(54) .СПОСОБ ФРЕЗЕРОВАНИЯ ВНУТРЕННИХ КОНТУРОВ ДЕТАЛЕЙ
1
Изобретение относится к обработке металлов резанием и может быть использовано при обработке контурных поверхностей деталей на станках с программным управлением.
Известен способ фрезерования внутренних контуров с угловыми переходами с изменением рабочей подачи на станках с программным управлением, при котором рабочую подачу при подходе к угловым переходам производят импульсами с заданной величиной перемещения и временем остановки 1.
Однако такая обработка, хотя и повышает точность, требует дополнительно сложного устройства управления станком и не обеспечивает требуемую шероховатость контурной поверхности детали.
Известен способ обработки радиусных сопряжений прямолинейных участков при внутреннем контурном фрезеровании концевой фрезой, при котором обработку ведут фрезой, радиус которой меньше радиуса сопряжения, и ее центр перемеш,ают по радиусу, равному разности радиусов сопряжения и фрезы 2.
Обработка деталей этим способом позволяет уменьшить погрешности обработки, вызванные упругими перемещениями системы СПИД.
Однако данный способ не обеспечивает точность и шероховатость обработки контурных поверхностей деталей, предварительно обработанных с переменным припуском в местах внутренних радиусных сопряжений.
Известен способ обработки внутренних радиусных сопряжений прямолинейных участков фрезерованием с использованием двух и более последовательных проходов по всему контуру, при котором радиусные сопряжения обрабатывают окончательно в заданные по чертежу размеры на предварительном проходе попутным фрезерованием 3.
Данный способ позволяет иск тючить искажение контура радиусных сопряжений, по крайней мере, за два рабочих хода, что значительно удлиняет время обработки деталей.
Известен способ обработки радиусныхсопряжений прямолинейных участков при внутреннем контурном фрезеровании концевой фрезой, при котором обработку осуществляют фрезой, радиус которой равен радиусу соиряжения, и сообщают ей осевое перемещение 4.
Однако данный способ имеет ограниченное применение, а именно, только для обработки наружных контуров деталей.
Известен способ обработки радиусных сопряжений при контурном фрезеровании концевой фрезой, радиус которой выбирают меньше радиуса сопряжения и которой сообщают перемещение по траектории, эквидистантной обрабатываемому контуру, при котором припуск для окончательного прохода оставляют равным диаметру фрезы 5.
При этом способе сопряжения должны быть не менее полтора диаметра фрезы и обработка производится, по крайней мере, за два рабочих хода, что значительно удлиняет время обработки деталей.
Известен способ обработки радиусных сопряжений, преимущественно, высоких сторон контурных поверхностей деталей концевой фрезой, при котором вначале фрезу перемещают по биссектрисе угла сопряженных сторон, затем контур окончательно в заданные по чертежу размеры 6.
Недостатком данного способа являются больщие непроизводительные (холостые) перемещения инструмента, что значительно увеличивает время обработки.
Наиболее близким является способ обработки внутренних контуров с переменным припуском в местах внутренних радиусных сопряжений, при котором обработку ведут, по крайней мере, в два прохода, при котором радиусное сопряжение обрабатывают до образования постоянного припуска по всему контуру, после чего окончательно обрабатывают весь контур в заданные по чертежу размеры. При наличии нескольких радиусных сопряжений после обработки первого до выравнивания припуска фрезу перемещают в зону обработки следующего на ускоренном ходу, после обработки которых обрабатывают весь контур в заданные по чертежу размеры попутным фрезерованием 7.
Недостатком известного способа являются больщие непроизводительные перемещения инструмента, что снижает производительность обработки и эффективность станка с программным управлением.
Цель изобретения - повыщение производительности обработки.
Поставленная цель достигается тем, что обработку радиусных сопряжений ведут при окончательном фрезеровании контура, причем при подходе к радиусному сопряжению фрезу отводят от контура и обрабатывают сопряжение с оставлением припуска равного припуску основного контура, после чего обработку ведут в заданные по чертежу размеры.
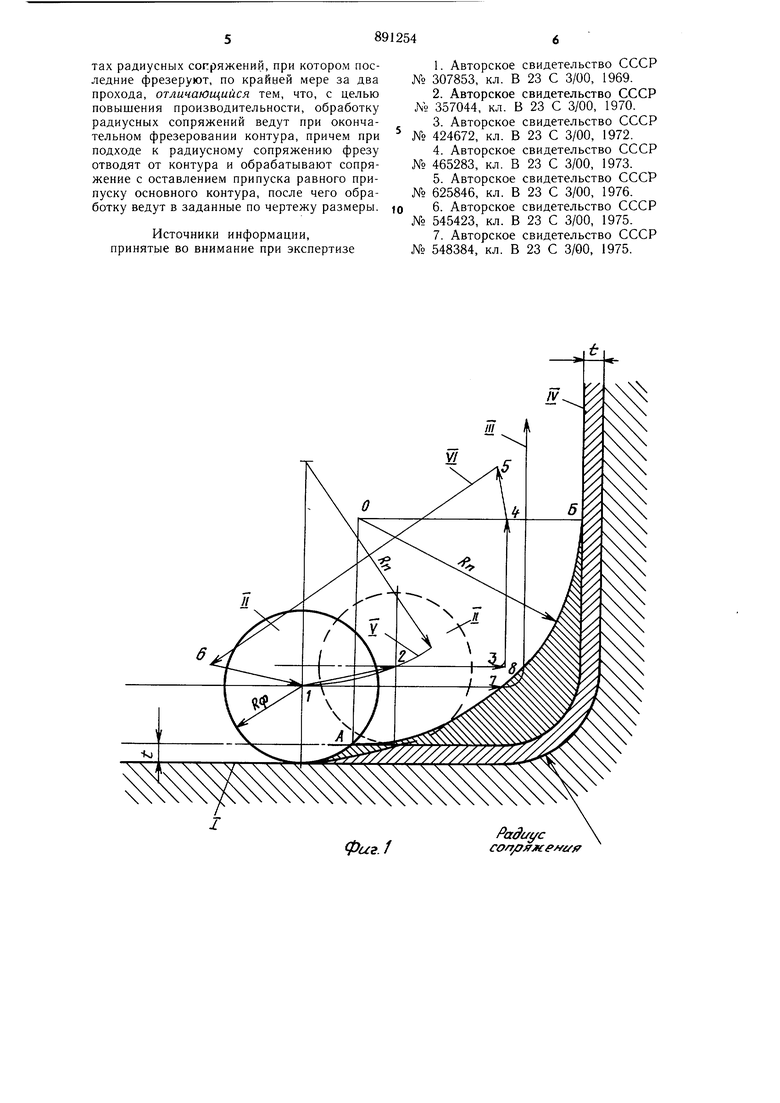
На фиг. 1 показана схема фрезерования внутренних контуров деталей на станках с
программным управлением от систем без
коррекции радиуса инструмента; на фиг. 2 -
то же, с коррекцией радиуса инструмента.
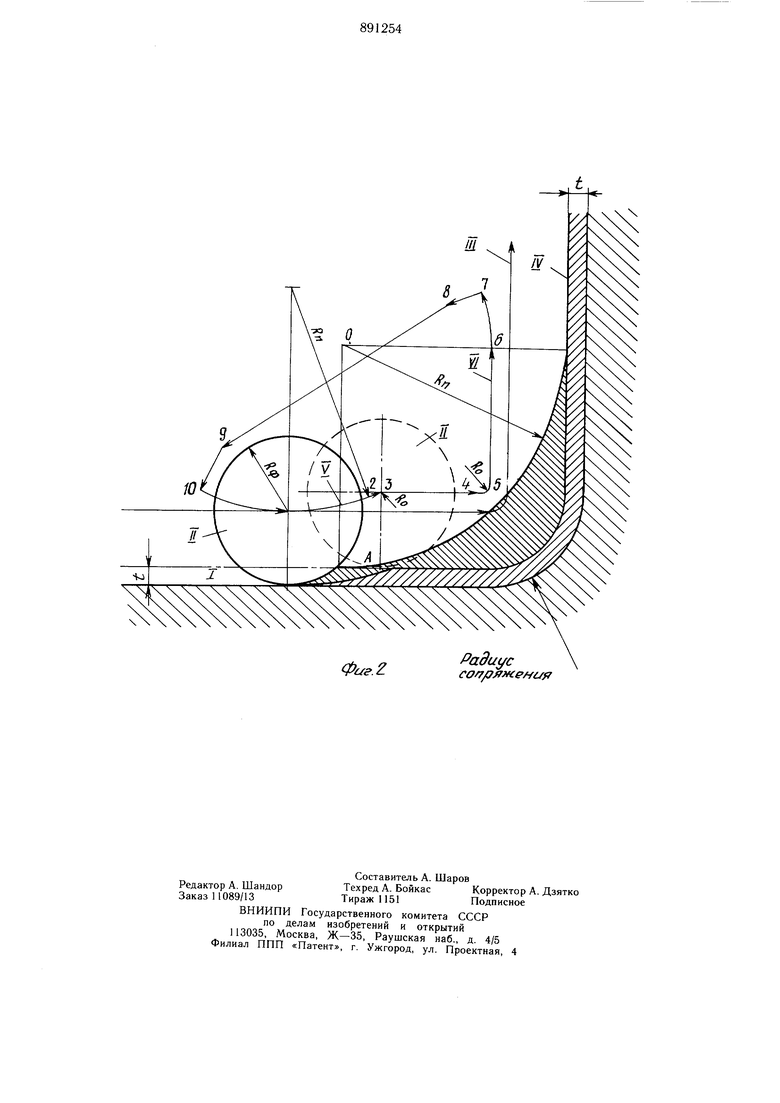
Способ осуществляют следующим образом.
На станках без коррекции радиуса инструмента фрезерование контура I ведут окончательно (фиг. 1), перемещая фрезу И по траектории И эквидистантно контуру I на расстоянии радиуса фрезы f. В момент увеличения припуска t в точке А, расположенной на нормали, проведенной из центра О предварительно обработанного сопряжения к участку контура заготовки IV, фрезу II из точки 1 перемещают по прямой в точку 2 пересечения дуги окружности V с радиусом Rp предварительно обработанного сопряжения и траектории VI, с последующим рабочим перемещением по участкам 24 эквидистантным контуру 1 и, отстоящим от него на величину больщую радиуса фрезы Кф, на величину постоянного припуска t, до точки 4, расположенной на нормали от точки О ко второму сопрягаемому участку контура IV. Из точки 4 осуществляют отвод фрезы II в точку 5 и далее на ускоренном ходу в точку 6. Из точки 6 с рабочей подачей под уклоном к контуру I фрезу II подводят в точку 1 и ведут обработку контура I в заданные по чертежу размеры, перемещая центр фрезы И по траекторий 111.
На станках с коррекцией радиуса инструмента фрезерование контура I ведут окончательно (фиг. 2), перемещая фрезу II по траектории III эквидистантно контуру I на расстоянии Кф . В момент увеличения припуска t в точке А фрезу И из точки 1 перемещают в точку 2 по дуге окружности V
5 с радиусом Rn, затем по сопряженной дуге окружности радиусом Rp в точку 3 и далее по участкам эквидистантным контуру I и отстоящим от него на величину R(p+t через точки 4 и 5 до точки 6, расположенной на нормали из точки О ко второму сопрягаемому участку контура IV. Из точки 6 осуществляют отвод фрезы И по дуге окружности радиуса Rp в точку 7 и далее на ускоренном ходу перемещают через точки 8 и 9 в точку 10, из которой с рабочей подачей
5 осуществляют подвод фрезы II к контуру I в точку I по дуге окружности Rn. Далее ведут обработку контура I в заданные по чертежу размеры, перемещая центр фрезы II по траектории III.
Применение способа сокращает холостые перемещения инструмента, повыщает производительность обработки и эффективность использования станков с программным управлением.
Формула изобретения
Способ фрезерования внутренних контуров деталей с переменным припуском в местах радиусных сопряжений, при котором последние фрезеруют, по крайней мере за два прохода, отличающийся тем, что, с целью повышения производительности, обработку радиусных сопряжений ведут при окончательном фрезеровании контура, причем при подходе к радиусному сопряжению фрезу отводят от контура и обрабатывают сопряжение с оставлением припуска равного припуску основного контура, после чего обработку ведут в заданные по чертежу размеры.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 307853, кл. В 23 С 3/00, 1969.
2.Авторское свидетельство СССР 357044, кл. В 23 С 3/00, 1970.
3.Авторское свидетельство СССР 424672, кл. В 23 С 3/00, 1972.
4.Авторское свидетельство СССР 465283, кл. В 23 С 3/00, 1973.
5.Авторское свидетельство СССР 625846, кл. В 23 С 3/00, 1976.
6.Авторское свидетельство СССР 545423, кл. В 23 С 3/00, 1975.
7.Авторское свидетельство СССР 548384, кл. В 23 С 3/00, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ фрезерования контурных поверхностей | 1983 |
|
SU1143523A1 |
| Способ фрезерования внутренних радиусных сопряжений поверхностей деталей | 2018 |
|
RU2674376C1 |
| Способ обработки контурных поверхностей деталей | 1980 |
|
SU942907A1 |
| Способ обработки внутренних контуров | 1980 |
|
SU884884A1 |
| Способ фрезерования внутренних радиусных сопряжений сторон контурных поверхностей | 1989 |
|
SU1731462A1 |
| Способ фрезерования плоскостей | 1977 |
|
SU738785A1 |
| Способ фрезерования контурных поверхностей угловыми переходами сторон | 1985 |
|
SU1351726A1 |
| Способ обработки плоскостей | 1990 |
|
SU1757788A1 |
| Способ фрезерования гладких замкнутых контурных поверхностей деталей | 1983 |
|
SU1168351A1 |
| Способ фрезерования контурных поверхностей с угловыми переходами сторон | 1986 |
|
SU1397194A1 |