(54) УСТРОЙСТВО ДЛЯ УСТАНОВКИ СТОПОРНЫХ КОЛЕЦ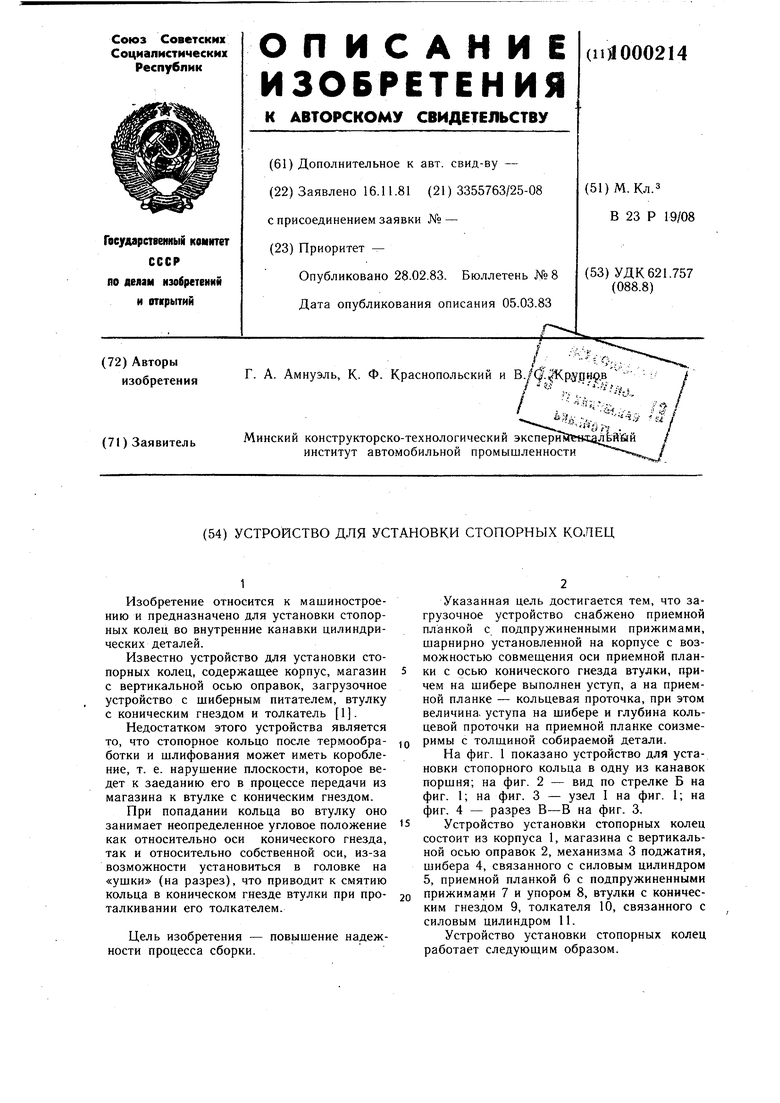
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ УСТАНОВКИ УПРУГОГО КОЛЬЦА ВО ВНУТРЕННЮЮ КАНАВКУ ДЕТАЛИ | 2014 |
|
RU2595081C2 |
| Автоматическая роторная линия для сборки радиочастотных соединителей | 1978 |
|
SU785924A1 |
| Устройство для сборки запрессовкой | 1986 |
|
SU1355436A1 |
| Полуавтомат для сборки секаторов | 1982 |
|
SU1144830A1 |
| Устройство для сборки деталей | 1980 |
|
SU891313A1 |
| УСТРОЙСТВО для УПАКОВКИ ДЕТАЛЕЙ ТИПА КОЛЕЦ | 1971 |
|
SU306054A1 |
| Автомат для изготовления и установки стопорных колец на вал | 1982 |
|
SU1085741A1 |
| Автомат для установки упругих колец в наружные канавки базовых деталей | 1986 |
|
SU1463421A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
1
Изобретение относится к машиностроению и предназначено для установки стопорных колец во внутренние канавки цилиндрических деталей.
Известно устройство для установки стопорных колец, содержащее корпус, магазин с вертикальной осью оправок, загрузочное устройство с шиберным питателем, втулку с коническим гнездом и толкатель 1.
Недостатком этого устройства является то, что стопорное кольцо после термообработки и шлифования может иметь коробление, т. е. нарушение плоскости, которое ведет к заеданию его в процессе передачи из магазина к втулке с коническим гнездом.
При попадании кольца во втулку оно занимает неопределенное угловое положение как относительно оси конического гнезда, так и относительно собственной оси, из-за возможности установиться в головке на «ушки (на разрез), что приводит к смятию кольца в коническом гнезде втулки при проталкивании его толкателем.
Цель изобретения - повышение надежности процесса сборки.
Указанная цель достигается тем, что загрузочное устройство снабжено приемной планкой с подпружиненными прижимами, шарнирно установленной на корпусе с возможностью совмещения оси приемной план5 ки с осью конического гнезда втулки, причем на шибере выполнен уступ, а на приемной планке - кольцевая проточка, при этом величина, уступа на шибере и глубина кольцевой проточки на приемной планке соизме Q римы с толщиной собираемой детали.
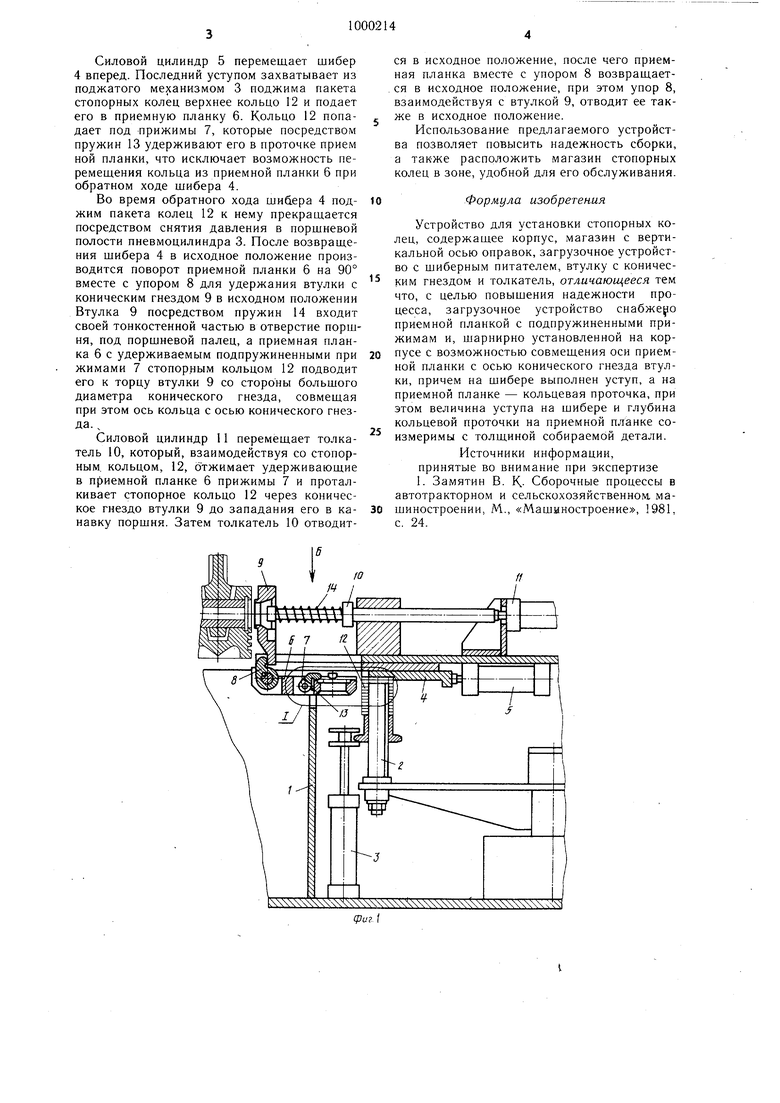
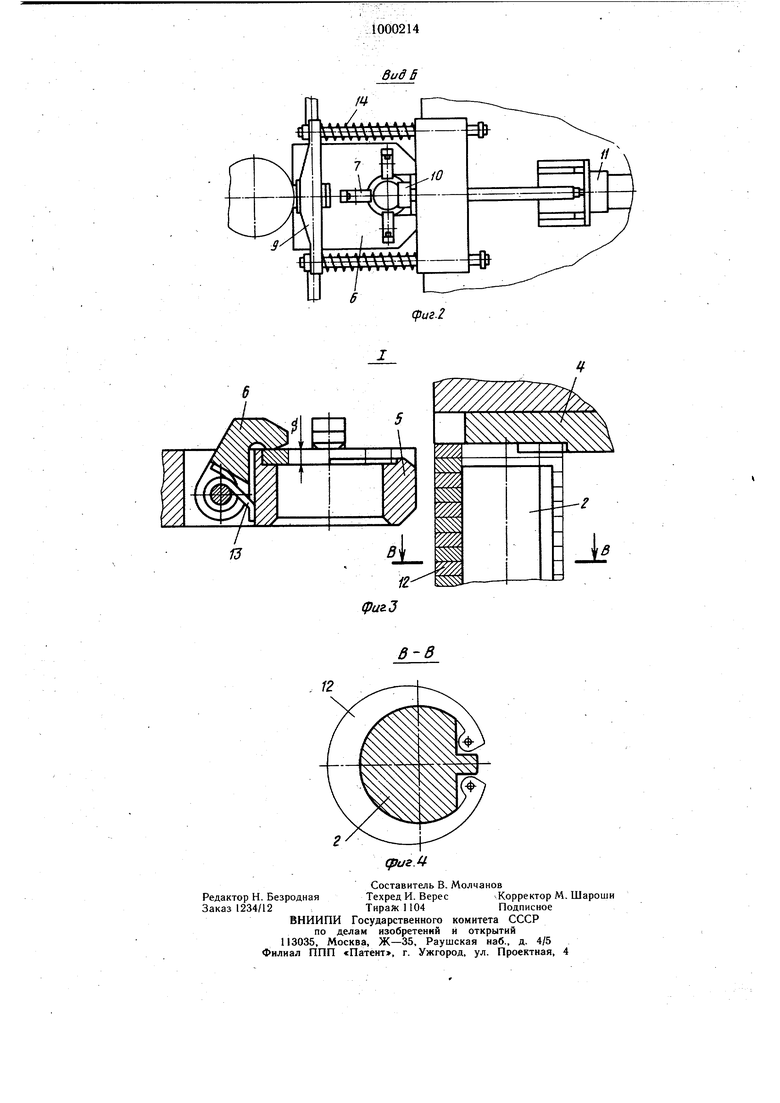
На фиг. 1 показано устройство для установки стопорного кольца в одну из канавок поршня; на фиг. 2 - вид по стрелке Б на фиг. 1; на фиг. 3 - узел I на фиг. 1; на фиг. 4 - разрез В-В на фиг. 3.
15 Устройство установки стопорных колец состоит из корпуса 1, магазина с вертикальной осью оправок 2, механизма 3 поджатия, шибера 4, связанного с силовым цилиндром 5, приемной планкой 6 с подпружиненными
20 прижимами 7 и упором 8, втулки с коническим гнездом 9, толкателя 10, связанного с силовым цилиндром 11.
Устройство установки стопорных колец работает следующим образом. Силовой цилиндр 5 перемещает шибер 4 вперед. Последний уступом захватывает из поджатого механизмом 3 поджима пакета стопорных колец верхнее кольцо 12 и подает его в приемную планку 6. Кольцо 12 попадает под прижимы 7, которые посредством пружин 13 удерживают его в проточке прием ной планки, что исключает возможность перемещения кольца из приемной планки 6 при обратном ходе шибера 4. Во время обратного хода шийера 4 поджим пакета колец 12 к нему прекращается посредством снятия давления в поршневой полости пневмоцилиндра 3. После возвращения шибера 4 в исходное положение производится поворот приемной планки 6 на 90° вместе с упором 8 для удержания втулки с коническим гнездом 9 в исходном положении Втулка 9 посредством пружин 14 входит своей тонкостенной частью в отверстие поршня, под поршневой палец, а приемная планка 6 с удерживаемым подпружиненными при жимами 7 стопорным кольцом 12 подводит его к торцу втулки 9 со стороны большого диаметра конического гнезда, совмещая при этом ось кольца с осью конического гнезда. . Силовой цилиндр 11 перемещает толкатель 10, который, взаимодействуя со стопорным, кольцом, 12, отжимает удерживающие в приемной планке 6 прижимы 7 и проталкивает стопорное кольцо 12 через коническое гнездо втулки 9 до западания его в канавку поршня. Затем толкатель 10 отводится в исходное положение, после чего приемная планка вместе с упором 8 возвращается в исходное положение, при этом упор 8, взаимодействуя с втулкой 9, отводит ее также в исходное положение. Использование предлагаемого устройства позволяет повысить надежность сборки, а также расположить магазин стопорных колец в зоне, удобной для его обслуживания. Формула изобретения Устройство для установки стопорных колец, содержащее корпус, магазин с вертикальной осью оправок,загрузочное устройство с шиберным питателем, втулку с коническим гнездом и толкатель, отличающееся тем что, с целью повышения надежности процесса, загрузочное устройство снабжено приемной планкой с подпружиненными прижимам и, шарнирно установленной на корпусе с возможностью совмещения оси приемной планки с осью конического гнезда втулки, причем на шибере выполнен уступ, а на приемной планке - кольцевая проточка, при этом величина уступа на шибере и глубина кольцевой проточки на приемной планке соизмеримы с толщиной собираемой детали. Источники информации, принятые во внимание при экспертизе 1. Замятин В. К,. Сборочные процессы в автотракторном и сельскохозяйственном, машиностроении, М., «Машиностроение, 1981, с. 24.
