(54) СПОСОБ ОБРАБОТКИ ПЛОСКОСТЕЙ
1
Изобретение отнсхзится к области механической обработки металлов резанием и может быть использовано при обработке плоскостей, ограниченных контурными поверхностями, по программе на станках с числовым программным управлением.
Известны способы обработки подобных плоскостей несколькими последовательными проходами, на которых фрезе, например, концевой сообщают перемещение по траектории, эквидистантной стороне контура детали .
Недостатком известного способа является его низкая производительность. Это связано с тем, что шаг обработки (раостояние между проходами) t внутри зоны рассчитывают из условия обеспечения минимального перекрытия в наименьшем уг лу исходного многоугольника по следую щей зависимости:20
где йфр - радиус фрезы, равный половине ее диаметра;
oL
наименьший угол исходного
min м ногоугольн ика; радиус скругления режущей
р - кромки инструмента при торце.
Зависимость рассто$шия Ь между проходами от угла значительно увеличивает число проходов.
Целью изобретения является повышение производительности за счет сокращения числа проходов.
Цель достигается тем, что по предлагаемому способу в местах внутренних радиусных сопряжений сторси контура фрезе сообщают перемещение по биссектрисе угла между сопряженными сторонами на величину перекрытия между проходам и, равную
k-(Rv,)
А -5С- E ;
61П
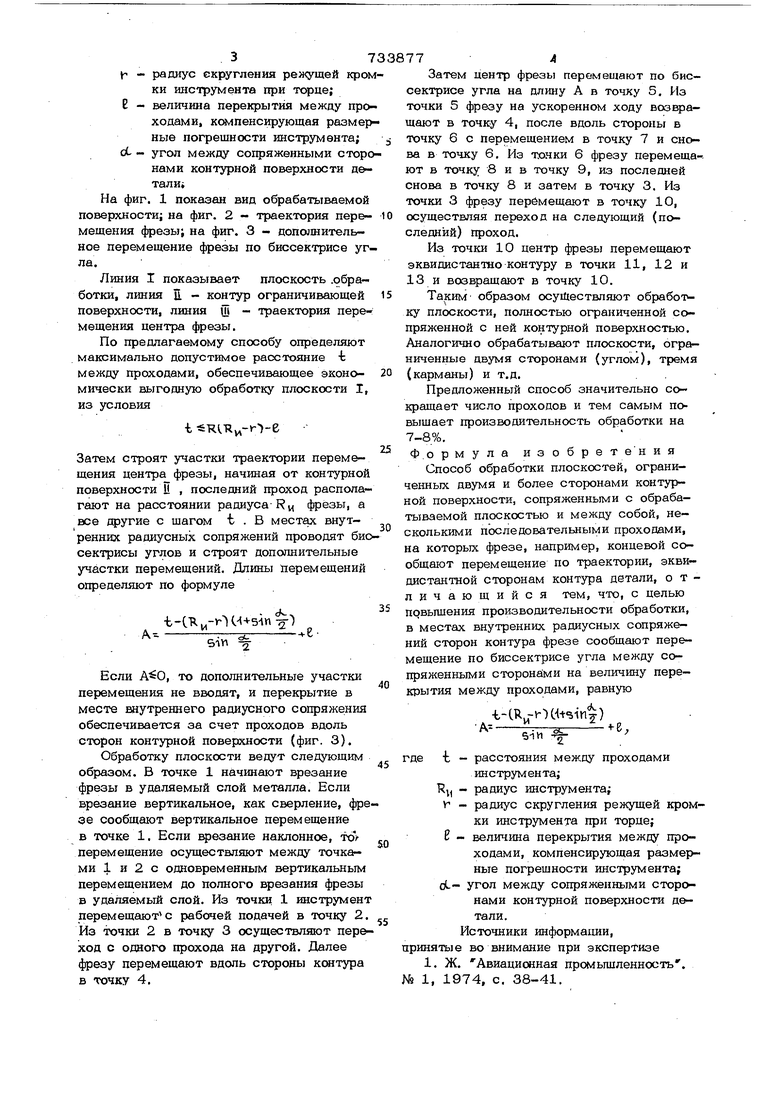
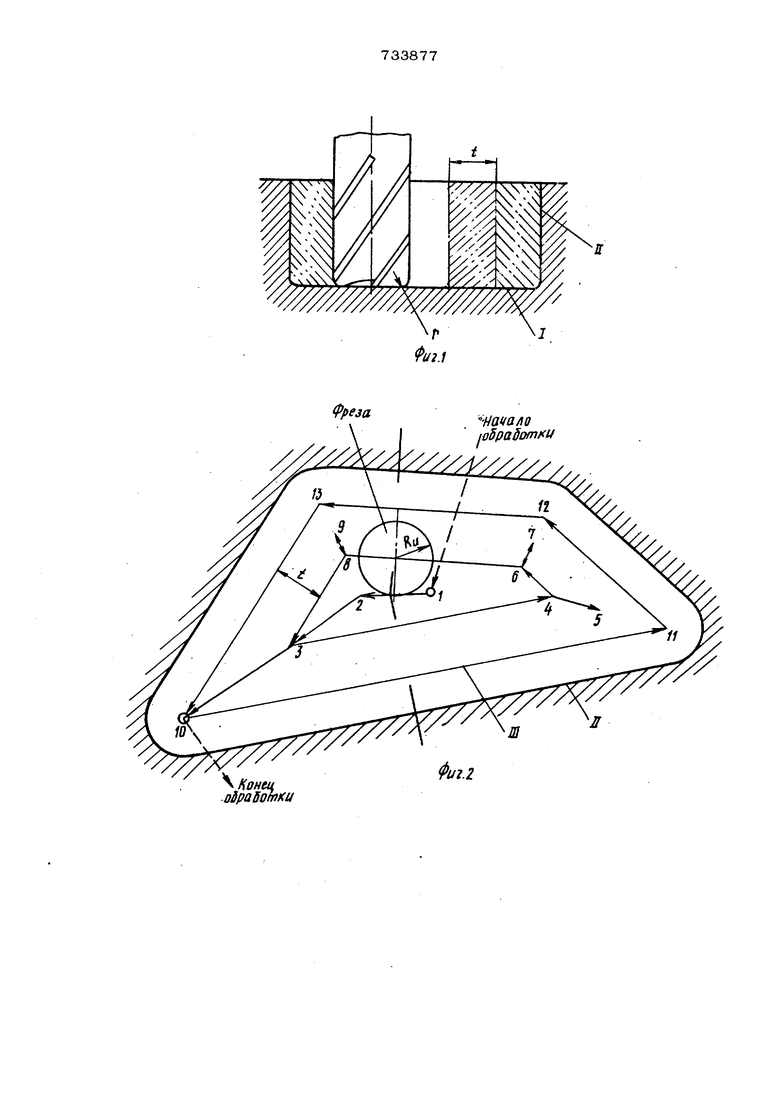
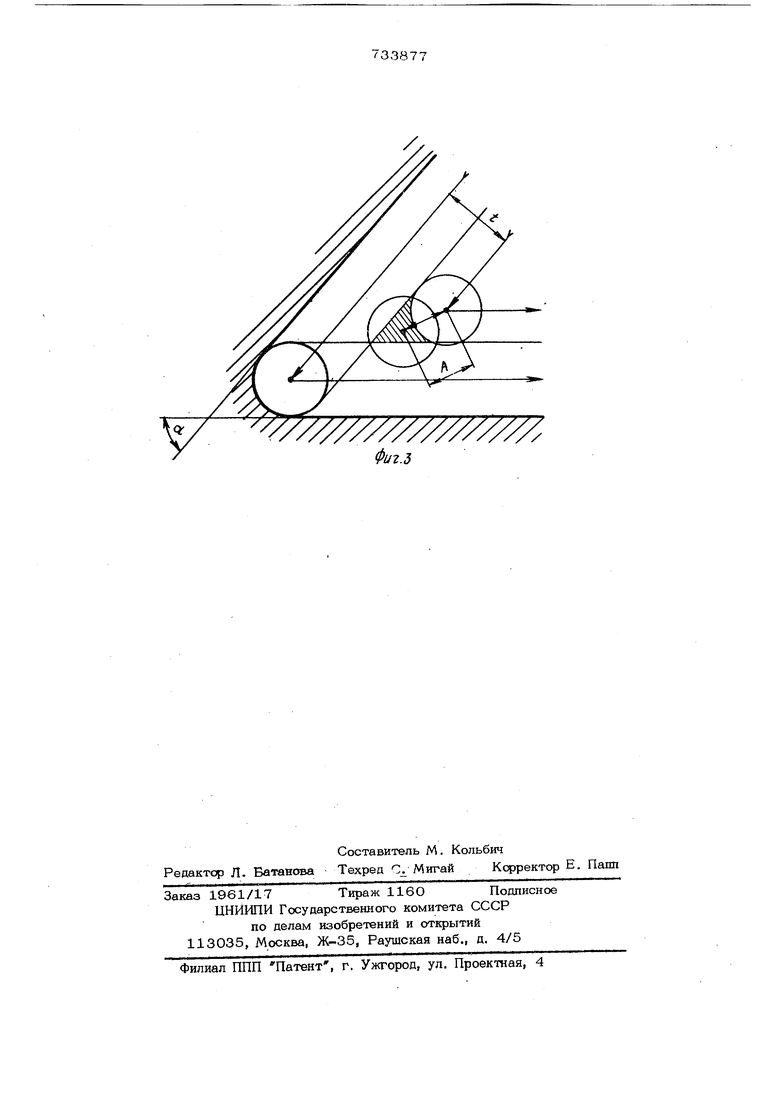
t - расстояние между проходами ингдеструмента, - радиус инструмента; r - радиус екругления кро ки инструмента при торце; Е - величина перекрытия между про ходами, кс пенсирующая разме1 ные погрешности инструмента; сС - угол между сопряженными сторо нами контурной поверхности д&талиНа фиг. 1 показан вид обрабатываемой поверхности; на фиг. 2 - траектория перемещения фрезы; на фиг. 3 - aonojmnTenbное перемещение фрезы по биссектрисе уг ла. Линия I показывает плоскость .обработки, линия Е - контур ограничивающей поверхности, линия Ш - траектория перемещения центра фрезы. По предлагаемому способу определяют максимально допустимое расстояние -fc между проходами, обеспечивающее экономически выгодную обработку плоскости 1, из условия t «жт и-о-е Затем строят участки траектории перемещения центра фрезы, начиная от контурной поверхности Е , последний проход располагают на расстоянии радиуса-R ц фрезы, а все другие с шагом t . В местах внутренних радиусных сопряжений проводят бис сектрисы углов и строят дополнительные участки перемещений. Длины перемещений определяют по формуле i-CR-u- IH+s n Sin Если , то дополнительные участки перемещения не вводят, и перекрытие в месте внутреннего радиусного сопряжения обеспечивается за счет проходов вдоль сторон контурной поверхности (фиг. 3). Обработку плоскости ведут следующим образом. В точке 1 начинают врезание фрезы в удаляемый слой металла. Если врезание вертикальное, как сверление, фре зе сообщают вертикальное перемещение в точке 1. Если резание наклонное, то)перемещение осуществляют между точками 1 и 2 с одновременным вертикальным перемещением до полного врезания фрезы в удаляемый слой. Из точки 1 инструмент перемещают с рабочей подачей в точку 2. Из точки 2 в точку 3 осуществляют переход с одного прохода на другой. Далее фрезу перемещают вдоль стороны кситура в точку 4. Затем центр фрезы перемещают по биссектрисе угла на длину А в точку 5. Из точки 5 фрезу на ускоренном ходу возвращают в точку 4, после вдоль стороны в точку 6 с перемещением в точку 7 и снова в точку 6. Из тонки 6 фрезу перемеща-. ют в точку 8 и в точку 9, из последней снова в точку 8 и затем в точку 3. Из точки 3 фрезу перемещают в точку 10, осуществляя переход на следующий (последний) проход. Из точки 10 центр фрезы перемещают эквидистантно контуру в точки 11, 12 и 13 и возвращают в точку 10. Таким образом осуществляют обработку плоскости, полностью ограниченной сопряженной с ней контурной поверхностью. Аналогично обрабатывают плоскости, ограниченные двумя сторонами (углом), тремя (карманы) и т.д.. . Предложенный способ значительно сокращает число проходов и тем самым по вышает производительность обработки на 7-8%, Ф.о рмула изобрет ен и я Способ обработки плоскостей, ограниченных двумя и более сторонами контурной поверхности, сопряженными с обрабатываемой плоскостью и между собой, несколькими последовательными проходами, на которых фрезе, например, концевой сообщают перемещение по траектории, эквидистантной сторонам контура детали, отличающийся тем, что, с целью повышения производительности обработки, в местах внутренних радиусных сопряжений сторон контура фрезе сообщают перемещение по биссектрисе угла между сопряженными cTopoHaiMH на величину перекрытия между проходами, равную i-tR-rl- CH-fsin) AT Р де t - расстояния между проходами инструмента; , - радиус инструмента; V - радиус екругления режущей кромки инструмента при торце; В - величина перекрытия между проходами, компенсирующая размерные погрешности инструмента; oL- угол между сопряженными сторонами контурной поверхности детали. Источники информации, ринять1е во внимание при экспертизе 1. Ж. Авиационная промышленность . 1, 1974, с. 38-41.
Л (U2.i
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки плоскостей | 1987 |
|
SU1516254A2 |
| Способ фрезерования внутренних контуров деталей | 1980 |
|
SU891254A1 |
| Способ фрезерования плоскостей | 1977 |
|
SU738785A1 |
| Способ фрезерования внутренних радиусных сопряжений поверхностей деталей | 2018 |
|
RU2674376C1 |
| Способ обработки плоскостей | 1977 |
|
SU691252A1 |
| Способ обработки плоскостей | 1990 |
|
SU1757788A1 |
| Способ обработки внутренних контуров | 1980 |
|
SU884884A1 |
| Способ фрезерования контурных поверхностей | 1983 |
|
SU1143523A1 |
| Способ обработки контурных поверхностей деталей | 1980 |
|
SU942907A1 |
| Способ врезания фрезы | 1991 |
|
SU1797524A3 |
Коней обработки -начало ivSpadomKH
