Изобретение относится к обработке металлов давлением, может быть применено при изготовлении деталей типа звеньев цепи.
По основному авт.св. № 946783 известен способ изготовления изделий типа звеньев цепи, по которому заготовку со сферическими,утолщениями центрируют, осаживают поперек продольной оси и пробивают отверстия .
Недостатком данного- способа является то, что при пробивке отверстий невозможно окончательно формовать деталь и получить требуемые кромки и поверхность отверстий, так как при калибровке со стороны выхода калибра образуется заусенец.
Цель изобретения - повышения качества получаемых деталей и повышение производительности.
Поставленная цель достигается тем, что согласно способу изготовления изделий типа звеньев цепи металл заготовки, вдавленный осадкой в отверстия матриц, охлаждают перед пробивкой отверстий.
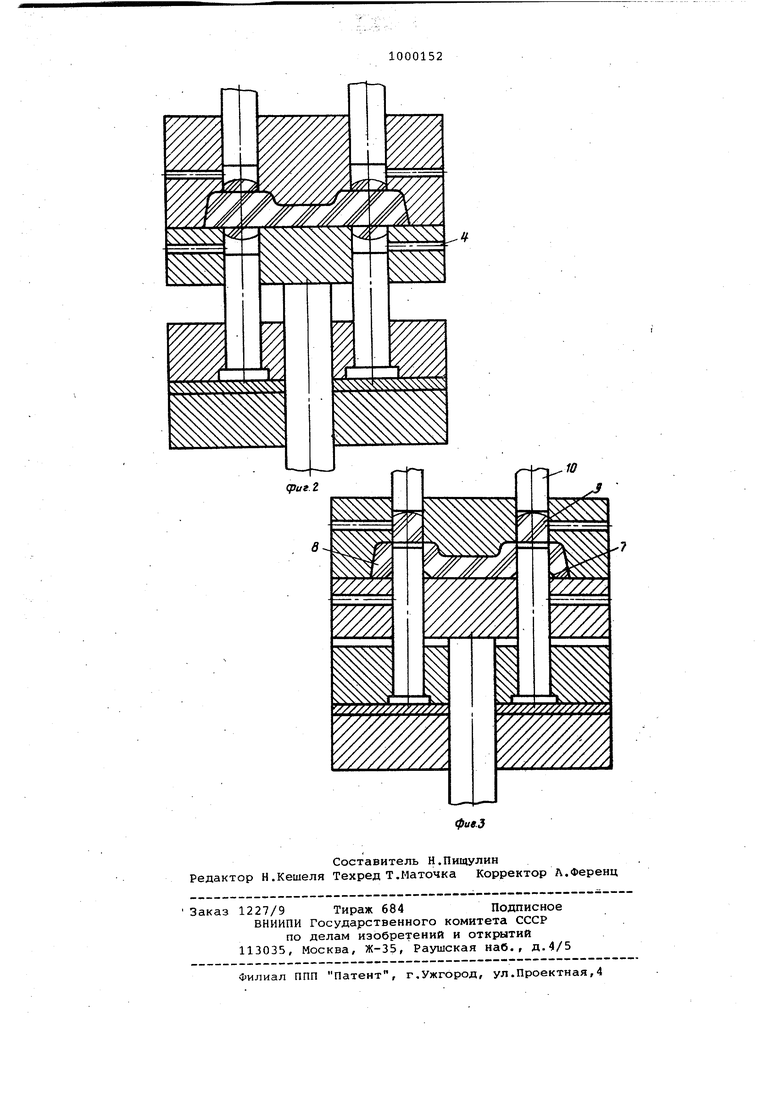
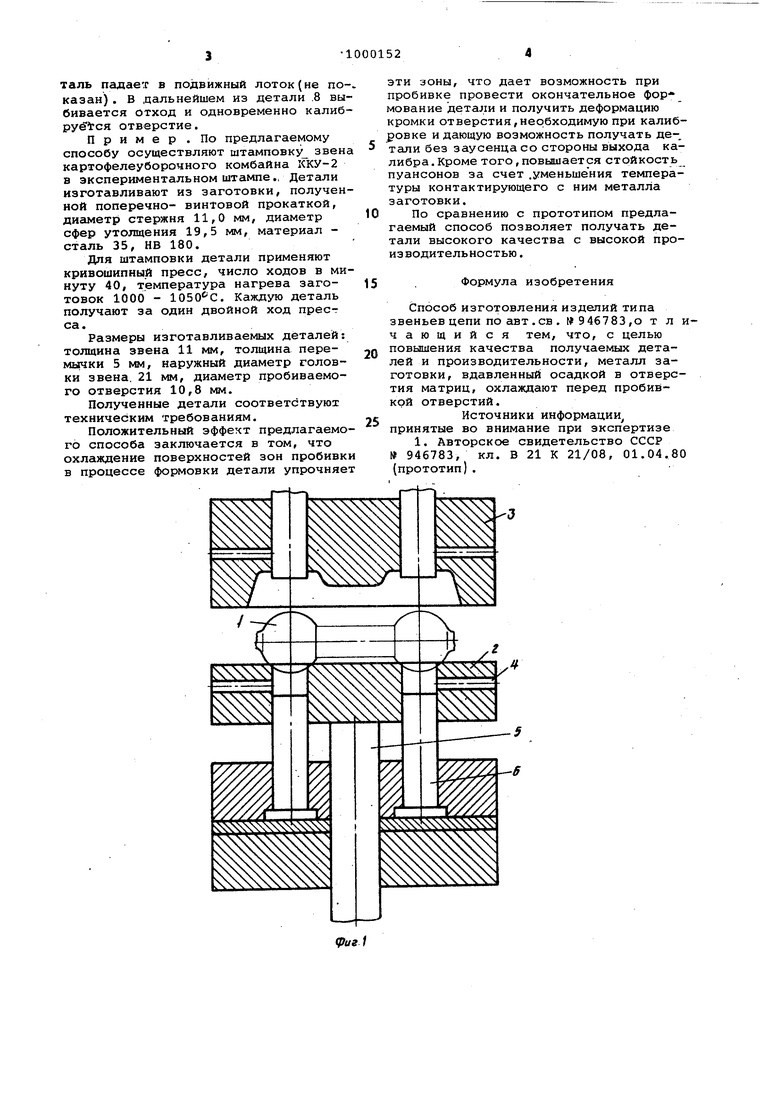
На фиг.1 изображен инструмент для осуществления способа, исходное положение; на фиг.2 - то же, после осадки сферических утолщений и перемычки
между ними; на фиг.З - то же, в конце пробивки отверстия и формовки.
Предлагаемый способ осуществляется следующим образом.
Заготовку 1 (стержень со сфв1Н1ческими утолщениями на концах) укладывают на отверстия матрицы 2 при разомкнутом инструменте. Затем ииструмент смыкается, частично формуя
10 деталь матрицей 2 и матрицей 3, при этом часть металла течет в отверстия матриц и охлаждается за счет пониженной температуры матриц 2 и 3 - в зоне. пробивки. Для более интенсивного ох15лаждения рабочих поверхностей охлаждающая смесь f сжатый воздух + вода + + барда) до момента пробивки подает- ся через каналы 4 матриц 2 и 3. Далее матрица 3, опускаясь перемещает
20 матрицу 2, преодолевая усилие буфера (не показан), передаваемое толкателем 5, а пуансоны 6 пробивают отверстия в заготовке и окончательно формуют деталь с получением со стороны пуансона деформации кромки 7 отверс25тия.
При размыкании инструмента готовая деталь 8 подннмается вместе с .матрицей 3 до тех пор, пока отход 9 30. не упрется в выталкиватель 10 и деталь падает в подвижный лоток(не показан) . В дальнейшем из детали .8 выбивается отход и одновременно калибруё гся отверстие.
П р и м е р . По предлагаемому способу осуществляют штамповку звена картофелеуборочного комбайна ККУ-2 в экспериментальном штампе., Детали изготавливают из заготовки, полученной поперечно- винтовой прокаткой, диаметр стержня 11,0 мм, диаметр сфер утолщения 19,5 мм, материал сталь 35, НВ 180.
Для штамповки детали применяют кривошипный пресс, число ходов в минуту 40, температура нагрева заготовок 1000 - . Каждую деталь получают за один двойной ход преет са.
Размеры изготавливаемых деталей: толщина звена 11 мм, толщина перемычки 5 мм, наружный диаметр головки звена. 21 мм, диаметр пробиваемого отверстия 10,8 мм.
Полученные детали соответствуют техническим требованиям.
Положительный эффект предлагаемого способа заключается в том, что охлаждение поверхностей зон пробивки в процессе формовки детали упрочняет
эти зоны, что дает возможность при пробивке провести окончательное формование детали и получить деформацию кромки отверстия,необходимую при калибровке и дающую возможность получать де-, тали без заусенца со стороны выхода калибра. Кроме того, повышается стойкость пуансонов за счет .уменьшения температуры контактирующего с ним металла заготовки.
По сравнению с прототипом предлагаемый способ позволяет получать детали высокого качества с высокой производительностью .
Формула изобретения
Способ изготовления изделий типа звеньев цепи по авт.ев . 946783,0 т л чающийся тем, что, с целью повышения качества получаемых деталей и производительности, металл заготовки, вдавленный осадкой в отверстия матриц, охлаждают перед пробивкой отверстий.
Источники информации принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 946783, кл. В 21 К 21/08, 01.04.80 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИН С ОТВЕРСТИЯМИ | 2003 |
|
RU2244607C1 |
| Способ изготовления звена цепи из полосы | 1990 |
|
SU1775210A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВ КОЛЕС | 2015 |
|
RU2594999C1 |
| Способ изготовления конических зубчатых колес | 1990 |
|
SU1729677A1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| СПОСОБ ЗАЧИСТКИ ОТВЕРСТИЙ В ТВЕРДОМ МАТЕРИАЛЕ | 1994 |
|
RU2054342C1 |
| Способ получения деталей с чистой поверхностью разделения | 1990 |
|
SU1804936A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ОКНАМИ ИЛИ ГЛУБОКИМИ ВПАДИНАМИ, РЕБРАМИ И ХВОСТОВИКОМ | 2002 |
|
RU2236323C2 |
| Штамп совмещенного действия | 1991 |
|
SU1814577A3 |