(54) МНОГОШПИНДЕЛЬНАЯ ГОЛОВКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельная головка | 1977 |
|
SU639659A1 |
| Многошпиндельный гайковерт | 1981 |
|
SU975303A1 |
| Многошпиндельная головка | 1980 |
|
SU921701A1 |
| Многошпиндельная сверлильная головка | 1982 |
|
SU1047614A1 |
| Многошпиндельный гайковерт | 1983 |
|
SU1189639A1 |
| Многошпиндельный гайковерт | 1982 |
|
SU1069985A1 |
| Многошпиндельный гайковерт | 1977 |
|
SU795925A1 |
| Многошпиндельная головка с регулируемым положением шпинделей | 1981 |
|
SU1042904A1 |
| Многошпиндельный гайковерт | 1980 |
|
SU1000265A2 |
| Устройство для сборки резьбовых соединений | 1977 |
|
SU738860A1 |
Изо(бретение относится к станкостроению, в частности к переналаживаемым многошпиндельным сверлильным головкам.
По основному авт. св. № 639659 известна многошпиндельная головка с регулируемым положением шпинделей, содержащая корпус и опорную плиту, которыми размещены несущие шпиндели поворотные кронштейны и стяжки, причем головка снабжена установленными, соосно шпинделям регулируе1шми упорами, одним концом контактируницими с корпусом, а другим с поворотными кронштейнами 1 .
Недостатком известной головки является длительность переналадки шпинделей, так как винтовые упоры необходимо заворачивать и отворачивать каждый индивидуально.
Цель изобретения - повышение производительности путем сокращения времени на переналадку.
Для достижения указанной цели
головка снабжена приводом-вращения
. регулируемых упоров с приводным валом, проходящим внутри центрального
вала головки, который выполнен полым/
причем элементы кинематической цепи
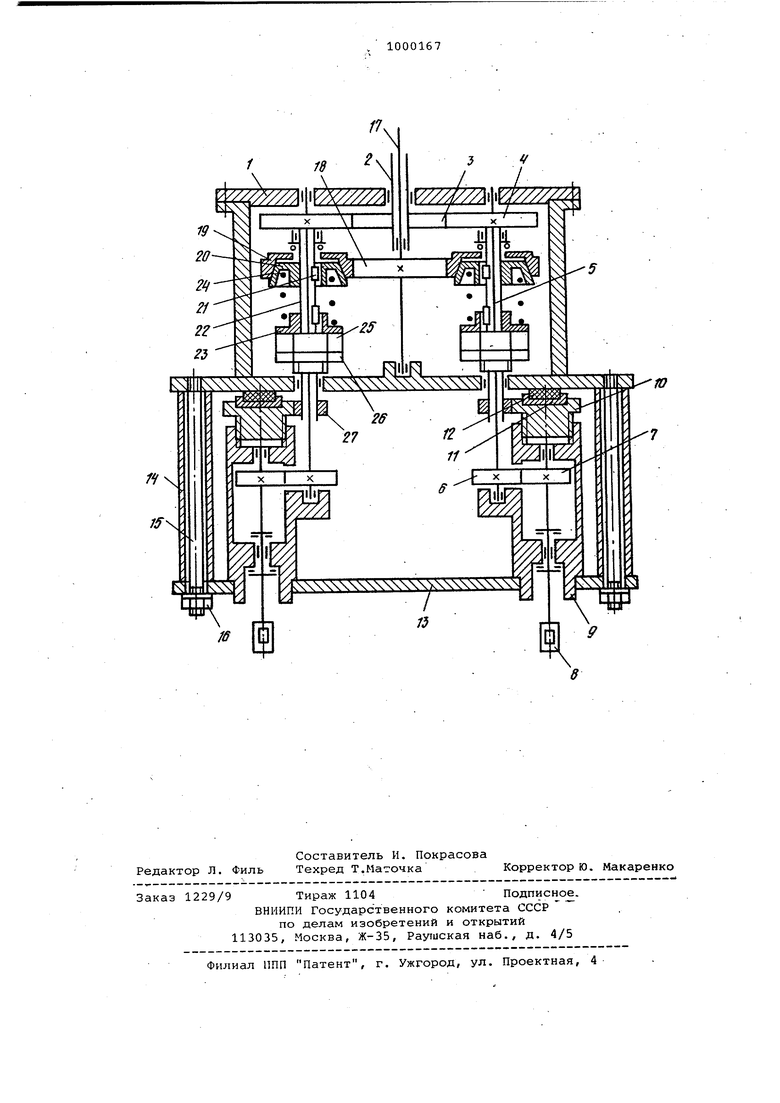
привода размещены на промежуточных валах головки. На чертеже представлена пЕ)едлагаемая головка.
В корпусе 1 головки установлен центральный приводной полый вал 2 с ведущей шестерней 3, находящейся в зацеплении с шестернями 4 промежуточных валов 5, несущих на себе шес10терни 6, находящиеся в зацеплении с ведомыми шестернями 7 шпинделей 8. Шпиндели 8 смонтированы в поворотных кронштейнах 9, снабженных винтовыми регулируеьими 10, в которых. 5 установлены шайбы 11 и прокладки 12:
Шайбы 11 выполнены из антифрик ционного материала, например бронзы, а прокладки 12 - из фрикционного материала, например асбеста.
20
Поворотные кронштейны 9 закреплены в определенном положении с помощью опорной плитьГ 13, распорных втулок 14 стяжками 15 и гайками 16. S центральном приводном полом валу 2
25 и-корпусе 1 закреплен приводной вал 17 с посаженной на нем шестерней 18, находящейся в зацеплении с шестерней- полумуфтой 19, которая в свою очередь соединена с полумуфтой 20,
30 сидящей на шпонке 21 полого промежуточного вала 22.- Последний закреплен на промежуточном валу 5 в корпусе 1 На промежуточном валу 22 -в средней- части установлены шайба 23, пружина 24, гайки 25 и 26, на нижней части жестко посажена шестерня 27, находящаяся в зацеплении с вйнтовы-ми регулируемыми упорами 10. Шестерня-полумуфта 19, полумуф-та 20, шайба 23, пружина 24, гайки 25 и 26 образуют регулируемую муфту предельного крутящего момента. Многошпиндельная головка работает следующим образом. Вращение от двигателя (не показан /передается на центральный приводной вал 2, далее через шестерни 3 и 4, промежуточные валы 5, шестерни 6 и 7 - шпинделям 8. Идет процесс сверления. При необходимости изменить положение шпинделей (диаметр, на котором расположены отверстия ) любым известным приводом (не показан ) вращается приводной вал 17, который с помощью шестерни 18, шестерни-полумуфты 19, полумуфты 20, шпонки 21, промежуточных валов 22 и шестерни 27 завинчивает регулируемые упоры в тело поворотных кронштейнов 9, при этом между корпусом 1 головки и прокладками 12 появляется гарантирован ный . Далее, отвинчивая гайки 16, снима ют опорную плиту 13, разворачивают поворотные кронштейны 9 в нужное положение и поджимают их опорной пли той 13. Затем указанным приводом в обратном порядке вывинчивают регулируемые упоры 10 до упора прокладок 12 в корпус 1 головки. Сила поджатия регулируемых упоров регулируется гайками 25 и 26. Сжимая пружину 24, силу поджатия увеличивают, ослабляя пружину - силу уменьшают . Наличие муфты предельного момента позволяет компенсировать кинематические и конструктивные погрешности. Поджатие прокладок 12 к корпусу 1 головки происходит с одинаковым усилием до проскальзывания муфты предельного момента. Применение предлагаемой .головки повысит производительность труда за -Счет сокращения времени переналадок на другой типо-размер фланцев. Формула изобретения Многошпиндельная головка по авт. св. № 639659, отличающаяся тем, что, с целью повышения производительности, она снабжена приводом вращения регулируемых упоров с приводным валом, проходящим внутри центрального вала го.ловки, который выполнен полым, причем элементы кинематической цепи привода размещены на промежуточных валах головки. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 639659, кл. В 23 В 39/16, 1977. У//////АЦ ю
