Изобретение относится к оптико- механическо1Ч промышленности и может быть использоиано при обработке сферических оптических деталей в блоках
Целью изобретения является повышение точности изготовления оптических деталей по толщине путем повышения точности изготовления и контроля посадочных мест на сферической поверхности корпуса наклеечного приспособления.
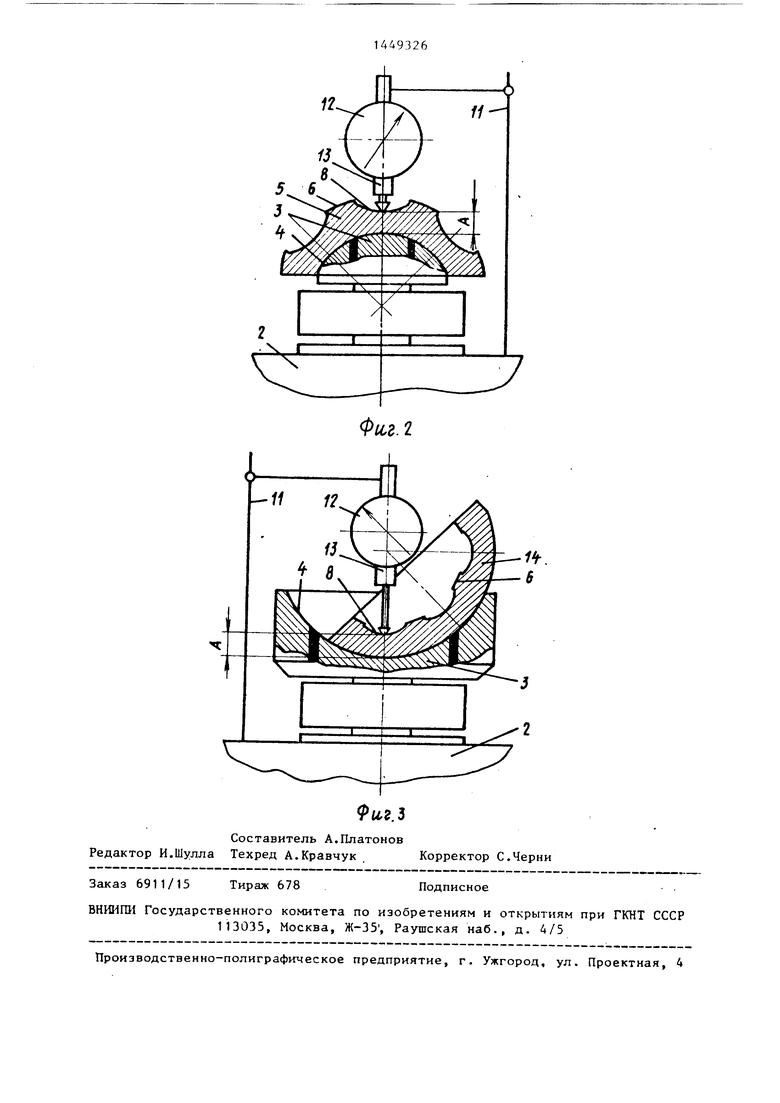
На фиг.1 изображено наклеечное приспособление, разрез; на фиг.2 - корпус наклеечного приспособле.ния для обработки выпуклых поверхностей оптических деталей, установленный на хвостовике, при контроле с по- мбщью индикатора толщины корпуса в центре посадочного места для заготовки, которое расположено на оси симметрии корпуса, на фиг.З - корпус наклеечного приспособления для обработки вогнутьк поверхностей оптических деталей, установленный на хвостовике, при контроле с помощью индикатора толщины корпуса в центре посадочного места для заготовки, которое расположено под углом к оси симметрии корпуса,
На шпинделе 1, расположенном в корпусе 2, установлен выполненный в виде переходника хвостовик 3 с базовой сферической поверхностью 4 радиуса R. На поверхности 4 хвостовика 3 установлен выполненный в виде полого сферического сегмента корпус 5 со сферической поверхностью
6и базовой сферической поверхностью
7радиуса R. На поверхности выполнены посадочные места 8, на которых закреплены заготовки оптических деталей 9. Корпус 5 закреплен на хвостовике 3, например, при помопщ магнитного патрона 10 (устройство патрона не показано).Изготовление посадочных мест заготовок в корпусе 2 выполняют барируя его непосредственно на сферической поверхности хвостовика 3.
Определение точности изготовления посадочных мест осуществляют следующим образом.
Стойку 11 с индикатором 12 (фиг.2) закрепляют на корпусе 2. Подвижную ножку 13 индикатора 12 устанавлива0
5
0
5
0
5
0
5
0
5
ют на сферическую базовук поверхность 4 хвостовика 3 отмечают первое показание стрелки индикатора 12. Затем приподнимают ножку 13 .индикатора 12 и устанавливают на поверхность 4 хвостовика 3 корпуса 5. Для контроля точности изготовленного ка сферической поверхности 6 корпуса 5 посадочного места 8 подвижную ножку 13 индикатора 12 опускают на посадочное место 8 корпуса 5 и небольшими перемещениями корпуса 5 по поверхности 4 хвостовика 3 добиваются такого положения корпуса 5 на ,f хвостовике 3, при котором показание индикатора 12 наименьшее. Это второе показание индикатора. Разность между вторым и первым показаниями индикатора 12 представляет собой толщину А корпуса в. центре посадочного места для заготовок оптических деталей. Таким же образом проверяется точность изготовления других посадочных мест 8, выполненных на корпусе 14 (фиг.З) для обработки вогнутых поверхностей оптическк:с деталей.
Предлагаемое приспособление по сравнению с известным позволяет изготавливать и определять положение посаг дочного места от единой базы, причем измеряется только одна величина - толщина корпуса в центре посадочного места. Это обеспечивает повышение точности изготовления оптических деталей по толщине.
Формула изобретения
Наклеечное приспособление для обработки оптических деталей, содержащее хвостовик, выполненный в виде переходника, корпус с посадочными местами для заготовок на его сферической поверхности и устройство взаимного крепления хвостовика и корпуса по стыкующимся поверхностям, о т- личающееся тем, что, с целью повышения точности изготовления оптических деталей по толщине стыкующиеся поверхности хвостовика и корпуса выполнены сферическими, с одинаковым радиусом кривизны и расположены концентрично сферической поверхности корпуса с посадочны1 и местами.
12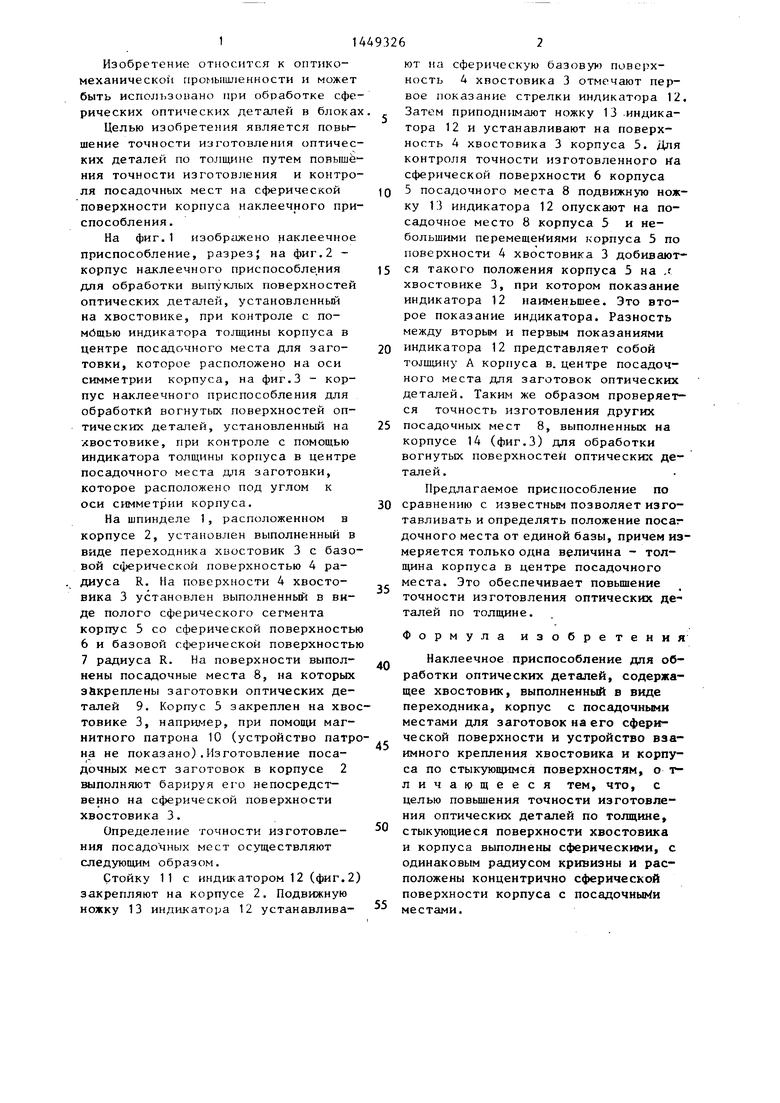
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ блокировки заготовок линз | 1985 |
|
SU1294579A1 |
| Приспособление для изготовления устрой-CTBA КРЕплЕНия зАгОТОВОК ОпТичЕСКиХлиНз | 1978 |
|
SU837782A1 |
| Станок для обработки оптических деталей | 1979 |
|
SU998099A1 |
| КЛЕЕВАЯ КОМПОЗИЦИЯ | 2014 |
|
RU2562492C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ ПОВЫШЕННОЙ ТОЧНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2817096C1 |
| КЛЕЕВАЯ КОМПОЗИЦИЯ | 2016 |
|
RU2614285C1 |
| Устройство для крепления наклеечного приспособления | 1981 |
|
SU971629A1 |
| УСТРОЙСТВО ДЛЯ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2013 |
|
RU2527541C1 |
| Клей-расплав для временного закрепления оптических стекол | 1987 |
|
SU1513009A1 |
| Станок для обработки оптических деталей | 1986 |
|
SU1340998A1 |
Изобретение относится к оптико-механической промышленности и может быть использовано при обработке сферических оптических деталей в блоках. Цель изобретения - повышение точности изготовления оптических деталей по толщине за счет повышения точности изготовления и контроля посадочных Мест заготовок на сферической поверхности корпуса в каклеечном приспособлении. Для этого оно содержит хвостопик 3, корпус 5 с посадочными местами 8 для заготовок оптических деталей 9 на сферической поверхности 6 и устройство 10 взаттого крепления хвостовика 3 и корпуса 5 по стыкуюпимся поверхностям 4 и 7. Стыкующиеся поверхности хвостовика и корпуса вы- попнены сферическими одинакового радиуса R и расположены концектрич - но сферической поверхности корпуса, 3 ил. 8 с (Л 4: 4 СО СО ND О5 Фи,г.1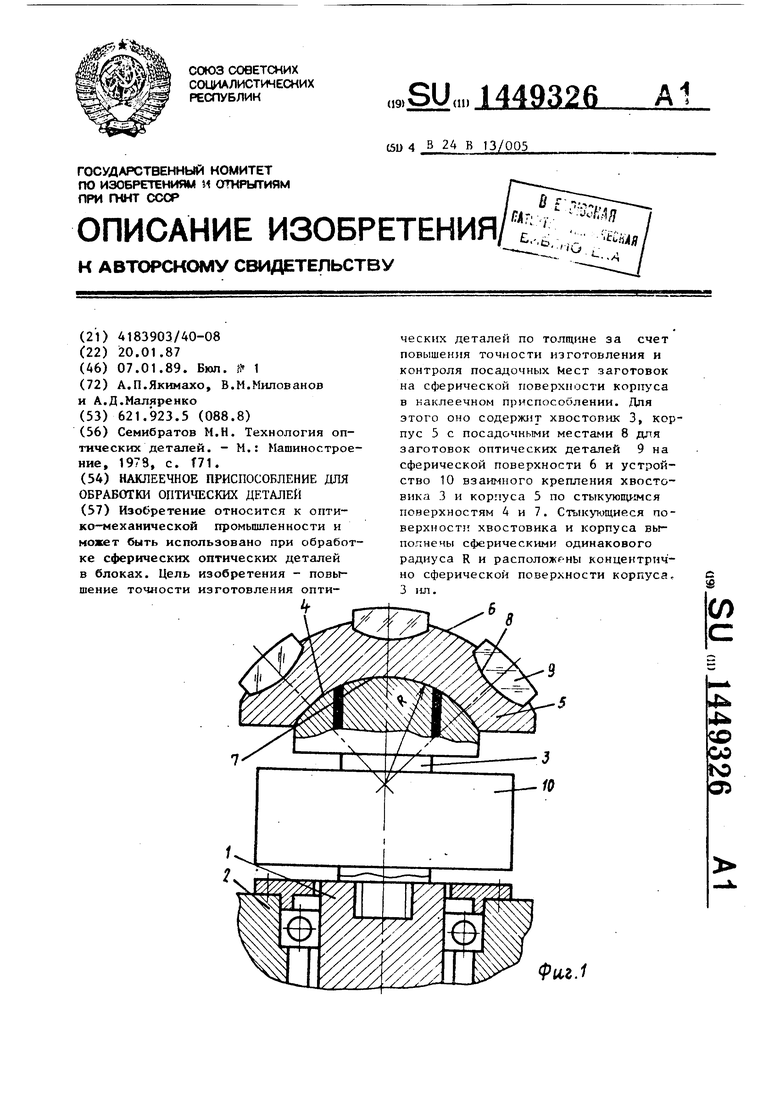
Составитель А.Платонов Редактор И.Шулла Техред А.КравчукКорректор С.Черни
Заказ 6911/15
Тираж 678
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35 , Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная 4
Фи.г.2
.3
Подписное
| Семибратов М.Н | |||
| Технология оптических деталей | |||
| - М.: Машиностроение, 1978, с | |||
| Контрольный стрелочный замок | 1920 |
|
SU71A1 |
