(54) СПОСОБ ОБРАБОТКИ РЛДИУСНЬК СОПРЯЖЕНИЙ СТУПЕНЧАТЫХ ПЕРЕХОДОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки радиусных сопряжений ступенчатых переходов | 1984 |
|
SU1274859A1 |
| Способ обработки радиусных сопряжений ступенчатых переходов контуров | 1974 |
|
SU514667A1 |
| Способ фрезерования внутренних радиусных сопряжений поверхностей деталей | 2018 |
|
RU2674376C1 |
| Способ фрезерования внутренних контуров деталей | 1980 |
|
SU891254A1 |
| Способ обработки внутренних контуров | 1980 |
|
SU884884A1 |
| Способ врезания фрезы | 1991 |
|
SU1797524A3 |
| Способ обработки плоскостей | 1977 |
|
SU733877A1 |
| Способ фрезерования плоскостей | 1977 |
|
SU738785A1 |
| Способ фрезерования пазов в тонких стенках заготовок | 1988 |
|
SU1540957A1 |
| Способ обработки контурных поверхностей деталей | 1980 |
|
SU942907A1 |
Изобретение относится к обработке металлов резанием и может быть использовано при контурной обработке на фрезерных станках с прюграммньам управлением.
Известней способы обработки радиусных сопряжений ступенчатых переходов, при которых обработку концевой фрезой с сообщением ей перемещения вдоль контура обрабатыв аемого и зделия.
При врезании: и выходе фрезы в местах радиусных сопряжений центру фрезы сообщают перемещение по прямой, параллельной касательной к обрабатываемой поверхности сопряжения в точке пересечения ее с контуром изделия и отстоянии радиуса инструмента f| .
Однако движение инструмента в местах радиусных сопряжений приводит к возникновению погрешностей системы воспроизведения станка и yxyjc9iieHHra условий работы инструмента.
Цель изобретения - уменьшение погрешности обработки.
.Для достижения указанной цели при врезании и выходе фрезы в местах радиусных сопряжений ступенчатых переходов центру фрезы сообщают переметдение по окружности с радиусом, равным радиусу инструмента, центр которой расположен в точке пересечения радиусного сопряжения и контура изделия .
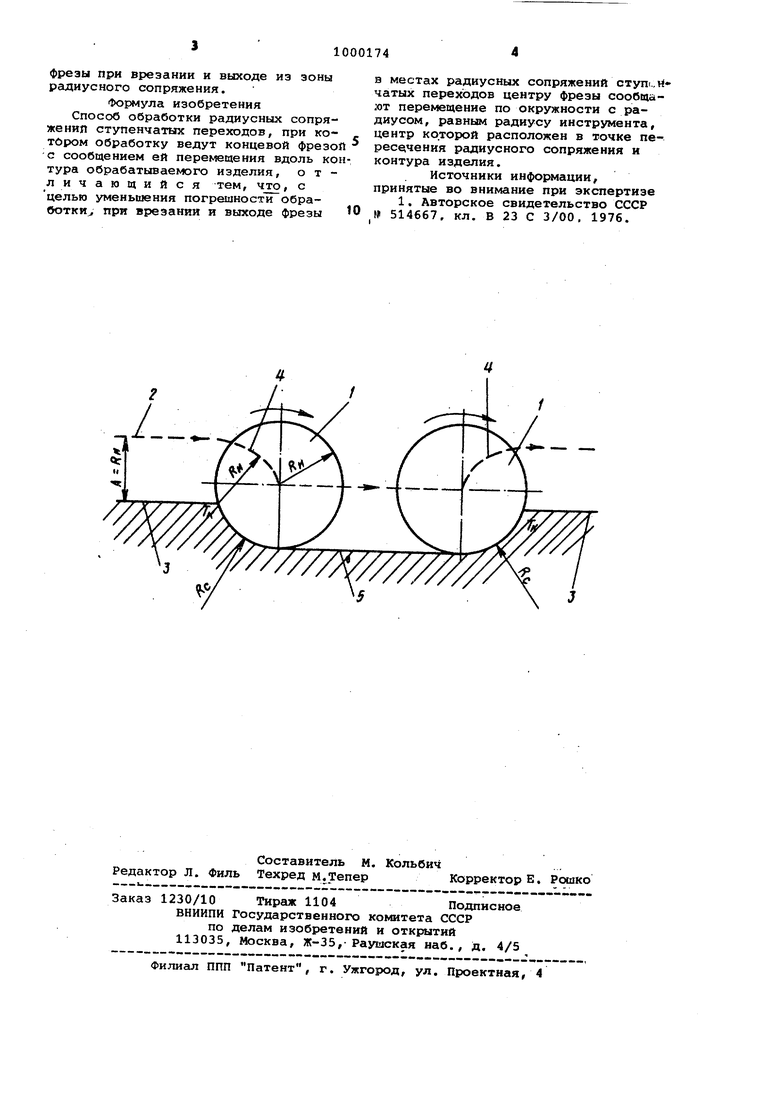
На чертеже представлена схема овработки радиусных сопряжений.
Инструмент 1 перемещают по траектории 2, удаленной от обрабатываемого контура 3 на расстояние А, равное
10 радиусу инструмента 1, до каса.шя инструментом точки Т пересечения радиусного сопряжения R и контура 3. Затем центр инструмента 1 перемещают по дуге окружности 4 радиуса R,
15 центр которой находится в точке Тц пересечения радиусного сопряжения Rg с контуром 3.
Перемещение инструмента 1 по дуге заканчивают в момент касания его со
20 ступенчатым контуром 5. Далее инструмент 1 перемещают эквидистантно контуру 5. Выход инструмента при обработке радиусного сопряжения производят в обратном порядке.
25
Предлагаемый способ позволяет повысить точность обработки, так как изменение направления перемещения фрезы осуществляется плавно, и повыН сить производительность процесса об30работки путем сокращения длины пути
фрезы при врезании и выходе из зоны радиусного сопряжения.
Формула изобретения Способ обработки радиусных сопряжения ступенчатых переходов, при котором обработку ведут концевой фрезой с сообщением ей перемещения вдоль контура обрабатываемого изделия, отличающийся тем, что, с целью уменьшения погрешности обработки при врезании и выходе фрезы
в местах радиусных сопряжений ступиri« чатых переходов центру фрезы сообщают перемещение по окружности с радиусом, равным радиусу инструмента, центр которой расположен в точке пересечения радиусного сопряжения и контура изделия.
Источники информации, принятые во внимание при экспертизе
