(54) СПОСОБ ФРЕЗЕРОВАНИЯ ПЛОСКОСТЕЙ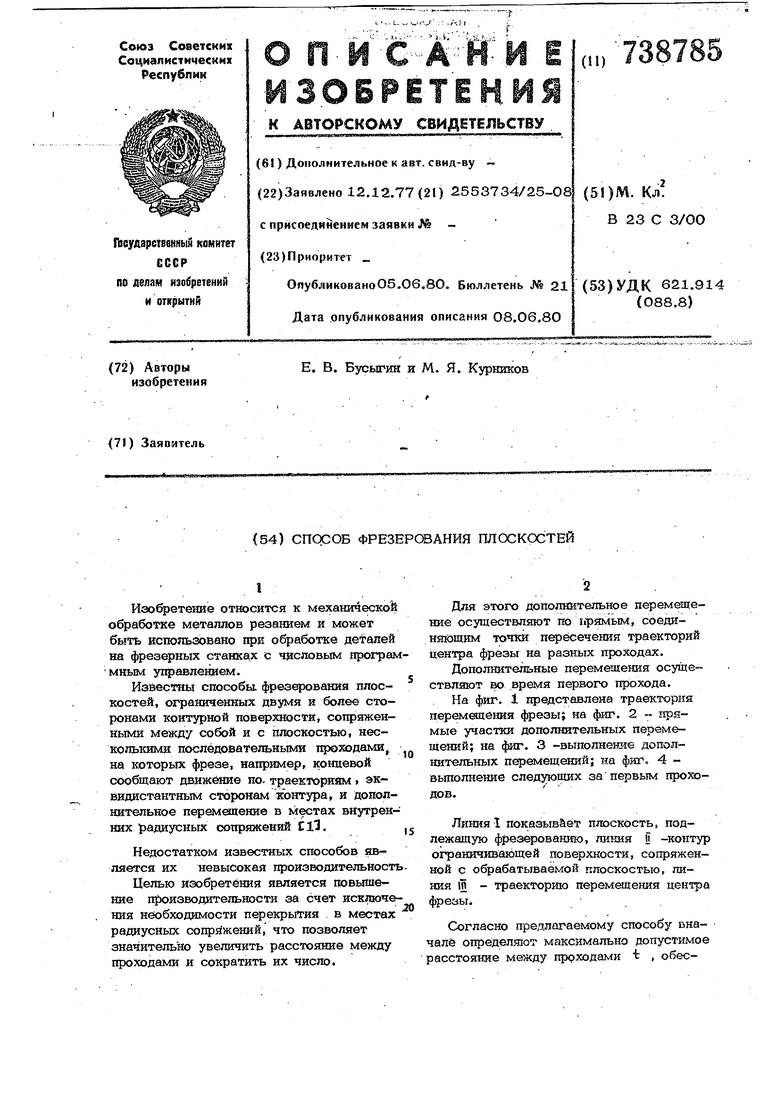
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ фрезерования контурных поверхностей | 1983 |
|
SU1143523A1 |
| Способ фрезерования внутренних контуров деталей | 1980 |
|
SU891254A1 |
| Способ фрезерования гладких замкнутых контурных поверхностей деталей | 1983 |
|
SU1168351A1 |
| Способ обработки плоскостей | 1977 |
|
SU733877A1 |
| Способ фрезерования контурных поверхностей угловыми переходами сторон | 1985 |
|
SU1351726A1 |
| Способ фрезерования контурных поверхностей с угловыми переходами сторон | 1986 |
|
SU1397194A1 |
| Способ обработки контурных поверхностей деталей | 1980 |
|
SU942907A1 |
| Способ составления программ при механической обработке плоскостных деталей | 1979 |
|
SU876328A1 |
| Способ обработки внутренних контуров | 1980 |
|
SU884884A1 |
| Способ фрезерования пазов в тонких стенках заготовок | 1988 |
|
SU1540957A1 |
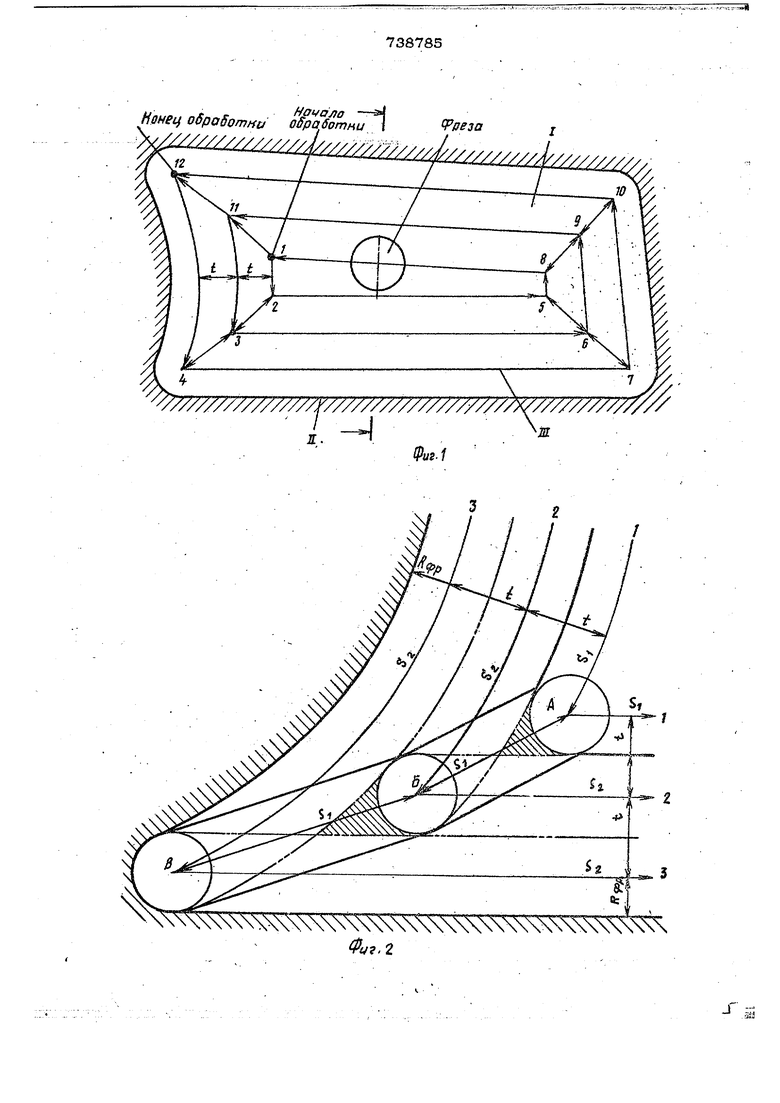
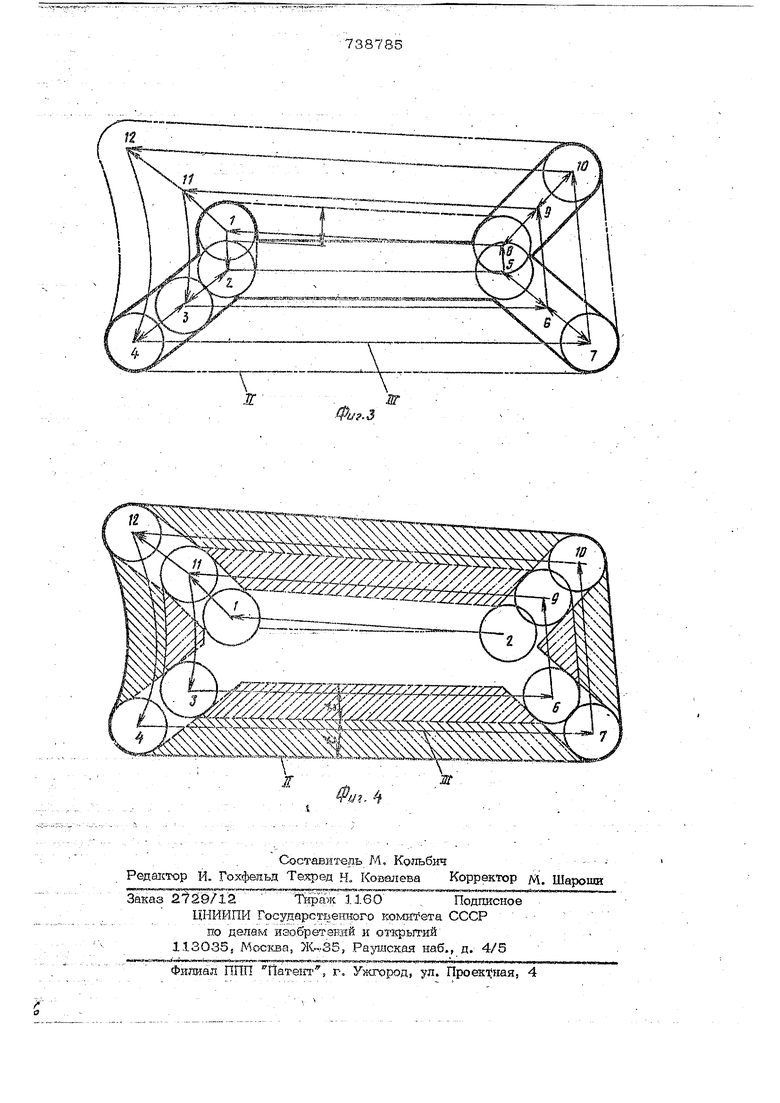
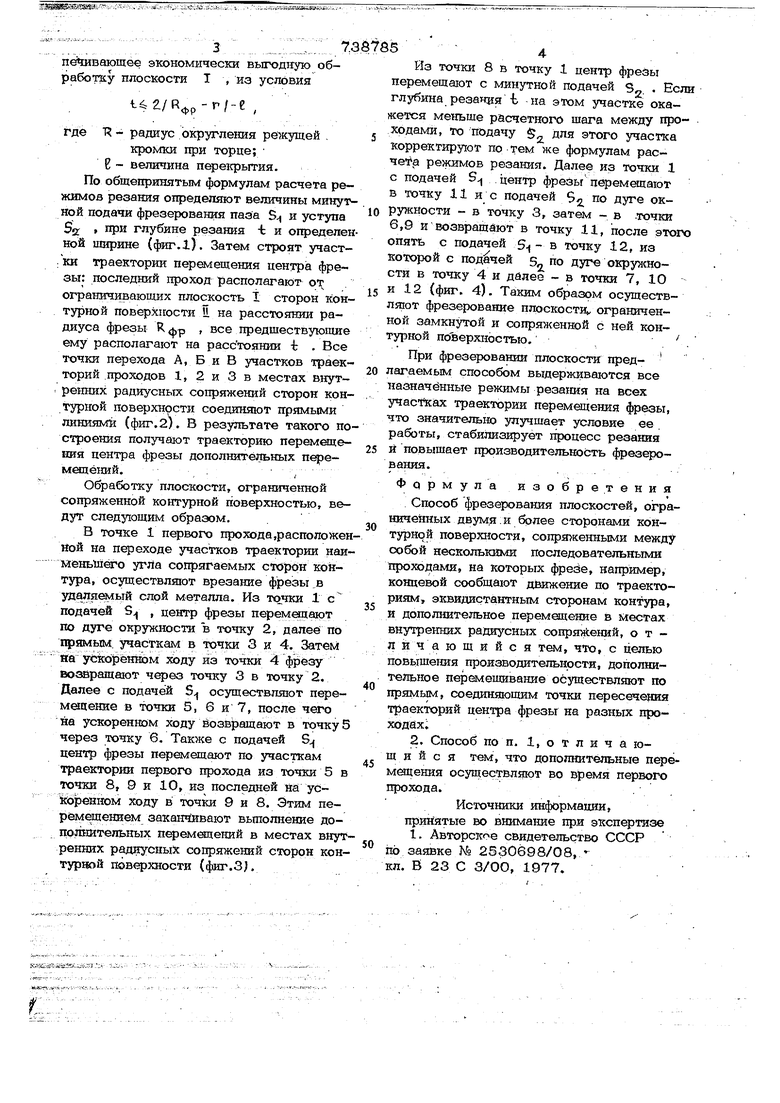
Иэо%етеяйе относится к механической обработке металлов резанием и может быть испольэоеано при обработке деталей на фрезерных станках с числовым програм мным управлением. Известны способы, фрезерования плоскостей, ограниченных двумя и более сторонами контурной поверхности, сопряженными между собой и с плоскостью, несколькими последовательными прозгодами, на которых фрезе, например, концевой сообщают движение по. траекториям эквидистантным сторонам xbiCTypa, и дополнительное перемещение в местах внутренних радиусных сопряжений Cll. Недостатком известных способов является их невысокая щэоизводительность Целью изобретения является повышение производительности за счет исключения необходимости перекрытия в местах радиусных сопряжений, что позволяет значительно увеличить расстояние между проходами и сократить их число. Для этого дополнительное перемещение осуществляют по прямым, соединяйщим точки пересечения траекторий центра фрезы на разных проходах. Дополнительные перемещения осуществляют во время первого прохода. На фиг. 1 представлена траектория перемоцения фрезы; на фиг. 2 прямые участки дополнительных перемещений; на фиг. 3 -выполнение дополнительных перемещений; на фиг. 4 вьшолнение следующих запервым проходов. Линия 1 показывает плоскость, подлежащую фрезерованию, линия ( -контур ограничивающей поверхности, сопряженной с обрабатываемой плоскостью, линия m - траекторию перемещения центра фрезы. Согласно предлагаемому способу внаале определяют максимально допустимое асстояние между проходами Ь , обеспе вающее экономически вьях)Д1гую обработку ппоскости Т , из условия 14г/вфр-г/-е R - радиус округпе1шя режущей . кромки при торце; 6 величина пере1фытия, По общепринятым формулам расчета режимов резания определяют величины минут ной подачи фрезерования паза S и уступа $2 фи глубине резания i и определен ной ширине (фиг.1). Затем строят участ.ки траектории перемещения центр а фрезы: последний проход располагают от ограничивающих плоскость I сторон контурной поверхности 1 на расстоянии радиуса фрезы R фр , все предшествующие ему располагают на расстоянии -fc . Все точки перехода А, Б и В участков траекторий .проходов 1, 2 и 3 в местах внутренних радиусных сопряжений сторон контурной поверхности соединяют тгрямыми ЛИНИЯМИ (фиг.2). В результате такого по строения получают траекторию перем«цения центра фрезы дополнительных перемещё1шй.. ; Обработку плоскости, ограниченной сопряженной контурной поверхностью, ведут следующим образом, В точке 1 первого прохода.расположе Кой на переходе участков траектории наи менынёго yrrta сопрягаемых сторон коктура, осуществляют врезание фрезы,в удаляемый слой металла. Из точки 1 с подачей S , центр фрезы перемешают по дуге окружности в точку 2, далее но прямьш. участкам в точки 3 и 4. Затем йа ускоренном ходу из точки 4 фрезу вог ращают через точку 3 в точку 2. Далее с подачей 5 осуществляют перемвцёние в точки 5, 6 и 7, после чего на ускоренном ходу ёозвращают в точку через точку 6. Также с подачей 6 центр фрезы перемещают по участкам траектории первого прохода из точки 5 в точки 8, 9 и 10, из последней йа усikdpeHHOM ходу в точки 9 и 8. Этим перемещением зака1Пй1вают вьшолнение доцотоштельных перемещений в местах внут ренних радиусных сопряжений сторон кон турной поверхности (фиг.З). Из точки 8 в точку .1 центр фрезы перемещшот с минутной подачей Sg. Если глубина резания t на этом участке окается меньще расчетного шага между проходами, то подачу 5, для этого участ1са корректируют по тем же формулам расче з режимов резания. Далее из точки 1 с подачей S центр фрезы перемещают в точку 11 и с подачей S. по дуге окРУжности - в точку 3, затем - в .точки 6,9 и возвращают в точку 11, после этого опять с подачей S - в точку 12, из которой с подачей Sg по дуге окружности в точку 4 и далее - в точки 7, 10 и 12 (фиг. 4). Таким образом осуществлшот фрезерование плоскости,, ограниченной замкнутой и сопряженной с ней контурной поверхностью. . При фрезеровании плоскости предлагаемым способом выдерживаются все назначенные режимы реза1шя на всех yqaciiciax траектории перемещения фрезы, что значительно улучшает условие ее работы, стабилизирует процесс резания и повышает производительность фрезерования. Формула изобретения Способ фрезерования плоскостей, ограниченных двумя: и более сторонами контурн й поверхности, сопряженными между собой несколькими последовательными проходами, на которых фреёе, например, концевой сообщают движение по траекториям, эквидистантным сторонам контура, и допошштельное перемвдение в Местах внутренних радиусных сопряжений, отличающийся тем, что, с целью повышегшя производительности, дополнительное перемещивание осуществляют по прямым, соединяющим точки пересечещга траекторий центра фрезы на разных проходах2. Способ по п. 1, о т л и ч а ющ и и с я тем, что дополнительные перемвцения осуществляют во время первого прохода. Источники информации, принятые во внимание при экспертазе 1. Авторское свидетельство СССР по заявке Mb 2530698/08,л кл. В 23 С 3/00, 1977.
Нонец о6ра5отни ofpaffomnu}(-Рреза
