Изобретение относится к холодной листовой штамповке, в частности к формообразованию тонкостенных осесимметричных оболочек, и может быть использовано при изготовлении крупногабаритных тонкостенных деталей усеченной сужающейся формы на прессах двойного действия.
Известен способ отбортовки конических деталей путем приложения последовательно от кромки отбортуемого отверстия заготовки до элементов детали, расположенных в зоне наибольшего радиусам детали (М.Н. Горбунов «Технология заготовительно-штамповочных работ в производстве самолетов». М.: Машиностроение, 1981 г., стр. 121). Это происходит при инструментальном способе штамповки, когда пуансон имеет рабочую поверхность, соответствующую внутренней поверхности конуса.
Недостаток способа заключается в значительной разнотолщинности получаемой детали, которая составляет:
ΔS=Sзаг-Sкр,
где Sзаг, Sкр - соответственно толщины исходной заготовки и кромки детали.
Кромка детали равна (Е.А. Попов. Основы теории листовой штамповки. 1977 г.):
 ,
,
где r0, rкр - радиусы отверстия заготовки и кромки детали.
Разнотолщинность достигает 30%.
Наиболее близким по технической сущности является способ отбортовки, в котором давление прикладывается по всей поверхности эластичным пуансоном по внутренней поверхности детали (Е.А. Бутузов. Специальные виды штамповки. Высшая школа. Москва, 1963 г., стр. 40).
Недостатком этого способа является наличие разнотолщинности в получаемой детали.
Задачей изобретения является получение качественной тонкостенной осесимметричной детали с минимальной толщиной стенки.
Задача решается за счет того, что в способе формообразования тонкостенных осесимметричных деталей конической формы из кольцевых плоских заготовок с приложением рабочего давления со стороны эластичного пуансона цилиндрической формы, а согласно изобретению по обеим поверхностям деформируемой части заготовки создают дополнительные реактивные силы трения.
Кроме того, дополнительные реактивные силы трения создают эластичным конусом, расположенным соосно эластичному пуансону с противоположной стороны заготовки.
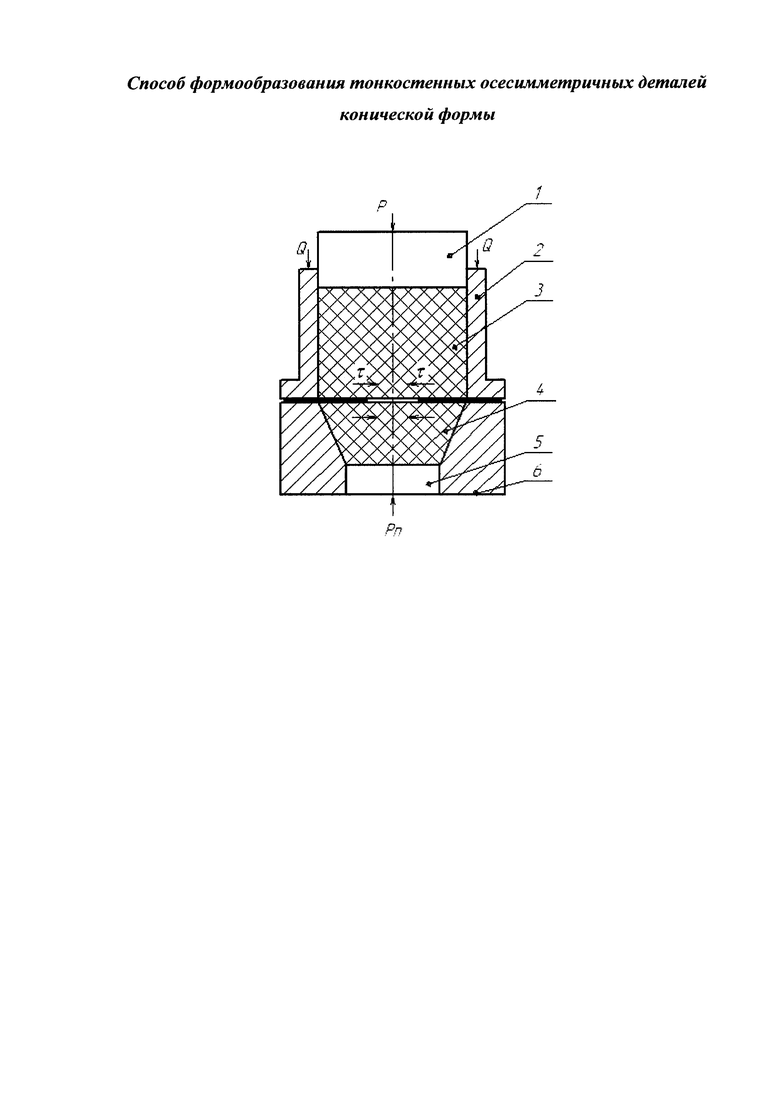
Способ реализуется с помощью устройства и поясняется чертежами.
Устройство содержит жесткий пуансон 1, контейнер 2, эластичный пуансон 3, эластичный конус 4, расположенный соосно эластичному пуансону с противоположной стороны заготовки, шайбу 5, матрицу 6.
Способ осуществляют следующим образом:
Плоская заготовка с отверстием зажимается между контейнером 2 и матрицей 6, в которую предварительно устанавливают эластичный конус 4, поверхность которого соответствует рабочей поверхности матрицы. Затем в контейнер помещается эластичный пуансон 3. Такая компоновка обеспечивает прилегание эластичных элементов 3, 4 по двум поверхностям заготовки. При опускании жесткого пуансона 1 заготовка зажимается между эластичными элементами: эластичным пуансоном 3, эластичным конусом 4. С усилием, равным усилию противодавлению Pn и дополнительного усилия от сжатия эластичного конуса, заготовка отбортовывается, изменяя длину образующей. При этом давление обеспечивает создание по обеим поверхностям сил трения τ, направленных к оси заготовки. Они увеличивают растягивающие напряжения в элементах большего диаметра, что приводит их к утонению, сравнимому с утонением кромки. Полученная деталь имеет более равномерную толщину по всей поверхности заготовки.
Изобретение относится к холодной листовой штамповке, в частности к формообразованию тонкостенных осесимметричных оболочек, и может быть использовано при изготовлении крупногабаритных тонкостенных деталей усеченной сужающейся формы на прессах двойного действия. К заготовке прикладывают рабочее давление эластичным пуансоном цилиндрической формы. При этом создают дополнительные реактивные силы трения посредством эластичного конуса, поверхность которого соответствует рабочей поверхности матрицы и который располагают в матрице соосно эластичному пуансону с противоположной стороны заготовки. Повышается качество оболочек за счет уменьшения разнотолщинности ее стенки. 1 ил.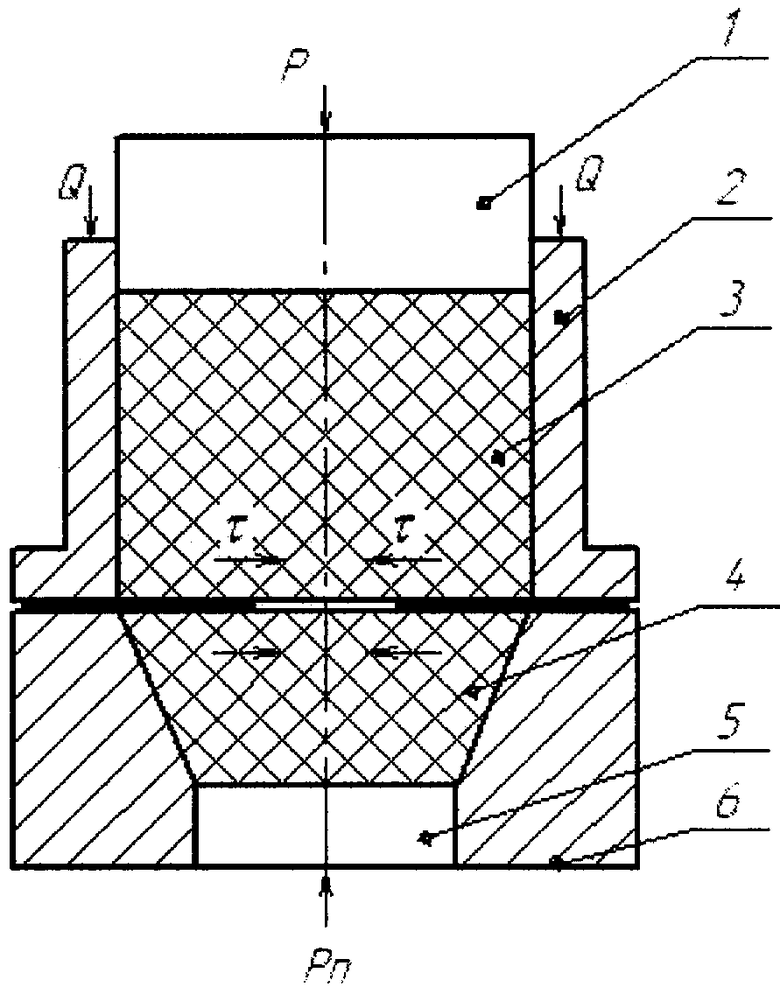
Способ формообразования тонкостенной осесимметричной детали конической формы из кольцевой плоской заготовки, включающий установку заготовки между матрицей и эластичным пуансоном цилиндрической формы, приложение к поверхности заготовки рабочего давления со стороны эластичного пуансона, отличающийся тем, что при приложении рабочего давления со стороны эластичного пуансона создают дополнительные реактивные силы трения по обеим поверхностям заготовки посредством ее зажима между эластичным пуансоном и расположенным в матрице соосно эластичному пуансону с противоположной стороны заготовки эластичным конусом, поверхность которого соответствует рабочей поверхности матрицы.
| СПОСОБ МНОГОПЕРЕХОДНОЙ ВЫТЯЖКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 2002 |
|
RU2223835C1 |
| СПОСОБ ВЫТЯЖКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 2006 |
|
RU2313415C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2532581C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ ЭЛЕКТРОРАДИОИЗДЕЛИЙ | 2012 |
|
RU2516549C2 |
| Бутузов Е.А., Специальные виды штамповки, Высшая школа, М., 1963, с.40 | |||
| Исаченков Е.И., Штамповка резиной и жидкостью, Машиностроение, М., 1967, с.164-166, рис.87 а. | |||

