(54) НАКЛЕЕННОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ОБРАБОТКИ ОПТИЧЕСКИХ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ блокировки заготовок линз | 1985 |
|
SU1294579A1 |
| Прокладка для блокировки оптических деталей | 1977 |
|
SU653091A1 |
| Наклеечное приспособление для обработки оптических деталей | 1987 |
|
SU1449326A1 |
| Устройство для блокировки оптических деталей | 1975 |
|
SU621549A1 |
| Устройство для сварки деталей изпОлиМЕРНыХ МАТЕРиАлОВ | 1979 |
|
SU835784A1 |
| КЛЕЕВАЯ КОМПОЗИЦИЯ | 2014 |
|
RU2562492C1 |
| Установка для отделения оптических деталей от наклеечного приспособления | 1985 |
|
SU1430118A1 |
| ОТРЕЗНОЙ АБРАЗИВНЫЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2041053C1 |
| Устройство для крепления наклеечного приспособления | 1981 |
|
SU971629A1 |
| Смазочно-охлаждающая жидкость для алмазной обработки оптического стекла | 1982 |
|
SU1074895A1 |
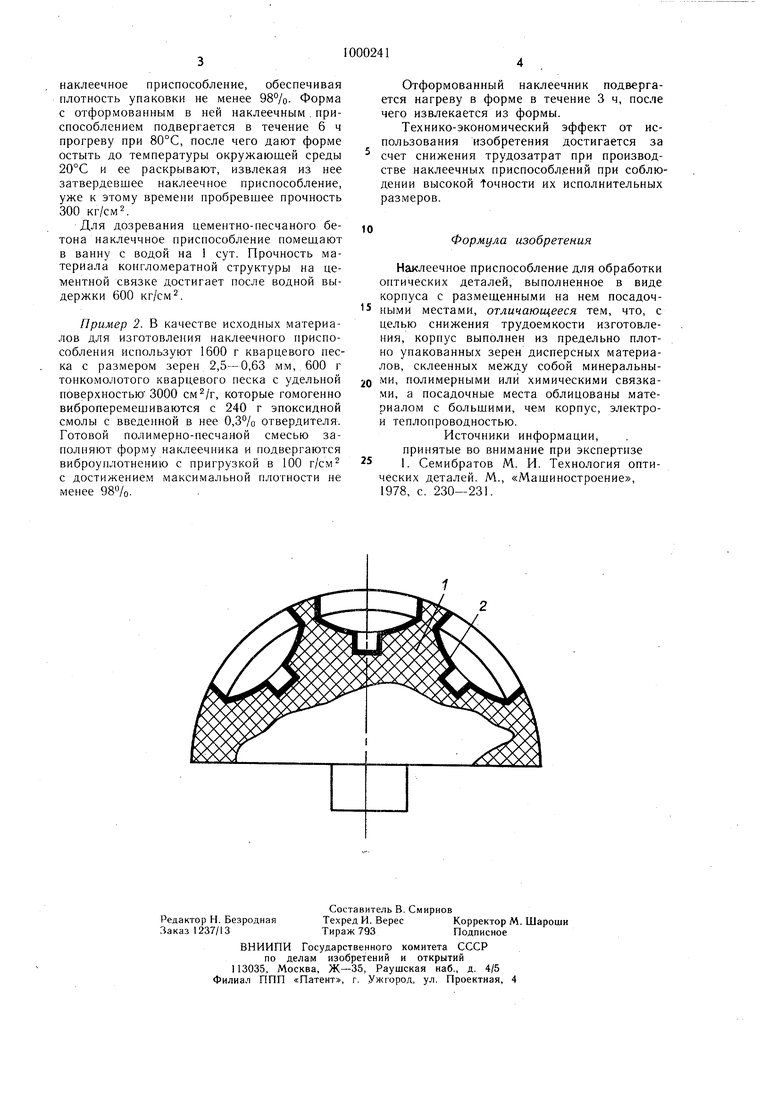
Изобретение относится к обработке оптических деталей и может быть использовано при изготовлении приспособлений. Известно наклеечное приспособление, вы полненное в виде корпуса с размещенными на нем посадочными местами 1. Недостатком известного приспособления является высокая трудоемкость изготовления корпуса и элементов для базирования на нем заготовок. Цель изобретения - снижение трудоем кости изготовления наклеечного приспособления. Поставленная цель достигается тем, что корпус наклеечного приспособления выполнен из предельно плотно упакованных зерен дисперсных материалов, склеенных между собой минеральными, полимерными или химическими связками, а посадочные места облицованы материалом с большими, чем корпус электро- и теплопроводностью. На чертеже представлено наклеечное приспособление. Наклеечное приспособление содержит корпус 1 и посадочные места 2. Корпус выполняют из предельно плотно упакованных 1зерен дисперсных материалов, склеекньи между собой связкой, например полимерной, и облицовку посадочных мест осуществляют материалом с большей, чем корпус, тепло- и электропроводностью. В качестве облицовок посадочных мест могут быть использованы выщтамповаНные или образованные гальваническим путем покрытия из меди, бронзы и других материалов. Пример . В качестве исходных материалов для изготовления наклеечного приспособления используют 1600 г кварцевого песка с размером зерен 2,5-0,63 мм, 600 г комплексного вяжущего из совместно домолотых портландцемента марки 400-600 и кварцевого песка фракции 020-100 мкм в соотношении 70-30, до удельной поверхности 4500-500 смЩг и 180 воды с. добавкой сульфитно-спиртовой барды (0,2%). Из этих компонентов изготавливается биброперемешиванием гомогенно цемент нопесчаная смесь. Такой смесью заполняется собранная из двух элементов форма наклеечника и при вибрации с пригрузом, обеспечивающим давление 100 г/см формуется
