Настоящее изобретение относится к устройству и способу для охлаждения рабочих валков. Указанное устройство позволяет легко обеспечивать надлежащие условия охлаждения рабочих валков любого диаметра.
Во время горячей прокатки металлических изделий охлаждающее вещество распыляется на рабочие валки для ограничения теплового расширения, вызывающего дефекты плоскостности, и препятствования ухудшению характеристик валков и возникновению дефектов полосы. В результате термомеханической деформации возникает термомеханическая усталость, уменьшающая срок эксплуатации рабочих валков и ухудшающая качество поверхности прокатываемой полосы.
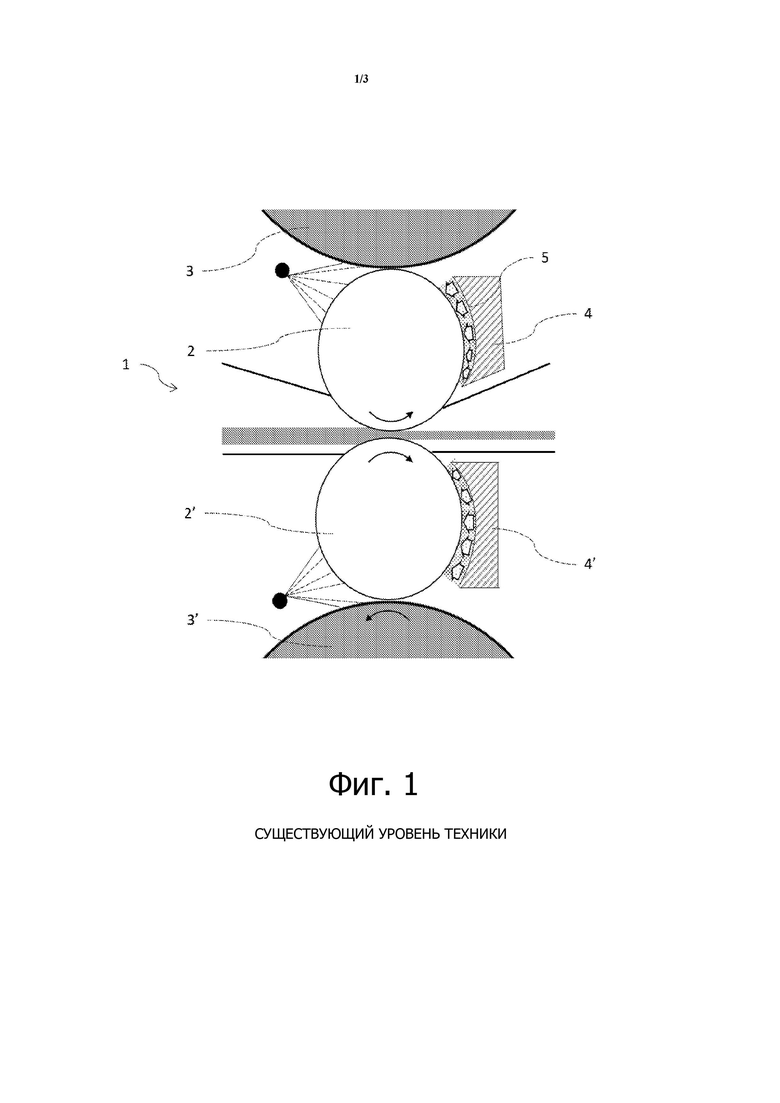
Патент EP 2 114 584 B1, как показано на фиг. 1, описывает клеть 1 прокатного стана для изготовления металлических изделий, содержащую пару рабочих валков (2, 2’), пару опорных валков (3, 3’) и пару устройств (4, 4’) охлаждения водяной подушкой, содержащих множество сопел, способных распылять охлаждающие струи (5) под давлением по меньшей мере на один из указанных рабочих валков. Устройство охлаждения имеет обращенную к рабочему валку вогнутую цилиндрическую форму, где содержатся указанные сопла. Сопла расположены на близком расстоянии 5–200 мм от рабочих валков.
В процессе эксплуатации система обеспечивает создание подушки жидкости между соплами и рабочим валком, имеющей высокотурбулентное состояние и, таким образом, улучшающей охлаждение рабочего валка.
Для надлежащего удаления воды и замены охлаждающего вещества, контактирующего с рабочим валком, зазор между рабочим валком и соплами должен увеличиваться в направлении опорного валка, т.е. на удалении от изделия, подлежащего прокатке.
РРабочие валки имеют предрасположенность к разрушению в процессе эксплуатации. Например, может увеличиваться шероховатость, валков, а также их кривизна и диаметр могут отклоняться от заданных параметров. Все указанные изменения ведут к возникновению отпечатков и дефектов на поверхности металлического катаного изделия и дефектам плоскостности. Именно поэтому рабочие валки периодически демонтируются и подвергаются шлифованию для получения требуемых характеристик и формы.
Однако шлифование ведет к уменьшению диаметра рабочих валков и тем самым влияет на геометрический зазор, снижая эффективность охлаждения и оказывая отрицательное воздействие на линию прокатки.
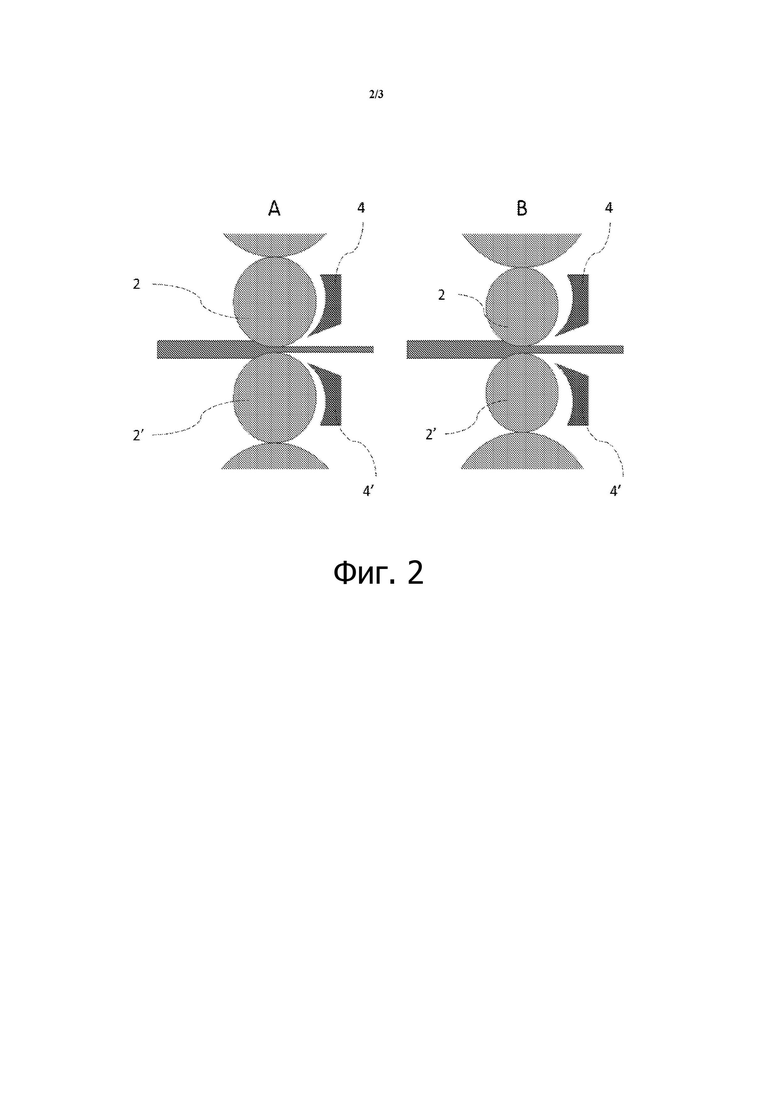
Устройство охлаждения, описанное в EP 2 114 584, несмотря на повышение охлаждающей способности по сравнению с распыляемым охлаждающим веществом, не способно поддерживать оптимальную водяную подушку в турбулентном состоянии, например, обеспечивать оптимальный зазор. Указанный зазор является расстоянием между рабочим валком (2, 2’) и устройством (4, 4’) охлаждения. Когда рабочий валок новый, как показано на фиг. 2A, зазор составляет 5–200 мм. Однако после шлифования, ведущего к уменьшению диаметра рабочего валка, зазор становится больше 200 мм, особенно на верхнем участке устройства охлаждения, как показано на фиг. 2B.
Соответственно, одна и та же охлаждающая головка используется в прокатных клетях, содержащих рабочие валки с разными диаметрами, и состояние зазора становится неоптимальным. Следует напомнить, что зазор между охлаждающим баком и рабочим валком не должен превышать 200 мм и не должен увеличиваться в направлении опорного валка.
Существует необходимость предложить способ повышения эксплуатационной гибкости охлаждающей головки, в частности, применительно к изменению диаметров рабочих валков, что позволит получать водяную подушку в турбулентном состоянии для различных диаметров рабочих валков.
Задача настоящего изобретения состоит в решении вышеуказанных проблем. Указанная задача решается с помощью оборудования по п. 1 формулы изобретения. Указанное оборудование также имеет характеристики по пп. 2–8. Указанная задача решается с помощью способа по пп. 9–11.
Другие характеристики и преимущества настоящего изобретения станут понятными из нижеприведенного подробного описания изобретения.
Для объяснения изобретения ниже приведено описание варианта выполнения неограничивающего примера со ссылкой на следующие чертежи:
фиг. 1 – вариант выполнения прокатной клети, в которой используется устройство охлаждения, известное из существующего уровня техники;
фиг. 2 – изменения зазора в вариантах выполнения из фиг. 1 в результате изменения диаметра рабочих валков;
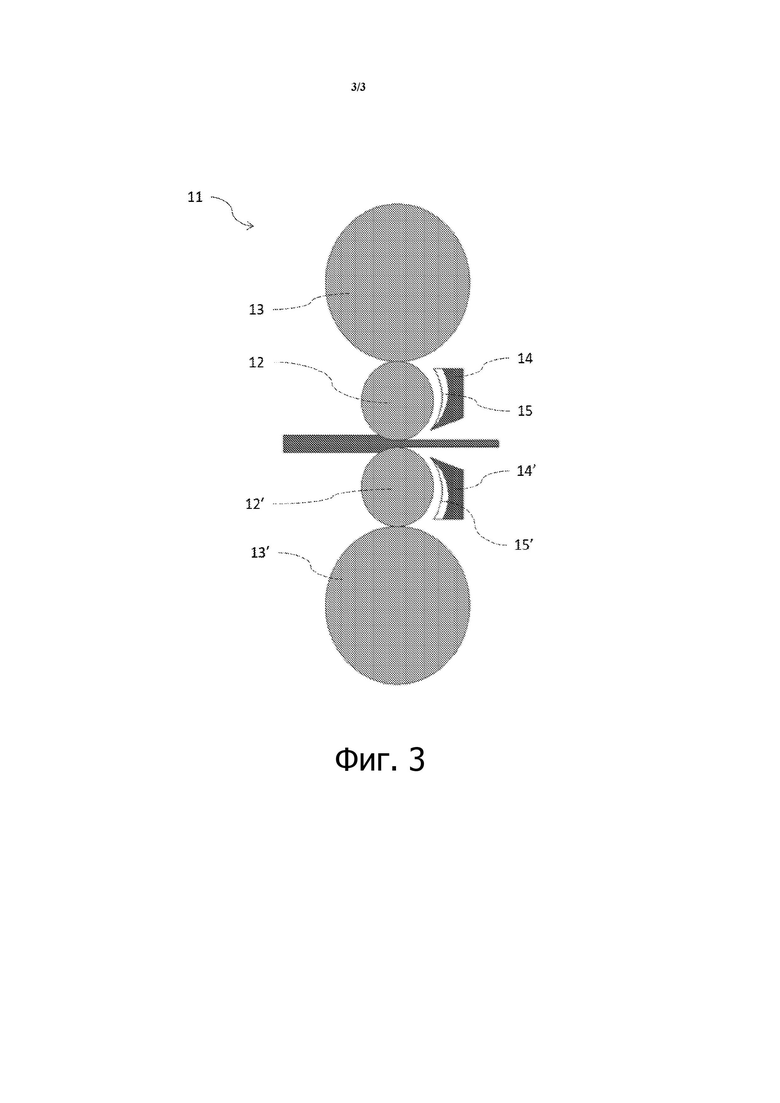
фиг. 3 – вариант выполнения настоящего изобретения.
В нижеприведенном описании выражения «ниже по технологическому потоку» и «выше по технологическому потоку» следует рассматривать относительно направления перемещения металлической полосы.
Как показано на фиг. 3, настоящее изобретение относится к клети 11 прокатного стана для изготовления металлических изделий, содержащей:
- пару рабочих валков (12, 12’),
- пару опорных валков (13, 13’),
- по меньшей мере, одно устройство (14, 14’) охлаждения водяной подушкой, способное выпускать множество охлаждающих струй под давлением по меньшей мере на один из указанных рабочих валков,
- съемную панель (15, 15’)
- помещенную между указанным устройством (14, 14’) охлаждения водяной подушкой и указанным рабочим валком (12, 12’),
- указанная панель является вогнутой и имеет такую кривизну, что зазор между указанной съемной панелью и указанным рабочим валком является постоянным или увеличивается при перемещении в направлении опорного ролика, и указанный зазор составляет 5–200 мм, и
- указанная панель имеет отверстия, так что указанные охлаждающие струи могут проходить через указанную съемную панель.
Устройство охлаждения водяной подушкой состоит из бака, соединенного с помощью подводящего трубопровода с резервуаром для охлаждающей жидкости и насосом (не показаны). Указанный бак является, по существу, водонепроницаемым за исключением расположенной на близком расстоянии от рабочего валка передней поверхности, в которой установлены сопла или выполнены прорези посредством механической обработки. С передний стороны бак имеет вогнутую цилиндрическую форму, образующую криволинейную поверхность. Указанная охлаждающая жидкость может быть, например, водой или состоящей из воды и масла эмульсией, стабилизированной поверхностно-активными веществами.
Предпочтительно, указанное устройство охлаждения содержит боковые панели. Указанные боковые панели упрощают формирование турбулентной подушки посредством уменьшения течения охлаждающей жидкости из выпусков с помощью боковых сторон. Сходные боковые панели описаны в EP 2 114 584.
Устройство охлаждения может содержать скребковые сопла, описанные в WO2008149195. Механический скребок является устройством, которое находится в контакте с валком и механически блокирует течение охлаждающей текучей среды. Указанный скребок закрывает проход для охлаждающей текучей среды, поступающей из устройства охлаждения валков, исключая вступление текучей среды в контакт с металлическим изделием, что могло бы неблагоприятно повлиять на указанное изделие.
Съемная панель служит для обеспечения формирования подушки охлаждающего вещества между съемной панелью и рабочим валком в турбулентном состоянии. В зависимости от диаметра рабочего валка съемная панель компенсирует ширину зазора, и увеличение зазора может использоваться в направлении опорного валка.
Например, после операции шлифования, во время которой уменьшают диаметр рабочего валка, съемная панель может быть заменена съемной панелью, имеющей меньшую кривизну. Однако кривизна съемной панели должна быть больше кривизны рабочего валка, так чтобы зазор был постоянным или увеличивался при перемещении в направлении опорного валка, т.е. при перемещении от изделия, подвергаемого прокатке, а также, чтобы зазор между указанной съемной панелью и указанным верхним рабочим валком составлял 5–200 мм.
Съемная панель предпочтительно крепится к устройству охлаждения водяной подушкой. Предпочтительно, съемная панель крепится к охлаждающей головке с помощью таких средств, как винты или гайки и болты. Еще более предпочтительно, съемная панель крепится к передней стороне охлаждающей головки.
Съемная панель не является элементом устройства охлаждения водяной подушкой. Съемная панель не является частью указанного водонепроницаемого бака и отличается от передней поверхности указанного бака.
В системе охлаждения из существующего уровня техники, описанной в EP 2 114 584, устройство охлаждения водяной подушкой является оптимальным решением для узкого диапазона диаметров рабочих валков. В отличие от этого, предмет настоящего изобретения позволяет формировать подушку охлаждающего вещества, имеющую оптимальное турбулентное состояние для широкого диапазона диаметров рабочих валков, используя соответствующую съемную панель
Предпочтительно, указанное по меньшей мере одно устройство (14, 14’) охлаждения водяной подушкой содержит множество охлаждающих сопел, способных распылять охлаждающую струю. Предпочтительно, охлаждающие сопла имеют ориентацию, перпендикулярную поверхности рабочего валка для сопел, расположенных на удалении от раствора валков, и тангенциальную ориентацию для сопел, расположенных ближе к раствору валков.
Предпочтительно, охлаждающие сопла могут иметь разнообразные формы сечения и/или размеры. Предпочтительно, они расположены параллельными рядами, причем каждый ряд смещен в боковом направлении от смежных рядов для обеспечения расположения в шахматном порядке. Сопла также могут быть заменены поперечными прорезями, продолжающимися по всему устройству охлаждения или его части параллельно полу, для образования плоских струй.
Предпочтительно, выпуски указанных сопел расположены вдоль криволинейной поверхности, кривизна которой больше радиуса указанного рабочего валка.
Предпочтительно, кривизна указанной съемной панели (15, 15’) меньше кривизны указанной криволинейной поверхности.
Предпочтительно, указанная съемная панель содержит металлический слой и защитный слой, препятствующий коррозии. Еще более предпочтительно указанный металлический слой выполнен из нержавеющей стали или алюминия. Еще более предпочтительно указанный защитный слой, препятствующий коррозии, содержит силикон и/или полипропилен и/или политетрафторэтилен. Предпочтительно, указанный металлический слой является слоем из нержавеющей стали, и указанный защитный слой является слоем силикона. Защитный слой, препятствующий коррозии, обращен к рабочему валку, в то время как металлический слой обращен к устройству охлаждения.
Предпочтительно, указанное устройство охлаждения водяной подушкой способно распылять 100–700 м3/ч охлаждающей жидкости на квадратный метр поверхности рабочего валка под давлением 0,5–6 бар. Такие характеристики упрощают формирование турбулентной подушки охлаждающей жидкости по ширине верхнего валка и, тем самым, способствуют улучшению охлаждения верхнего рабочего валка. Еще более предпочтительно указанное устройство охлаждения водяной подушкой способно распылять 300–700 м3/ч охлаждающей жидкости на квадратный метр поверхности рабочего валка под давлением 2–6 бар.
Изобретение также относится к способу охлаждения рабочего валка в вышеописанной установке, включающему в себя этап распыления охлаждающего вещества с помощью указанного устройства охлаждения на указанный рабочий валок, создавая подушку охлаждающего вещества в высокотурбулентном состоянии в зазоре между поверхностью указанного рабочего валка и указанной съемной панелью.
Предпочтительно, указанное охлаждающее вещество по существу является водой.
Предпочтительно, указанное охлаждающее вещество распыляется с расходом 100–600 м3/ч на квадратный метр поверхности рабочего валка под давлением 0,5–6 бар. Еще более предпочтительно указанное охлаждающее вещество распыляется с расходом 300–600 м3/ч на квадратный метр поверхности рабочего валка под давлением 2–6 бар.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ СМАЗКИ ВАЛКОВ И ПРОКАТЫВАЕМОЙ ПОЛОСЫ В ПРОКАТНОЙ КЛЕТИ | 2009 |
|
RU2463118C2 |
| ПРОКАТНЫЙ СТАН С УСТРОЙСТВОМ ОХЛАЖДЕНИЯ И СПОСОБ ПРОКАТКИ | 2008 |
|
RU2465077C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ | 2010 |
|
RU2483817C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2007 |
|
RU2417130C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ СМАЗОЧНОГО СРЕДСТВА ПРИ ПРОКАТКЕ МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА | 2011 |
|
RU2570257C2 |
| РАСПЫЛИТЕЛЬНОЕ УСТРОЙСТВО | 2012 |
|
RU2594930C2 |
| ПРОКАТНАЯ КЛЕТЬ С ГИБРИДНЫМ ОХЛАЖДАЮЩИМ УСТРОЙСТВОМ | 2019 |
|
RU2764692C1 |
| ЛИТАЯ ЛЕНТА С НИЗКОЙ ШЕРОХОВАТОСТЬЮ ПОВЕРХНОСТИ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2451566C2 |
| СПОСОБ ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ И УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 2010 |
|
RU2446025C2 |
| СПОСОБ СМАЗКИ И ОХЛАЖДЕНИЯ ВАЛКОВ И МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ ПРИ ПРОКАТКЕ, В ЧАСТНОСТИ ХОЛОДНОЙ ПРОКАТКЕ, МЕТАЛЛИЧЕСКИХ ПОЛОС | 2006 |
|
RU2426613C2 |
Изобретение относится к охлаждению валков прокатной клети. Прокатная клеть содержит пару рабочих валков, пару опорных валков, устройство охлаждения водяной подушкой, способное распылять множество охлаждающих струй под давлением по меньшей мере на один из указанных рабочих валков, и съемную панель, расположенную между указанным устройством охлаждения водяной подушкой и указанным рабочим валком. Указанная панель является вогнутой и имеет такую кривизну, что зазор между указанной съемной панелью и указанным рабочим валком является постоянным или увеличивается при перемещении в направлении опорного валка. Указанный зазор составляет 5-200 мм. Панель имеет отверстия, так что указанные охлаждающие струи могут проходить через нее. В результате повышается эксплуатационная гибкость охлаждающей головки, что позволяет получать водяную подушку в турбулентном состоянии при охлаждении рабочих валков различных диаметров. 2 н. и 6 з.п. ф-лы, 3 ил.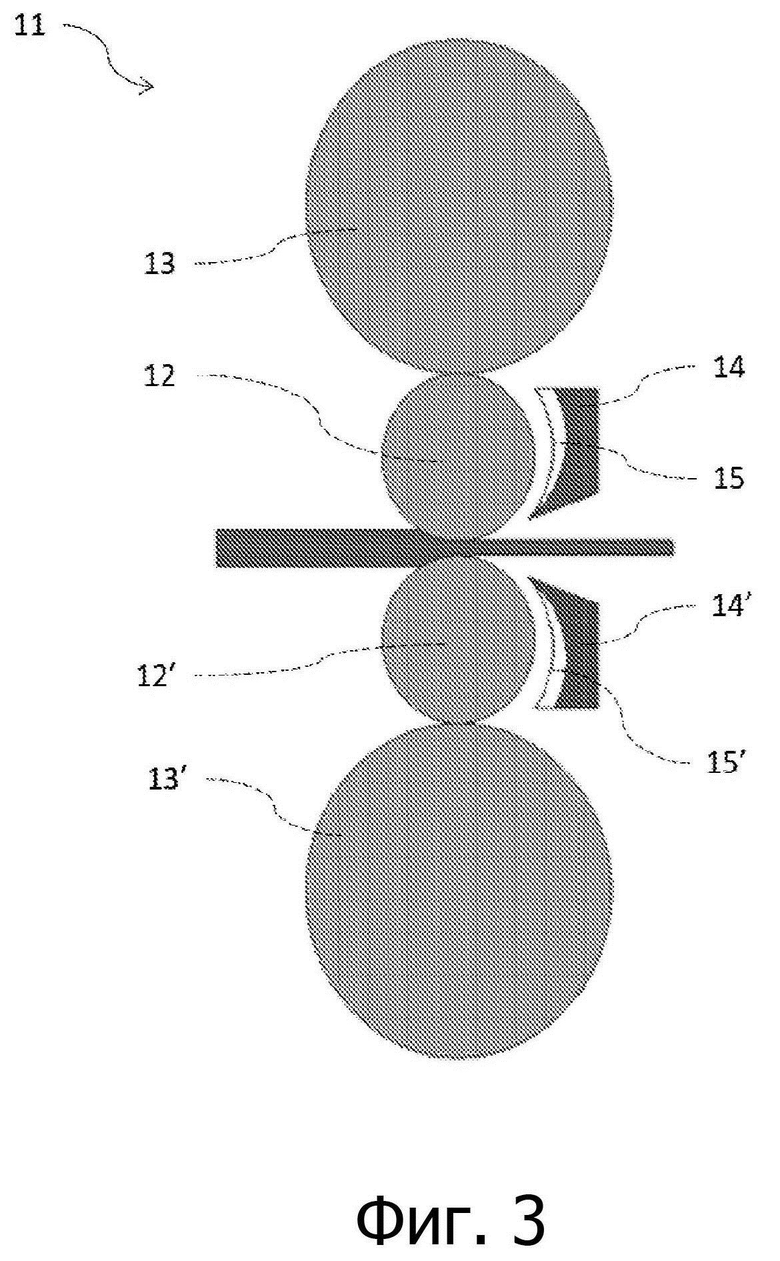
1. Прокатная клеть (11) для изготовления металлических изделий, содержащая
пару рабочих валков (12, 12’),
пару опорных валков (13, 13’),
по меньшей мере одно устройство (14, 14’) охлаждения водяной подушкой, содержащее множество сопел, обеспечивающих распыление множества охлаждающих струй под давлением на по меньшей мере один из указанных рабочих валков, при этом выпуски указанных сопел расположены вдоль криволинейной поверхности, кривизна которой больше радиуса указанного рабочего валка,
съемную панель (15, 15’), расположенную между указанным устройством (14, 14’) охлаждения водяной подушкой и указанным рабочим валком,
причем указанная панель является вогнутой и имеет такую кривизну, что зазор между указанной съемной панелью и указанным рабочим валком является постоянным или увеличивается при перемещении в направлении опорного ролика, и указанный зазор составляет 5-200 мм, причем кривизна указанной съемной панели (15, 15’) меньше кривизны указанной криволинейной поверхности,
при этом указанная панель имеет отверстия, так что указанные охлаждающие струи могут проходить через указанную съемную панель.
2. Прокатная клеть по п. 1, в которой указанная съемная панель содержит слой металла и защитный слой, предотвращающий коррозию.
3. Прокатная клеть по п. 2, в которой указанный слой металла является слоем из нержавеющей стали и указанный защитный слой является слоем силикона.
4. Прокатная клеть по любому из пп. 1-3, в которой указанное устройство охлаждения водяной подушкой способно распылять 100-700 м3/ч охлаждающей жидкости на квадратный метр поверхности рабочего валка под давлением 0,5-6 бар.
5. Прокатная клеть по п. 4, в которой указанное устройство охлаждения водяной подушкой способно распылять 300-700 м3/ч охлаждающей жидкости на квадратный метр поверхности рабочего валка под давлением 2-6 бар.
6. Способ охлаждения рабочего валка в прокатной клети по любому из пп. 1-5, включающий в себя этап распыления охлаждающей жидкости с помощью указанного устройства охлаждения на указанный рабочий валок, обеспечивающее создание подушки охлаждающей жидкости в высокотурбулентном состоянии в зазоре между поверхностью указанного рабочего валка и указанной съемной панелью.
7. Способ по п. 6, в котором указанную охлаждающую жидкость распыляют с расходом 100-600 м3/ч охлаждающей жидкости на квадратный метр поверхности рабочего валка под давлением 0,5-6 бар.
8. Способ по п. 7, в котором указанную охлаждающую жидкость распыляют с расходом 300-600 м3/ч охлаждающей жидкости на квадратный метр поверхности рабочего валка под давлением 2-6 бар.
| JPS 55109508 A, 23.08.1980 | |||
| УСТРОЙСТВО И СПОСОБ ДЛЯ ОХЛАЖДЕНИЯ РОЛИКА | 2015 |
|
RU2676363C2 |
| ОТКЛОНЯЮЩЕЕ УСТРОЙСТВО ДЛЯ ПОЛОСЫ И ВАЛКОВАЯ СИСТЕМА | 2015 |
|
RU2657888C2 |
| DE 102009053073 A1, 09.09.2010 | |||
| US 2010089112 A1, 15.04.2010. | |||

