Изобретение относится к приборострое- 1ию, в частности к технологии изготовления оптических деталей, и может быть использовано В оптической и других отраслях промышленности при производстве линз в процессе прикрепления их заготовок и полуфабрикатов к многоместному наклеечно- му приспособлению, т. е. блокирования перед групповой обработкой шлифованием и полированием.
Цель изобретения - упрощение и автоматизация процесса блокировки заготовок.
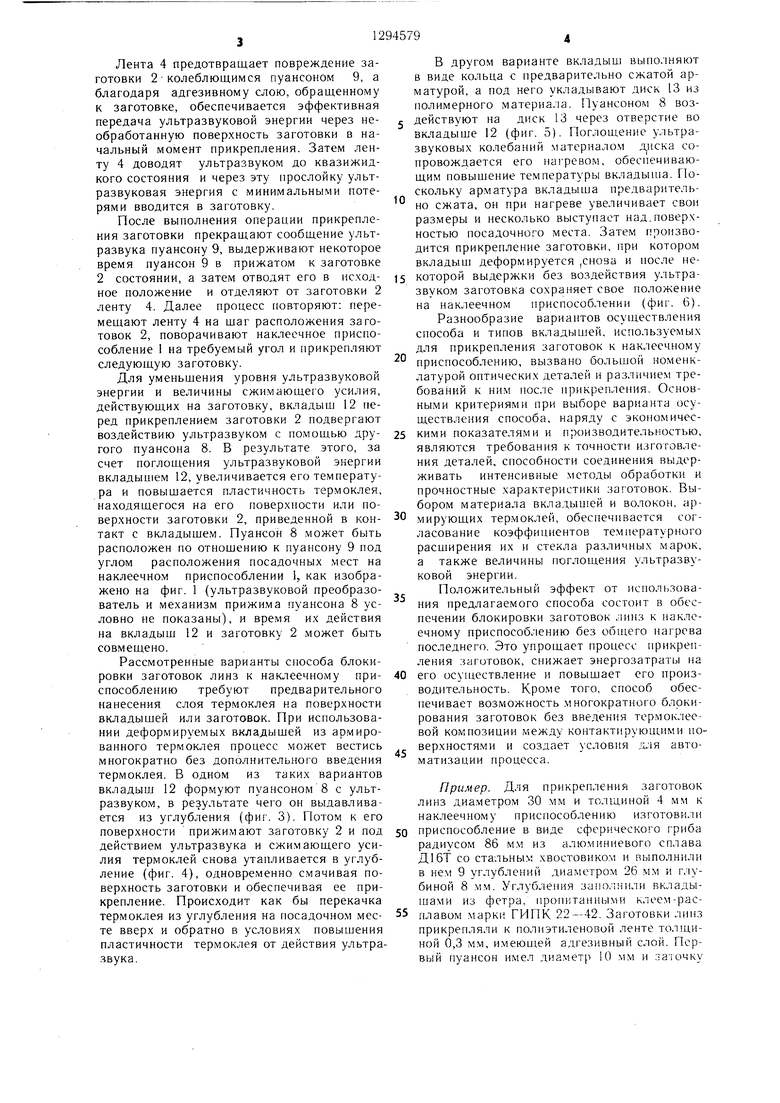
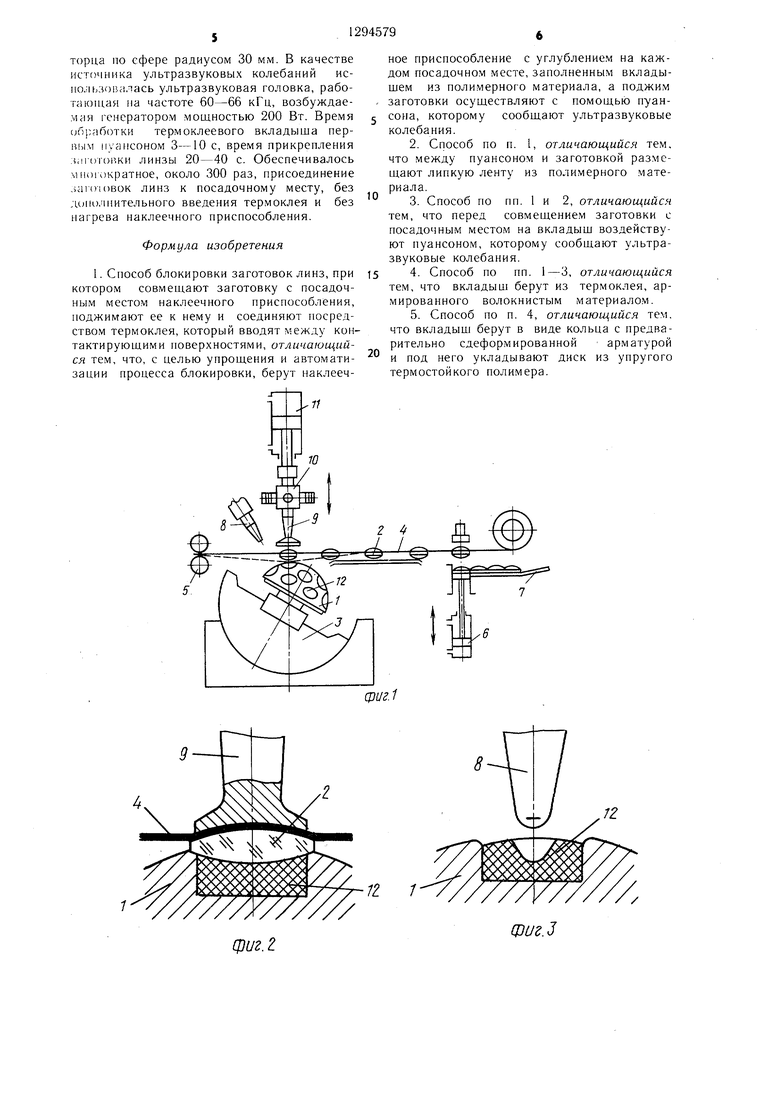
На фиг. 1 изображена схема установки для осуществления способа; на фиг. 2 - часть наклеечного приспособления с заготовкой линзы в момент прикрепления последней, разрез; на фиг. 3 - часть наклеечного приспособления с у1 лублением, заполненным вкладьппем из армированного волокном термоклея в момент предварительной обработки вкладып1а, разрез; на фиг. 4 - то жеJ после прикрепления заготовки; на фиг. 5 - часть наклеечного приспособления с вкладышем в виде кольца в момент предварительной обработки вкладыша, разрез; на фиг. 6 - то же, носле прикрепления заготовки.
Установка для осуществления способа содержит наклеечпое приспособление 1, заготовки 2 линз, делительный стол 3, липкую ленту 4, устройство 5 подачи лепты, устройство 6 прикрепления заготовки к ленте, лоток 7 для подачи заготовок, пуансоны 8 и 9, ультразвуковой излучатель 10, механизм I 1 прижима заготовки к наклееч- ному приспособлению, вкладыш 12, полимерный диск 13.
Способ может осуществляться в нескольких вариантах, у которых общей является предварительная подготовка наклеечного приспособления 1, включающая выполнение углублений на посадочных местах и заполнение их вкладышами 12 из полимерного материала, с последующим прикреплением заготовок 2 линз к липкой полимерной ленте 4, подачей заготовок 2 с помощью лепты 4 поочередного совмещения их с посадочным местом, ультразвукового прикрепления к наклеечному приспособлению 1 пуансоном 9 и отделения ленты 4 от заготовки 2. Различие вариантов выполнения способа определяется типом используемых вкладышей, а также особенпостью свойств заготовок, из- за чего может иметь место нанесение термоклея на поверхность вкладышу 12 или заготовки 2 и (или) дополнительная обработка вкладыша 12 пуансоном 8, соверпшющим ультразвуковые колебания.
Для осуществления способа берут нак- леечное приспособление 1 в виде гриба или чашки, изготовленное из металла, и на посадочных местах выполняют цилипдрическое углубление, в которое помещают вкладьип
5
0
5
0
0
5
0
5
12. Вкладыши 12 выполняют недеформируемыми - из наполненного полимера, стекла, кера.мики и т. д., или деформируемыми - из тер.моклея (наклеечной смолы или клея- расплава), ар.мированного синтетическим или натуральным волокно.м, фетром, войлоком и т. д. Недеформируемые вкладыши закрепляют в паклеечном приспособлении .механически, либо с помощью клеев. Деформируемые вкладыши .могут быть выполнены в виде колец с предварительно сжатой арматурой и под них уложены диски 13 из уп- pyroi o полимера, например стеклотекстолита, полистирола и т. д. (фиг. 5-6).
Высота вкладышей 12 - максимально возможная для конкретной конструкции наклеечного приспособления 1. Диаметр деформируемых вкладышей должен быть меньше диаметра заготовки 2, у недеформируемых вкладышей диаметр их может быть равен диаметру заготовки, а посадочная поверхность может выступать над поверхностью наклеечного приспособления. Верхнюю поверхность вкладышей 12 выполняют эквидистантной опорной поверхности заготовки 2. Подготовленное наклеечное приспособление используют для прикрепления заготовок линз многократно. При работе с недеформируемыми вкладышами на их поверхности или опорные поверхности заготовок линз распылением или другим приемом наносят слой термоклея. При работе с деформируемыми вкладыша.ми дополнительное нанесение термоклея не требуется.
Подготовленное к прикреплению заготовок паклеечное приспособление 1 устанавливают на исполнительном органе делительного стола 3 установки, например с ЧПУ. Заготовки линз подают в установку и прикрепляют к адгезивно.му слою липкой ленты 4 с помощью лотка 7 и устройства 6 или другим образом. Ленте 4 посредством устройства 5 сообщают прерывистое движение на принятый шаг расположения заготовок 2. Благодаря этому движению ленты 4 и перемещению на угол расположения посадочных мест наклеечного приспособления 1 с по- моп.1ью делительного стола 3 обеспечивают автоматическое совмещение заготовки 2 с посадочным местом. Затем заготовку 2 через ленту 4 прижимают к посадочному .месту и, соответственно, к вкладышу 12 пуан- соно.м 9, которому сообщают ультразвуковые колебания от излучателя 10 и сжимающее усилие юсредством механизма 11 перемещения и прижима пуансона 9. Под действием ультразвука, за счет поглощения его энергии вкладышем, заготовокой и термоклеем, повышается пластичность тер.моклея и сжимаюп им усилие.м пуансона 9 обеспечивается прикрепление заготовки к посадочному месту.
Лента 4 предотвращает повреждение заготовки 2 колеблюидимся пуансоном 9, а благодаря адгезивному слою, обращенному к заготовке, обеспечивается эффективная передача ультразвуковой энергии через необработанную поверхность заготовки в начальный момент прикрепления. Затем ленту 4 доводят ультразвуком до квазижидкого состояния и через эту прослойку ультразвуковая энергия с минимальными потерями вводится в заготовку.
После выполнения операции прикрепления заготовки прекращают сообщение ультразвука пуансону 9, выдерживают некоторое время пуансон 9 в прижатом к заготовке 2 состоянии, а затем отводят его в исходное положение и отделяют от заготовки 2 ленту 4. Далее процесс повторяют: перемещают ленту 4 на щаг расположения заготовок 2, поворачивают наклеечное приспособление 1 на требуемый угол и прикрепляют следующую заготовку.
Для уменьщения уровня ультразвуковой энергии и величины сжимающего усилия, действующих на заготовку, вкладыщ 12 перед прикреплением заготовки 2 подвергают воздействию ультразвуком с помощью другого пуансона 8. В результате этого, за счет поглощения ультразвуковой энергии вкладышем 12, увеличивается его температура и повышается пластичность термоклея, находящегося на его поверхности или поверхности заготовки 2, приведенной в контакт с вкладыщем. Пуансон 8 может быть расположен по отнощению к пуансону 9 под углом расположения посадочных мест на наклеечном приспособлении i, как изображено на фиг. 1 (ультразвуковой преобразователь и механизм прижима пуансона 8 условно не показаны), и время их действия на вкладыщ 12 и заготовку 2 может быть совмещено.
Рассмотренные варианты способа блокировки заготовок линз к наклеечному приспособлению требуют предварительного нанесения слоя термоклея на поверхности вкладыщей или заготовок. При использовании деформируемых вкладыщей из армированного термоклея процесс может вестись многократно без дополнительного введения термоклея. В одном из таких вариантов вкладыщ 12 формуют пуансоном 8 с ультразвуком, в результате чего он выдавливается из углубления (фиг. 3). Потом к его поверхности прижимают заготовку 2 и под действием ультразвука и сжимающего усилия термоклей снова утапливается в углубление (фиг. 4), одновременно с.мачивая поверхность заготовки и обеспечивая ее прикрепление. Происходит как бы перекачка термоклея из углубления на посадочном месте вверх и обратно в условиях повышения пластичности термоклея от действия ультразвука.
0
В другом варианте вкладыщ выполняют в виде кольца с предварительно сжатой арматурой, а под него укладывают диск 13 из полимерного материа.ма. Пуансоном 8 воз- J действуют на диск 13 через отверстие во вкладыще 12 (фиг. 5). Поглощение ультразвуковых колебаний материалом д.иска сопровождается его нагревом, обеспечивающим повыщение температуры вкладыша. Поскольку арматура вк,ладыща предварительно сжата, он при нагреве увеличивает своп размеры и несколько выступает над.поверхностью посадочного .места. Затем производится прикрепление заготовки, при котором вкладыщ деформируется .снова и после не5 которой выдержки без воздействия ультразвуком заготовка сохраняет свое положение на наклеечном приспособлении (фиг. 6). Разнообразие вариантов осуществления способа и типов вкладышей, используемых для прикрепления заготовок к наклеечному
приспособлению, вызвано большой номенклатурой оптических деталей и различием требований к ним после прикрепления. Основными критериями при выборе варианта осуществления способа, наряду с экономичес5 кими показателями и производительностью, являются требования к точности изготовления деталей, способности соединения выдерживать интенсивные методы обработки и прочностные характеристики заготовок. Выбором материала вкладышей и волокон, ар0 мирующих термоклей, обеспечивается согласование коэффициентов те.мпературного расщирения их и стекла различных марок, а также величины поглощения ультразвуковой энергии.
Положительный эффект от использования предлагаемого способа состоит в обеспечении блокировки заготовок линз к наклеечному приспособлению без общего пагрева последнего. Это упрощает процесс прикрепления заготовок, снижает энергозатраты на
его осуществление и повышает его производительность. Кроме того, способ обеспечивает возможность многократного блокирования заготовок без введения термоклеевой композиции между контактирующими поверхностями и создает условия д,ля автоматизации процесса.
Пример. Для прикрепления заготовок линз диа.метром 30 мм и толщиной 4 мм к наклеечному приспособлению изготовили
приспособление в виде сферического гриба радиусом 86 мм из алюминиевого сплава Д16Т со стальным хвостовиком и выполнили в нем 9 углублений диаметром 26 мм и глубиной 8 мм. Углубления заполнили вклады- щами из фетра, пропитанными клеем-рас5 плавом марки ГИПК 22-42. Заготовки линз прикрепляли к полиэтиленовой ленте толщиной 0,3 мм, и.меющей адгезивный слой. Первый пуансон имел диаметр 10 мм и заточку
торца по сфере радиусом 30 мм. В качестве источника ультразвуковых колебаний ис- 110льзов;1.1ась ультразвуковая головка, работающая на частоте 60-66 кГц, возбуждаемая генератором мощностью 200 Вт. Время с;браб()тки термоклеевого вкладыша первым пуансоном 3-10 с, время прикрепления ..1Ч)Т()1жп линзы 20-40 с. Обеспечивалось многократное, около 300 раз, присоединение .iaioioBOK линз к посадочному месту, без д(;но.ппительного введения термоклея и без нагрева наклеечного приспособления.
Формула изобретения
1. Способ блокировки заготовок линз, при котором совмещают заготовку с посадочным местом наклеечного приспособления, ноджимают ее к нему и соединяют посредством термоклея, который вводят между контактирующими поверхностями, отличающийся тем, что, с целью упрощения и автоматизации процесса блокировки, берут наклееч
ное приспособление с углублением на каждом посадочном месте, заполненным вклады- щем из полимерного материала, а поджим заготовки осуществляют с помощью пуансона, которому сообщают ультразвуковые колебания.
2.Способ по п. 1, отличающийся тем, что между пуансоном и заготовкой размещают липкую ленту из полимерного материала.
3.Способ по нп. 1 и 2, отличающийся тем, что перед совмещением заготовки с посадочным местом на вкладыщ воздействуют пуансоном, которому сообщают ультразвуковые колебания.
4.Способ по пп. 1-3, отличающийся тем, что вкладыщ берут из термоклея, армированного волокнистым материалом.
5.Способ по п. 4, отличающийся тем. что вкладыщ берут в виде кольца с предварительно сдеформированной арматурой и под него укладывают диск из упругого термостойкого полимера.
фиг.1
фиг. г
Фиг.З
(игА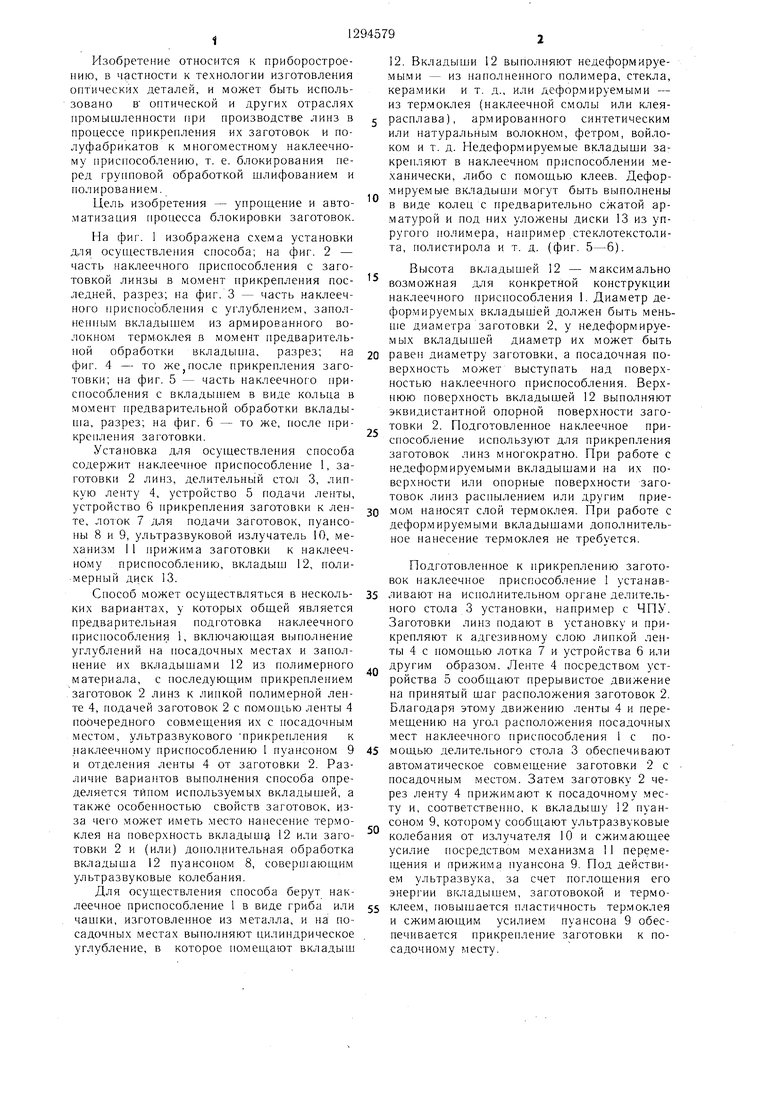
| название | год | авторы | номер документа |
|---|---|---|---|
| Наклеечное приспособление для обработки оптических деталей | 1979 |
|
SU1000241A1 |
| Прокладка для блокировки оптических деталей | 1977 |
|
SU653091A1 |
| Устройство для формирования заготовок из порошковых полимерных материалов | 1980 |
|
SU895700A1 |
| Способ подготовки заготовок | 1973 |
|
SU473594A1 |
| КЛЕЕВАЯ КОМПОЗИЦИЯ | 2014 |
|
RU2562492C1 |
| Автомат для изготовления картонных коробочек | 1959 |
|
SU128747A1 |
| Устройство для блокировки астигматических очковых линз | 1982 |
|
SU1115889A1 |
| Способ блокировки оптических деталей | 1987 |
|
SU1579737A1 |
| Наклеечное приспособление для обработки оптических деталей | 1987 |
|
SU1449326A1 |
| Штамп для реверсивной вытяжки листовых материалов | 1982 |
|
SU1031576A1 |
Изобретение может быть использовано в приборостроении при изготовлении оптических деталей, в частности линз, в процессе прикрепления их заготовок и полуфабрикатов к наклеечному приспособлению (НП) перед обработкой шлифованием и полированием. С целью упрошения процесса, его автоматизации и снижения энергозатрат прижим заготовок к НП осуществляют пуансоном, совершаюшим ультразвуковые колебания, причем на каждом посадочном месте НП предварительно выполняют углубление, которое заполняют вкладышем из полимерного материала, в том числе из армированного термоклея. Подачу заготовок осуш,е- ствляют с помощью липкой ленты из полимерного материала, одновременно используемой для предотвращения повреждения заготовки колеблющимся пуансоном. Для уменьшения уровня ультразвуковой энергии и величины сжимающего усилия, действующих на заготовку, предусматривается предварительная обработка вкладыша ультразвуком. Способ позволяет осуществлять процесс без введения термоклея между заготовкой и посадочным местом при выполнении каждой операции. 4 з. п. ф-лы, 6 ил. i СО со NU ел CD
1 2
фиг. 5
72
фиг.6
| Сулим А | |||
| В | |||
| Производство оптических деталей, М.: Высшая школа, 1969, с | |||
| Питательное приспособление к трепальным машинам для лубовых растений | 1922 |
|
SU201A1 |
