D1238, методика A, условия 230 °C/нагрузке 2,16 кг. Изобретение обеспечивает получение автоклавируемой упаковочной пленки, содержащей высокие уровни полиолефина, которая соответствует рекомендациям по вторичной переработке, обладает высокой прочностью соединения и является достаточно прочной для обработки путем автоклавирования и проявляет способность к разрыву по прямой линии в одном направлении для облегчения открывания автоклавируемых упаковок без необходимости в видимых элементах например, надрезах. 2 н. и 14 з.п. ф-лы, 8 ил., 1 табл.
1. Автоклавируемая упаковочная пленка, содержащая
ламинат, содержащий
двухосноориентированную полипропиленовую (ВОРР) пленку и
ориентированную в машинном направлении полипропиленовую (MDOPP) пленку, и
герметизирующий слой, расположенный на ламинате и содержащий смесь, включающую полипропиленовый терполимер и длинноцепочечный разветвленный полиэтилен, выбранный из группы, состоящей из полиэтилена низкой плотности (ПЭНП) и полиэтилена средней плотности (ПЭСП), при этом индекс текучести расплава указанного герметизирующего слоя составляет от 5 до 25 г/10 мин в соответствии с ASTM D1238, методика А, условия 230°С/ нагрузке 2,16 кг, и
общий состав включает по меньшей мере 80% по массе полипропилена.
2. Автоклавируемая упаковочная пленка по п. 1, в которой смесь герметизирующего слоя содержит от 4 до 50% по массе длинноцепочечного разветвленного полиэтилена и от 50 до 90% по массе полипропиленового терполимера.
3. Автоклавируемая упаковочная пленка по п. 1, в которой температура плавления полипропиленового терполимера составляет более 130°С.
4. Автоклавируемая упаковочная пленка по п. 1, в которой температура начала сваривания герметизирующего слоя составляет менее 140°С согласно измерениям с применением ASTM F88, метод А.
5. Автоклавируемая упаковочная пленка по п. 1, в которой индекс текучести расплава герметизирующего слоя составляет от 5 до 15 г/10 мин в соответствии с ASTM D1238, методика А, условия 230°С/2,16 кг.
6. Автоклавируемая упаковочная пленка по п. 1, в которой герметизирующий слой не ориентирован.
7. Автоклавируемая упаковочная пленка по п. 1, в которой герметизирующий слой нанесен на ламинат экструзионным способом.
8. Автоклавируемая упаковочная пленка по п. 1, в которой ламинат дополнительно содержит защитный слой, прикрепленный к ВОРР пленке или MDOPP пленке.
9. Автоклавируемая упаковочная пленка по п. 8, в которой защитный слой содержит металлический слой или слой оксидного покрытия, нанесенный на поверхность ВОРР пленки или MDOPP пленки.
10. Автоклавируемая упаковочная пленка по п. 8, в которой защитный слой содержит полимерный защитный материал.
11. Автоклавируемая упаковочная пленка по п. 1, в которой общий состав содержит по меньшей мере 90% по массе полипропилена.
12. Автоклавируемая упаковочная пленка по п. 1, в которой общий состав включает менее 20% по массе неполиолефиновых материалов.
13. Автоклавируемая упаковочная пленка по п. 1, в которой общий состав включает менее 10% по массе неполиолефиновых материалов.
14. Автоклавируемая упаковочная пленка по п. 1, в которой MDOPP пленка расположена на внешней поверхности автоклавируемой упаковочной пленки.
15. Автоклавируемая упаковочная пленка по п. 1, в которой ВОРР пленка расположена на внешней поверхности автоклавируемой упаковочной пленки.
16. Герметично закрытый упакованный пищевой продукт, содержащий автоклавируемую упаковочную пленку по п. 1.
| WO 2020236140 A1, 26.11.2020 | |||
| RU 2007138486 A, 27.04.2009 | |||
| СПОСОБ ПОЛУЧЕНИЯ ПРОПИЛЕНОВЫХ ТЕРПОЛИМЕРОВ | 2008 |
|
RU2458734C2 |
| US 2022152906 A1, 19.05.2022 | |||
| WO 2015061516 A1, 30.04.2015. | |||

