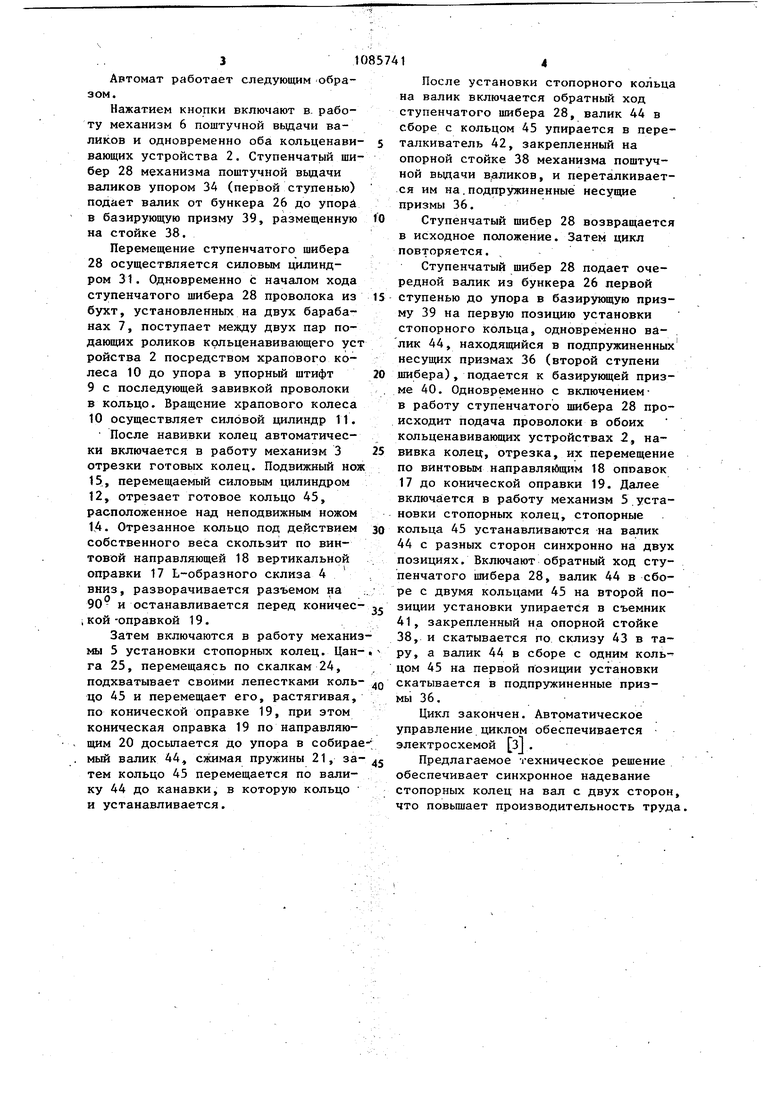
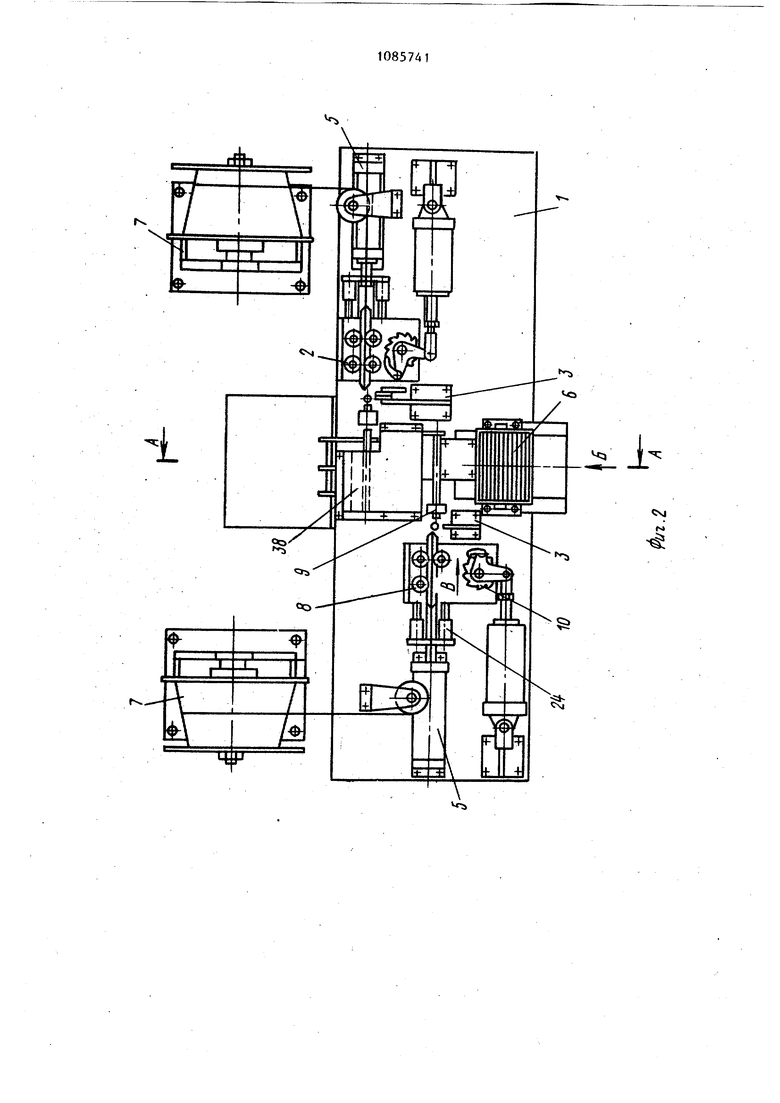
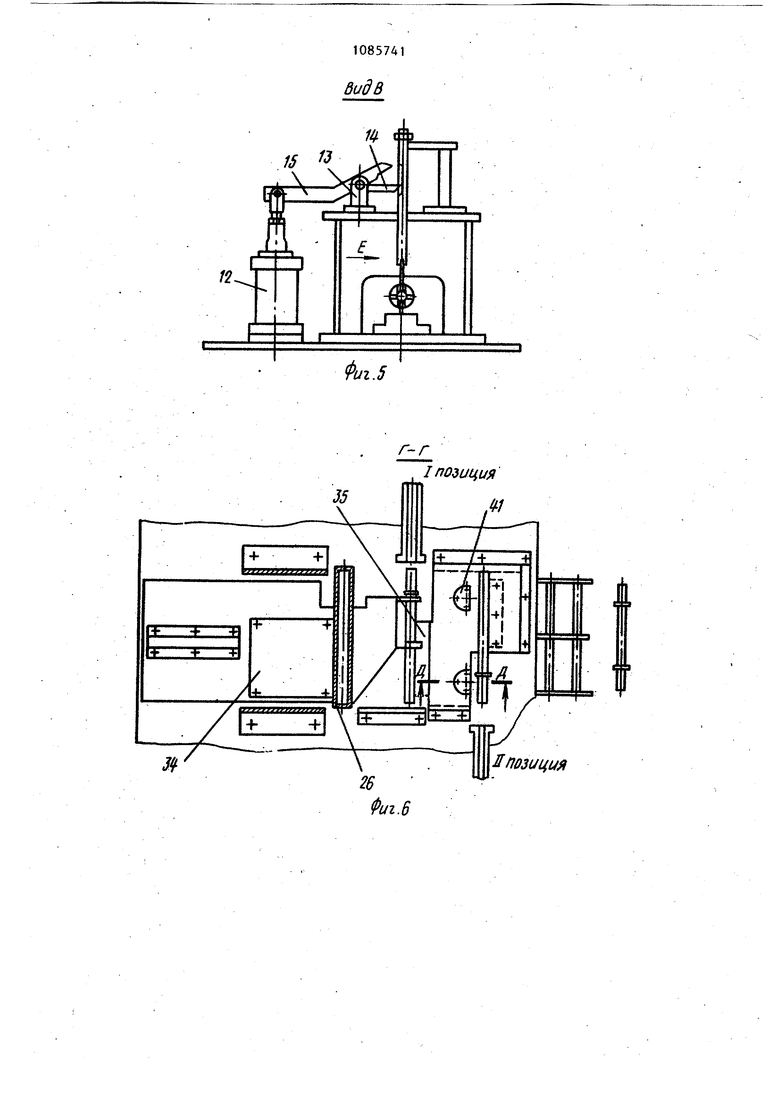
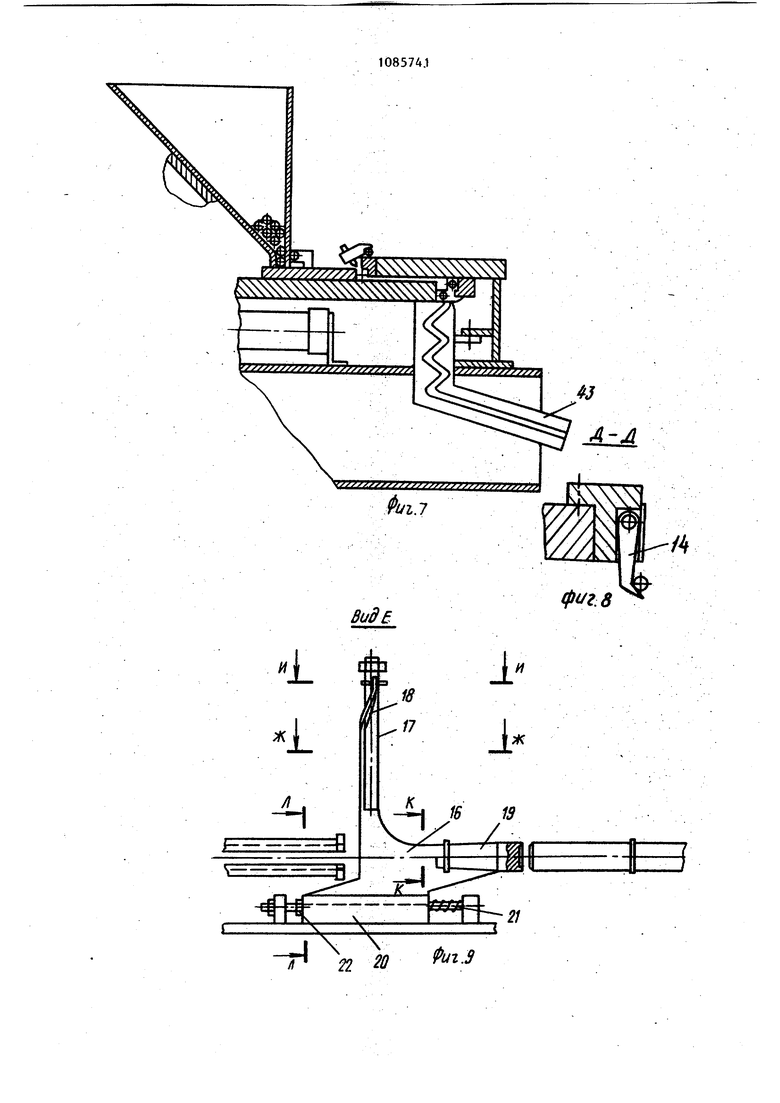
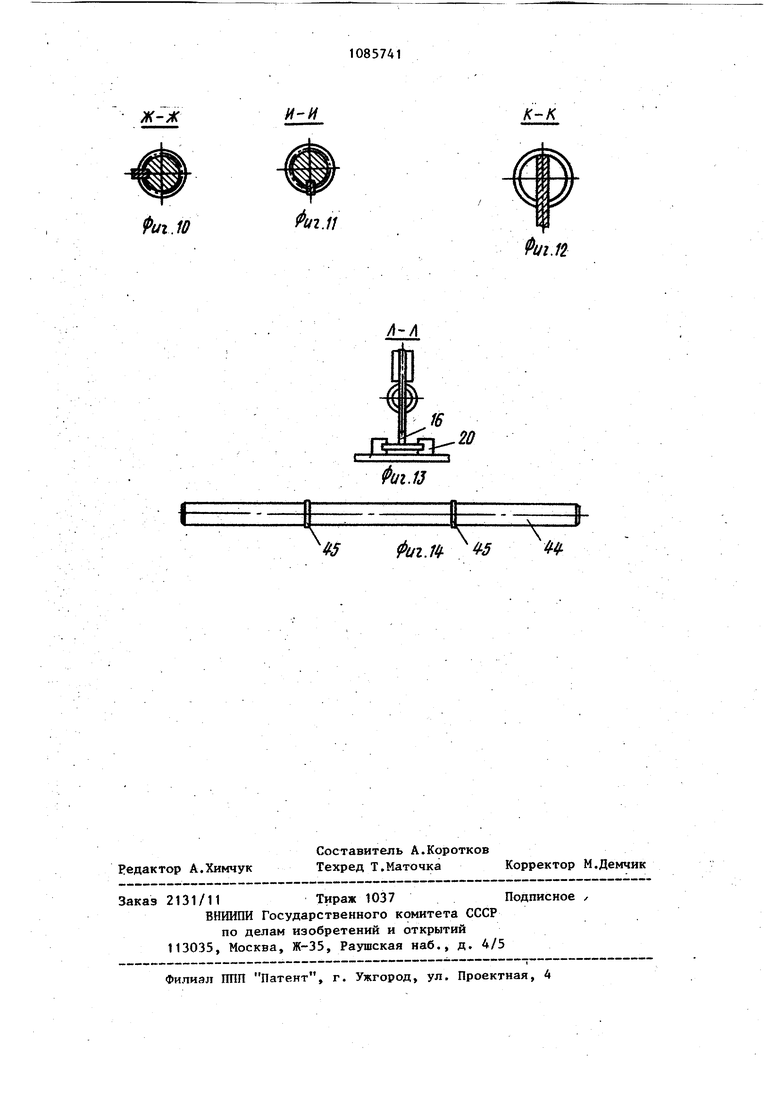
1 Автомат относится к машиностроению, в .частности к механосборочному оборудованию и может использоваться для установки стопорных колец на горизонтально расположенный вал. Известен многопозиционный сборочный автомат, содержащий смонтированные на станине поворотный стол, питающее устройство с навивочной голов кой-, кинематически связанные с распределительным валом, ползун с толкателем и отрезной нож ll . Однако этот пвтомат не производит надевание двух стопорных колец на вал с разных концов, что снижает его производительность. Наиболее близким к изобретению является устройство для изготовления и установки наружных стопорных колец на позицию сборки, содержащее смон. тированные на станине и кинематически связанные между собой пневмопривод, механизм подачи проволоки, меха низм навивки кольца, механизм отрезки кольца, имеющий полый опорный и вращающийся ножи, и механизм установ ки кольца на позицию сборки. Внутри полого ножа установлен подвижный пуансон с конической головкой, фиксирующей кольцо перед его установкой между опорным ножом и пуансоном установлена подвижная в осевом направлении многолепестковая цанга 2J Недостатком этого устройства явля ется невозможность надевания стопориых колец на вал с двух сторон, что также снижает производительность труда. Целью изобретения является повышение производительности при надеваНИИ стотюрных колец на горизонтально расположенный вал. Поставленная цель достигается тем., что автомат для изготовления и установки стопорных колец,содержащий станину и размещенные на ней бункерное :загрузочное устройство и устройства с оправками для изготовления и надевания стопорных колец, снабжен установленными на рабочих позициях по обе стороны от бункерного загрузоч ного устройства подвижными L-образными склизами и коническими оправками, рабочая часть которой вьтолнена в виде цанг, причем каждая из оправок расположена концентрично относительно горизонтального участка L-образного склиза, при этом вертикаль41ный участок склиза является оправкой устройства для изготовления стопорных колец. На фиг. 1 схематически изображен предлагаемый автомат, общий вид; на фиг. 2 - то же, вид сверху, на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - вид Б на фиг. 2; на фиг. 5 вид В на фцг. 2; на фиг. 6 - разрез Г-Г на фиг. 3; на фиг. 7 - положение шибера в момент установки колец, на фиг. 8 - разрез Д-Д на фиг. 6; на фиг. 9 - вид Е на фиг. 5; на фиг.10 разрез Ж-Ж на фиг. 9; на фиг. 11 9; на фиг. разрез И-И на фиг. разрез К-К на фиг. 9; на фиг. 9; на фиг. 14 разрез Л-Л на фиг. собираемьй узел. Автомат содержит смонтированные на станине 1 два кольценавивакяцих устройства 2, два механизма 3 отрезки колец, два L-образных склиза 4 переориентации колец, два механизма 5 установки стопорных колец, бункернозагрузочные устройства 6, два барабана 7 для проволоки. Кольценавивающее устройство 2 содержит две пары подающих роликов 8, упорный штифт 9, приводное храповое колесо 10 и силовой цилиндр 11. Механизм 3 отрезки колец содержит силовой цилиндр 12, стойку 13, неподвижный нож 14 и подвижный нож 15. L-образный склиз 4 переориентации колец содержит корпус 16, вертикальную оправку 17 с винтовой направляющей 18, осуществляющую поворот разъема кольца на 90 , коническую оправку 19, направляющие 20, пружины 21 и упоры 22. . Механизм 5 установки.стопорных колец содержит силовой цилиндр 23, направлякицие скалки 24 и установочную цангу 25 с подпружиненными лепестками. Механизм 6 поштучной вьщачи валиков 6 содержит бункер 26 для валиков, корпус 27, ступенчатый шибер 28, направляющие 29, стойки 30, силовой цилиндр 31, ворошитель 32, копир 33, упоры 34 и 35, подпружиненно несупие призмы 36,-подпружиненные собачки 37, опорную стойку 38, базирующие призмы 39 и 40, съемники 41,переталкиватели 42, склиз 43, Собираемый узел состоит из валика 44 и стопорных колец 45. 31 Автомат работает следующим юбразом. Нажатием кнопки включают в. работу механизм 6 поштучной вьщачи валиков и одновременно оба кольценавивеющих устройства 2. Ступенчатый шибер 28 механизма поштучной вьщачи валиков упором ЗА (первой ступенью) подает валик от бункера 26 до упорй в базирующую призму 39, размещенную на стойке 38. Перемещение ступенчатого шибера 28 осуществляется силовым цилиндром 31. Одновременно с началом хода ступенчатого шибера 28 проволока из бухт, установленных на двух барабанах 7, поступает между двух пар подающих роликов крльценавивающего уст ройства 2 посредством храпового колеса 10 до упора в упорный штифт 9с последующей завивкой проволоки в кольцо. Вращение храпового колеса 10осуществляет силовой цилиндр 11. После навивки колец автоматически включается в работу механизм 3 отрезки готовых колец. Подвижный нож 15, перемещаемый силовым цилиндром 12, отрезает готовое кольцо 45, расположенное над неподвижным ножом 1Л. Отрезанное кольцо под действием собственного веса скользит по винтовой направляющей 18 вертикальной оправки 17 Ь-образного склиза 4 вниз, разворачивается разъемом на 90 и останавливается перед коничес ;кой -оправкой 19. Затем включаются в работу механи мы 5 установки стопорных колец. Цан га 25, перемещаясь по скалкам 24, подхватывает своими лепестками коль цо 45 и перемещает его, растягивая, по конической оправке 19, при этом коническая оправка 19 по направляющим 20 досыпается до упора в собира мый валик 44 сзкимая пружины 21, за тем кольцо 45 перемещается по валику 44 до канавки, в которую кольцо и устанавливается. 1 После установки стопорного кольца на валик включается обратный ход ступенчатого шибера 28, валик 44 в сборе с кольцом 45 упирается в переталкиватель 42, закрепленный на опорной стойке 38 механизма поштучной выдачи в аликов, и переталкивается им на.подпружиненные несущие призмы 36. Ступенчатый шибер 28 возвращается в исходное положение. Затем цикл повторяется. Ступенчатый шибер 28 подает очередной валик из бункера 26 первой ступенью до упора в базирующую призму 39 на первую позицию установки стопорного кольца, одновременно валик 44, находящийся в подпружиненных несущих призмах 36 (второй ступени шибера), подается к базирующей призме 40. Одновременно с включениемв работу ступенчатого шибера 28 происходит подача проволоки в обоих кольценавивающих устройствах 2, навивка колец, отрезка, их перемещение по винтовым направляющим 18 оппавок 17 до конической оправки 19. Далее включа ется в работу механизм 5 установки стопорных колец, стопорные кольца 45 устанавливаются на валик 44 с разных сторон синхронно на двух позициях. Включают обратный ход ступенчатого шибера 28, валик 44 в сборе с двумя кольцами 45 на второй позиции установки упирается в съемник 41, закрепленный на опорной стойке 38, и скатывается по склизу 43 в тару, а валик 44 в сборе с одним кольцом 45 на первой позиции установки скатывается в подпружиненные призмы 36. Цикл закончен. Автоматическое управление циклом обеспечивается электросхемой з. Предлагаемое техническое решение обеспечивает синхронное надевание стопорных колец на вал с двух сторон, что повьш1ает производительность труда.
/1-Х .
.....,........
39 J fO
Фиг.З ВидВ
виде
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для установки упругих колец в наружные канавки базовых деталей | 1980 |
|
SU904972A1 |
| Полуавтоматическая линия для сборки и клепки деталей | 1984 |
|
SU1225762A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТРУБ | 1990 |
|
RU2019345C1 |
| Многопозиционный автомат для сборки корпусных деталей с деталями типа подшипников и крышек | 1974 |
|
SU545443A1 |
| Полуавтомат для сборки секаторов | 1982 |
|
SU1144830A1 |
| Автомат для сборки трубного пакета радиатора | 1981 |
|
SU996162A1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Автоматическая линия для изготовле-Ния издЕлия пЕРЕМЕННОгО СЕчЕНия | 1979 |
|
SU814533A1 |
| Устройство для автоматической сборки плавких предохранителей | 1977 |
|
SU681475A1 |
| Линия резки труб | 1984 |
|
SU1220235A1 |
АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ И УСТАНОВКИ СТОПОРНЫХ КОЛЕЦ НА ВАЛ, содержащий станину и размещенные на ней бункерное- загрузочное устройство и устройства с оправками для изготовления и надевания стопорных колец, отличающийся тем, что, с целью, увеличения производительности при надевании стопорных колец на горизонтально расположенньй вал, автомат снабжен установленными на рабочих позициях по обе стороны от бункерного загрузочного устройства подвижными L-образными склизами, коническими оправками и цангами, . о причем каждая оправка расположена (Л концентрично относительно горизонтального участка Ь-обрадного склиза, при этом вертикальный участок склиза является оправкой устройства для изготовления стопорных колец.
х
А 22
20 чг.З
к-к
Фиг.12
V/
Фиг. 13
П
Фиг.П 5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Многопозиционный сборочный автомат | 1976 |
|
SU560726A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Загрузочные устройства для металлорежущих станков | |||
| М.,.Машиностроение, 1972, с | |||
| Аппарат для нагревания окружающей его воды | 1920 |
|
SU257A1 |
| Устройство для отыскания металлических предметов | 1920 |
|
SU165A1 |
| рис. | |||
