Изобретение относится к прокатному стану с устройством охлаждения, который может применяться для горячей прокатки металлических изделий, например стальных листов, но не ограничен данным применением.
Горячая прокатка включает нагрев металлического изделия и его пропускание через пары вращающихся рабочих валков для уменьшения толщины нагретого металлического изделия под действием давления, прикладываемого верхним и нижним рабочими валками.
Рабочие валки нагреваются за счет контакта с нагретыми металлическим изделиями, а также за счет своего вращения и требуют непрерывного равномерного охлаждения. Устройства охлаждения, содержащие камеру с множеством просверленных отверстий, могут использоваться для выпуска охлаждающей жидкости под давлением на рабочие валки во время прокатки.
Для предотвращения контакта используемой для охлаждения валков жидкости с прокатываемым металлическим изделием используют механический скребок. Механический скребок находится в контакте с валком и механически блокирует поток охлаждающей жидкости. Этот скребок перекрывает проход охлаждающей жидкости, поступающей из устройства охлаждения валков, не допуская контакта жидкости с металлическим изделием, что могло бы оказать отрицательное воздействие на изделие.
Однако такой механический скребок подвергается воздействию множества тепловых и механических факторов и требует очень частой замены, что приводит к прерыванию процесса прокатки.
Задачей изобретения является создание прокатного стана с усовершенствованным устройством охлаждения, в котором устранены вышеуказанные недостатки и который обеспечивает повышенный срок службы устройства охлаждения без остановки производства.
Первым объектом изобретения является прокатный стан для металлических изделий, содержащий, по меньшей мере, одну пару рабочих валков и, по меньшей мере, одно устройство охлаждения, выполненное с возможностью выпуска множества охлаждающих струй под давлением на, по меньшей мере, один рабочий валок и дополнительного выпуска, по меньшей мере, одной очищающей струи между охлаждающими струями и прокатываемым металлическим изделием, причем очищающие струи ориентированы в требуемом направлении потока с соблюдением входного угла относительно нормали к поверхности рабочего валка.
Согласно изобретению прокатный стан может иметь также следующие признаки или их сочетание:
- охлаждающие струи перпендикулярны поверхности рабочего валка;
- охлаждающие струи расположены горизонтальными рядами, причем каждый смежный ряд смещен в поперечном направлении для формирования расположения в шахматном порядке;
- выходы охлаждающих струй расположены на криволинейной поверхности, радиус кривизны которой больше радиуса рабочего валка;
- устройство охлаждения имеет множество выходных отверстий, через которые выходят охлаждающие и очищающие струи на рабочий валок;
- устройство охлаждения содержит камеру, питаемую охлаждающей жидкостью под давлением, подводимой к одной из ее наружных поверхностей с охлаждающими и очищающими выпускными отверстиями, расположенными на криволинейной плите;
- устройство охлаждения является устройством охлаждения с водяной подушкой, содержащим боковые направляющие для образования водяной подушки;
- охлаждаемым рабочим валком является нижний рабочий валок и/или верхний рабочий валок;
- прокатный стан содержит, по меньшей мере, две прокатные клети, а устройство охлаждения расположено на первой и/или второй прокатной клети.
Вторым объектом изобретения является описанное выше устройство охлаждения.
Третьим объектом изобретения является способ прокатки металлических изделий с помощью прокатного стана или устройства охлаждения согласно изобретению, в котором давление охлаждающих и очищающих струй не превышает 4 бар, а предпочтительно - 3 бар.
Способ согласно изобретению может также характеризоваться следующими признаками или их сочетанием:
- охлаждающая жидкость содержит воду,
- металлическое изделие является стальным листом,
- прокатный стан является станом горячей прокатки.
Другие особенности и преимущества изобретения будут подробно описаны со ссылкой на чертежи.
На фиг.1 показано устройство охлаждения согласно изобретению, вид в разрезе;
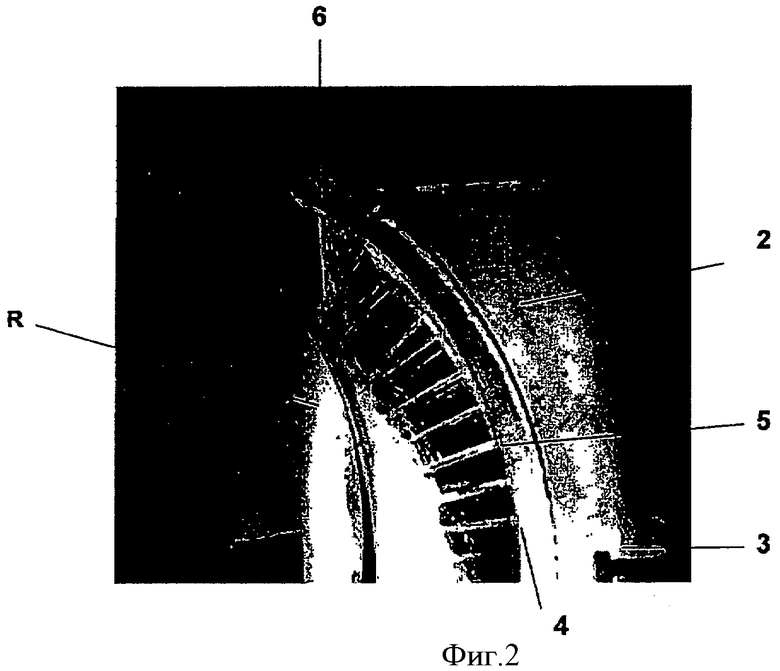
на фиг.2 показана фотография устройства охлаждения по фиг.1 во время эксплуатации.
Как показано на фиг.1, устройство 1 охлаждения согласно изобретению содержит камеру 2, соединенную с помощью питающего трубопровода 3 с резервуаром для охлаждающей жидкости и с насосом (не показаны). Охлаждающая жидкость может быть, например, водой или водомасляной эмульсией, стабилизированной или нестабилизированной поверхностно-активными веществами.
С противоположной стороны относительно питающего трубопровода 3 камера 2 содержит пару криволинейных плит 4 с множеством выпускных отверстий 5, образующих и направляющих струи охлаждающей жидкости из камеры 2 в направлении поверхности валков. Как показано на фиг.2, выпускные отверстия 5 предпочтительно расположены перпендикулярно поверхности рабочего валка для обеспечения его равномерного охлаждения.
Над охлаждающими выпускными отверстиями 5 расположены очищающие выпускные отверстия 6, соединенные с внутренней частью камеры 2, из которой в них подается охлаждающая жидкость под давлением. В отличие от охлаждающих выпускных отверстий 5 очищающие выпускные отверстия 6 имеют входной угол приблизительно 45° относительно нормали к рабочему валку.
Рабочее давление охлаждения предпочтительно составляет менее 4 бар, а наиболее предпочтительно - менее 3 бар. Подтверждено, что эти давления являются достаточными для обеспечения надлежащего охлаждения и ограничения отскакивания охлаждающей жидкости от поверхности рабочего валка.
Охлаждающие выпускные отверстия 5 и очищающие выпускные отверстия 6 могут иметь различные формы и/или размеры поперечного сечения. Они предпочтительно расположены параллельными рядами, причем каждый ряд смещен в поперечном направлении от смежных рядов для создания расположения в шахматном порядке. Они также могут быть заменены поперечными прорезями, проходящими параллельно основанию вдоль всего устройства охлаждения или его части и образующими плоские струи.
Как показано на фиг.2, очищающие выпускные отверстия 6 направляют потоки охлаждающей жидкости к основанию в требуемом направлении по касательной к валку R. Они образуют своего рода водяную завесу для предотвращения выпуска охлаждающей жидкости в направлении прокатываемого металлического изделия.
Если очищение предназначено для верхнего рабочего валка, то очищающие выпускные отверстия направляют потоки охлаждающей жидкости вверх.
Как показано на фиг.2, криволинейные плиты 4 предпочтительно имеют больший радиус кривизны, чем радиус рабочих валков. Расстояние между выходами очищающих выпускных отверстий 6 и поверхностью рабочего валка R должно быть достаточным для исключения прямого взаимодействия очищающих и смежных охлаждающих струй, чтобы не уменьшить охлаждающую эффективность устройства. Также важно не располагать выход очищающих струй близко к поверхности рабочего валка R, чтобы избежать выпуска охлаждающей жидкости на металлическое изделие, что может возникать при соударении самих очищающих струй. Например, установлено, что для рабочего валка диаметром 745 мм подходит расстояние менее 20 мм.
Разумеется, показанная на фиг.1 конструкция может быть изменена. Например, наружную криволинейную плиту 4 можно не устанавливать, а установить только внутреннюю плиту 4 с наружными выступающими выпускными отверстиями.
Криволинейные плиты 4 и внутренние выпускные отверстия 5 также могут быть заменены толстыми плитами с множеством просверленных сквозных отверстий, выполняющих ту же роль, что и внутренние выпускные отверстия 5.
Для повышения эффективности очистки выпускные отверстия 6 могут иметь увеличенную плотность по сравнению с охлаждающими выпускными отверстиями 5. Разумеется, также может быть несколько рядов очищающих струй, размещенных в верхней части устройства охлаждения, для повышения эффективности очищения, когда это необходимо.
Устройство охлаждения со встроенной функцией очищения согласно изобретению может быть использовано для различных типов охлаждения. Преимущественно оно может быть использовано для охлаждения с водяной подушкой, когда водяная подушка образуется между наружной поверхностью устройства охлаждения и валком за счет использования боковых плит, удерживающих выпускаемую воду.
Однако для такого очищения может быть использовано, например, охлаждение потоком с сильной турбулентностью.
Это устройство охлаждения может быть установлено на любые прокатные клети, требующие эффективного охлаждения, но предпочтительно чтобы его устанавливали на первую и/или вторую прокатную клети, где производственные условия являются наиболее тяжелыми.
Изобретение было описано применительно к нижнему рабочему валку, но оно также может быть использовано и на верхнем рабочем валке или на обоих валках одновременно.
В прокатном стане согласно изобретению можно обрабатывать различные металлические изделия, например как углеродистые или нержавеющие стали, так и ферросплавы и изделия из алюминия.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ДЛЯ ОХЛАЖДЕНИЯ ВАЛКОВ, ИСПОЛЬЗУЕМЫЕ ДЛЯ ПРОКАТКИ В ВЫСОКОТУРБУЛЕНТНОЙ СРЕДЕ | 2023 |
|
RU2840526C2 |
| УСТРОЙСТВО И СПОСОБ ОХЛАЖДЕНИЯ РАБОЧЕГО ВАЛКА | 2016 |
|
RU2697125C2 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОКАТКИ СТАЛЬНОГО ПРОФИЛЯ | 2018 |
|
RU2758437C1 |
| СТАН ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ, ЛИНИЯ СТАНА ГОРЯЧЕЙ ПРОКАТКИ, СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ И СПОСОБ МОДЕРНИЗАЦИИ ПРОКАТНОГО СТАНА | 1992 |
|
RU2126729C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ | 2010 |
|
RU2483817C1 |
| ПЛИТА ЛИНЕЙНОЙ ОПОРЫ ДЛЯ ПРОКАТНОЙ КЛЕТИ | 2008 |
|
RU2504445C2 |
| ОЧИЩАЮЩЕЕ УСТРОЙСТВО ДЛЯ ПРОКАТНОЙ КЛЕТИ | 2017 |
|
RU2711703C1 |
| УСТРОЙСТВА И СПОСОБЫ УДЕРЖИВАНИЯ ВЯЗКИХ МАТЕРИАЛОВ В ПРОКАТНОМ ПРОИЗВОДСТВЕ | 2019 |
|
RU2730826C1 |
| ОХЛАЖДЕНИЕ ВАЛКА ПРОКАТНОЙ КЛЕТИ | 2017 |
|
RU2726525C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ПРОКАТНОГО ВАЛКА | 1999 |
|
RU2147944C1 |
Группа изобретений относится к конструкциям охлаждающих и очищающих устройств прокатных станов и способу прокатки. Прокатный стан (1) для металлических изделий содержит, по меньшей мере, одну пару рабочих валков и, по меньшей мере, одно устройство (2) охлаждения, выполненное с возможностью выпуска множества струй под давлением на, по меньшей мере, один рабочий валок и дополнительного выпуска, по меньшей мере, одной очищающей струи между охлаждающими струями и прокатываемым металлическим изделием. При этом очищающая струя ориентирована в заданном направлении потока под углом относительно нормали к поверхности рабочего валка. Технический результат заключается в повышении срока службы устройства охлаждения без остановки производства. 2 н. и 21 з.п. ф-лы, 2 ил.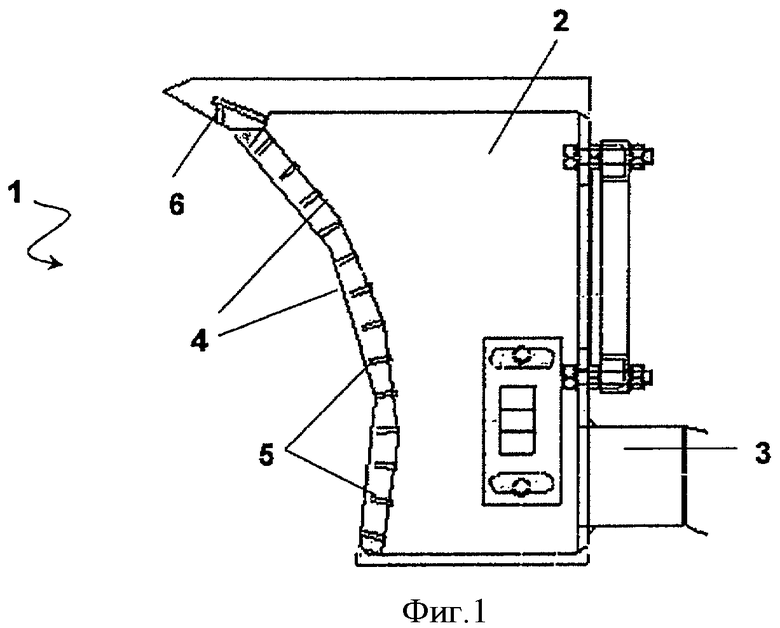
1. Прокатный стан (1) для металлических изделий, содержащий по меньшей мере, одну пару рабочих валков и, по меньшей мере, одно устройство (2) охлаждения валков, выполненное с возможностью выпуска множества охлаждающих струй под давлением на, по меньшей мере, один рабочий валок (R) и дополнительного выпуска, по меньшей мере, одной очищающей струи между охлаждающими струями и прокатываемым металлическим изделием, причем очищающая струя ориентирована в заданном направлении потока под углом относительно нормали к поверхности рабочего валка (R).
2. Прокатный стан (1) по п.1, в котором охлаждающие струи перпендикулярны поверхности рабочего валка (R).
3. Прокатный стан (1) по п.1, в котором охлаждающие струи расположены горизонтальными рядами, причем каждый смежный ряд смещен в поперечном направлении для формирования расположения в шахматном порядке.
4. Прокатный стан (1) по п.2, в котором охлаждающие струи расположены горизонтальными рядами, причем каждый смежный ряд смещен в поперечном направлении для формирования расположения в шахматном порядке.
5. Прокатный стан (1) по п.1, в котором выходы охлаждающих струй расположены вдоль криволинейной поверхности, радиус кривизны которой больше радиуса рабочего валка.
6. Прокатный стан (1) по п.2, в котором выходы охлаждающих струй расположены вдоль криволинейной поверхности, радиус кривизны которой больше радиуса рабочего валка.
7. Прокатный стан (1) по п.3, в котором выходы охлаждающих струй расположены вдоль криволинейной поверхности, радиус кривизны которой больше радиуса рабочего валка.
8. Прокатный стан (1) по п.4, в котором выходы охлаждающих струй расположены вдоль криволинейной поверхности, радиус кривизны которой больше радиуса рабочего валка.
9. Прокатный стан (1) по любому из пп.1-8, в котором устройство (2) охлаждения имеет множество выпускных отверстий (5, 6) для выпуска на рабочий валок (R) охлаждающих и очищающих струй.
10. Прокатный стан (1) по п.9, в котором устройство (2) охлаждения содержит камеру, питаемую охлаждающей жидкостью под давлением, подводимой к одной из ее наружных поверхностей с охлаждающими и очищающими выпускными отверстиями (5, 6), расположенными на криволинейной плите (4).
11. Прокатный стан (1) по любому из пп.1-8, 10, в котором устройство (2) охлаждения является устройством охлаждения с водяной подушкой, содержащим боковые направляющие для образования водяной подушки.
12. Прокатный стан (1) по п.9, в котором устройство (2) охлаждения является устройством охлаждения с водяной подушкой, содержащим боковые направляющие для образования водяной подушки.
13. Прокатный стан (1) по любому из пп.1-8, 10, 12, в котором рабочий валок (R) является нижним рабочим валком.
14. Прокатный стан (1) по п.9, в котором рабочий валок (R) является нижним рабочим валком.
15. Прокатный стан (1) по п.11, в котором рабочий валок (R) является нижним рабочим валком.
16. Прокатный стан (1) по любому из пп.1-8, 10, 12, в котором рабочий валок является верхним рабочим валком.
17. Прокатный стан (1) по п.9, в котором рабочий валок является верхним рабочим валком.
18. Прокатный стан (1) по п.11, в котором рабочий валок является верхним рабочим валком.
19. Способ прокатки металлических изделий с помощью прокатного стана (1) по любому из пп.1-18, в котором давление охлаждающих и очищающих струй не превышает 4 бар.
20. Способ по п.19, в котором охлаждающая жидкость содержит воду.
21. Способ по любому из пп.19 или 20, в котором металлическое изделие является стальным листом.
22. Способ по любому из пп.19 или 20, в котором прокатный стан является станом горячей прокатки.
23. Способ по п.21, в котором прокатный стан является станом горячей прокатки.
| ПРУТКОВЫЙ КАТОКf-! '-^ 1- f-' .--i 1/^ О u д СiV. .. л- —г \J 11^- ^.j Г1ППnAfClb;-;i.-":"X;;.i':LtHA БИБ;и1ОТЕНА | 0 |
|
SU313516A1 |
| Способ охлаждения прокатных валков | 1976 |
|
SU621407A1 |
| СПОСОБ ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 1991 |
|
RU2033283C1 |
| Способ расселения почвообитающих муравьев | 1980 |
|
SU899030A1 |
| JP 60231510 А, 18.11.1985 | |||
| JP 55109508 А, 23.08.1980 | |||
| СПОСОБ ОХЛАЖДЕНИЯ ВАЛОВ ПРОКАТНОЙ МАШИНЫ | 0 |
|
SU338497A1 |

