I
Изобретение относится к технологии оптического производства, в частности к ycTpofiCTBaM для вспомогательных процессов при шлифовании и полировании оптических поверхностей, и может быть использовано в оптической и радиоэлектронной промьшшенностях.
Известна просмоленная прокладка, которая выполнена в виде отдельных тонких шайб или колец соответствующего диаметра, устанавливаемых поштучно на каждое посадочное место наклеечного инструмента (лунку), на которую затем накладывается оптическая деталь. .
Недостатком такого крепления при блокировке по жесткому методу является невысокая производительность вследствие необходимости установки в отдельности каждой проклгшки, а также большая сложность механизации процесса укладывания оптических деталей на сферической поверхности наклеечного инструмента и невозмо ность одновременной загрузки всех деталей на наклеечный инструмент.
Целью изобретения является повышение производительности блокировки оптических деталей на наклеечном инструменте.
2
Это достигается тем, что проклад- ка под линзы при блокировке выполнена в виде плоской гибкой сетки, образованной взаимосвязанными дисками, 5 которые в плоскости развертки сферической поверхности наклеечного инструмента расположены соответственно посадочным гнездам последнего.
На фиг. 1 дана схема прокладки;
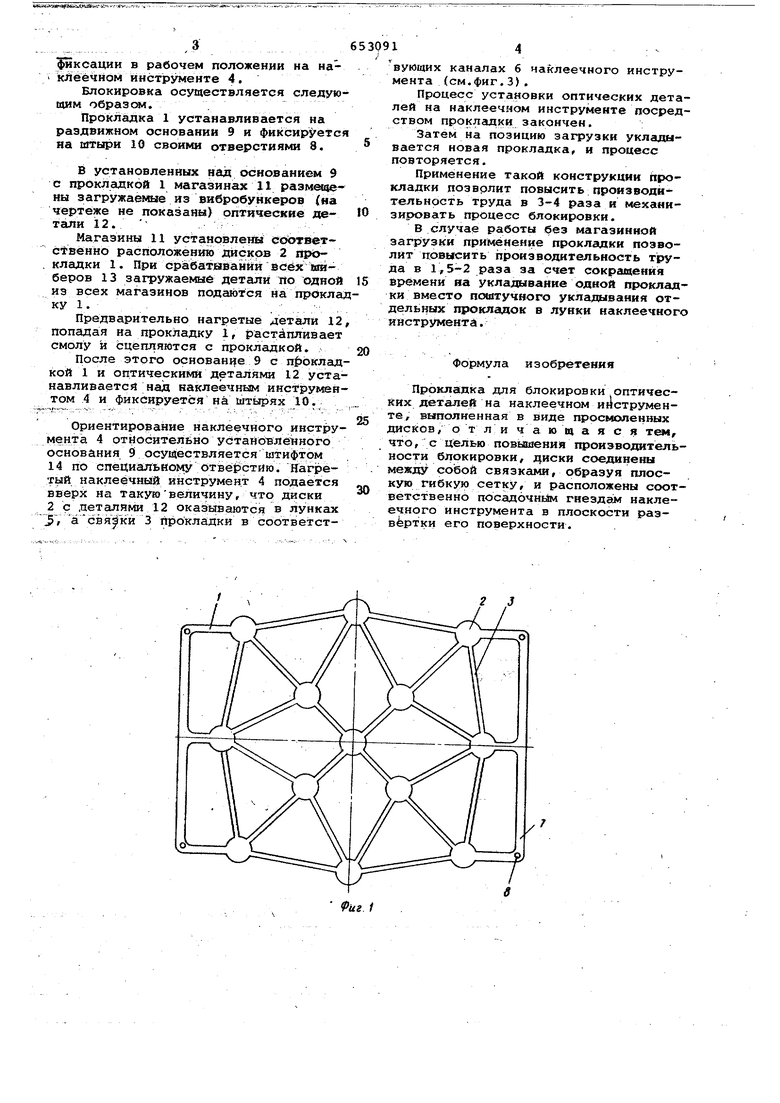
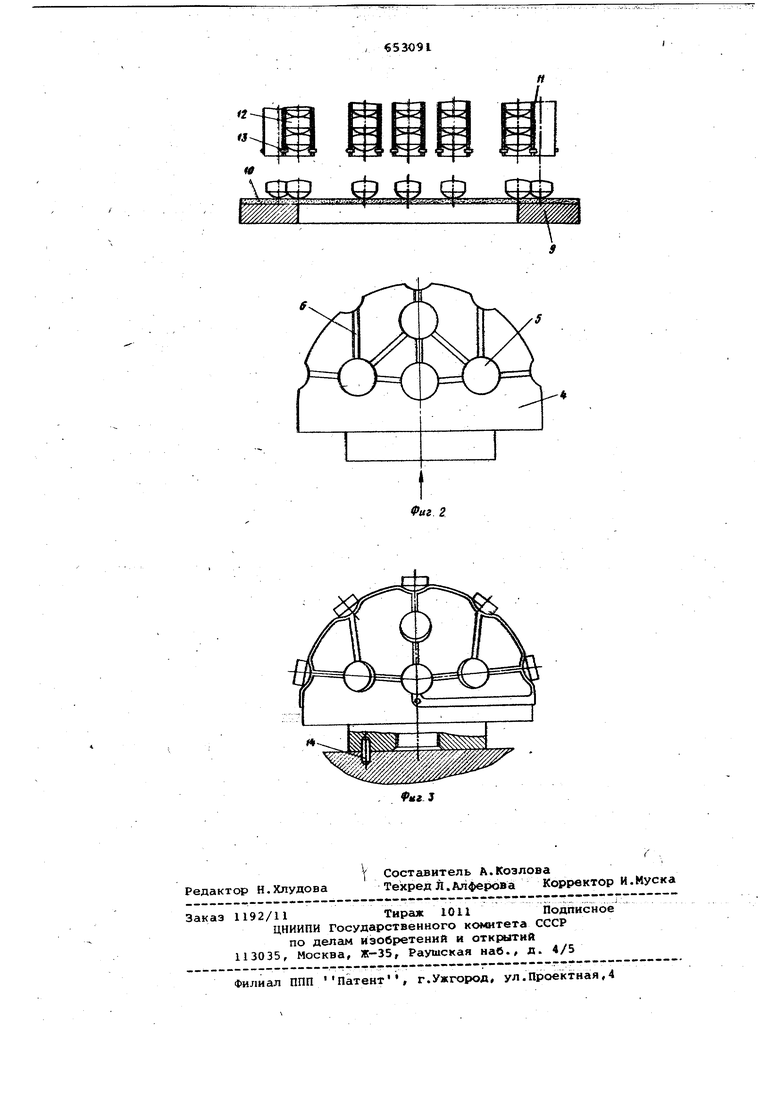
W на фиг. 2 - схема блокировки оптических деталей с прокладкой; на фиг. 3 - оптические детали, прокладка и наклеечный инструмент в сблокированном состоянии.
6 Прокладка 1 выполнена так, что представляетсобой плоскую гибкую сетку, состоящую из дисков 2, связанных между собой связками 3, причем сетка является плоской разверткой
90 сферической поверхности наклоечного инструмента 4 (см.фиг.2), а диски 2 расположены соответственно посадочным местам (лункам) 5 наклеечного инструмента 4. Диаметр дисков 2 соответствует диаметру лунки 5.
Диски 2 точно совпадают с лунками наклеечного инструмента 4, а связки западают в соответствующие каналы 6 наклеечного инструмента. Прокладка
30 имеет концы 7 с отверстиями 8 для 3 . ксации в рабочем положении на на ikJieeiHOM йнст р5Аменте 4. Блокировка осуществляется следующим образе. Прокладка 1 устанавливается на раздвижном основании 9 и фиксируется на штыри 10 своикш отверстиями 8. В установленных над основанием 9 с прокладкой 1 магазинах 11 размет ены загружаемле из вибробуйкеров {на чертеже не показаны) оптические детали 12. Магазины 11 установлены соответственно расположению 2 lipo. кладки 1. При сра(5атыванйи всех tflHберов 13 загружаемые детали rto одной из всех магазинов подаются на прокла ку 1 .. .... . . . Предварительно нагретые детали 12 попадая на прокладку 1, растапливает смолу и сцепляются с прокладкой. После этого основан1 е 9 с проклад кой 1 и оптическими деталями 12 уста навливаетсй над наклеечным инструмен том 4 и фиксируется на штырях 10, Ориентирование наклеечного инструмента 4 относительно установленного основания 9 осуществляется штифтом 14 по специальному с твё$эстйю. Нагретый наклеёчный инструмент 4 подается вверх на такуювеличину, что диски 2 с деталями 12 оказываются в лунках 3, асвя ки 3 прокладки в соЬтветст1вующих каналах 6 чаклеечного инструмента (см.фиг.3) , Процесс установки оптических деталей на накяеечном инструменте посредством прокладки закончен. Затем на позицию загрузки укладывается новая прокладка, и процесс повторяется. Применение такой конструкции прокладки позволит повысить производительность труда в 3-4 раза и механизировать процесс блокировки. В случае работы без магазинной загрузки применение прокладки позволит довысить производительность труда в 1,5-2 раза за счет сокращения времени на укладывание одной прокладки вместо поштучного укладывания отдельных прокладок в лунки наклеечного инструмента. Формула изобретения Прокладка для блокировки оптических деталей на наклеечном инструменте, выполненная в виде просмоленных дисков/ о т л и ч а ю щ а я с я t&tn, что, с целью повышения производительности блокировки, диски соединены между собой связками, образуя плоскую гибкую сетку, и расположены соответственно посад6чнь4м гиезда наклеечного инструмента в плоскости развёртки его поверхности.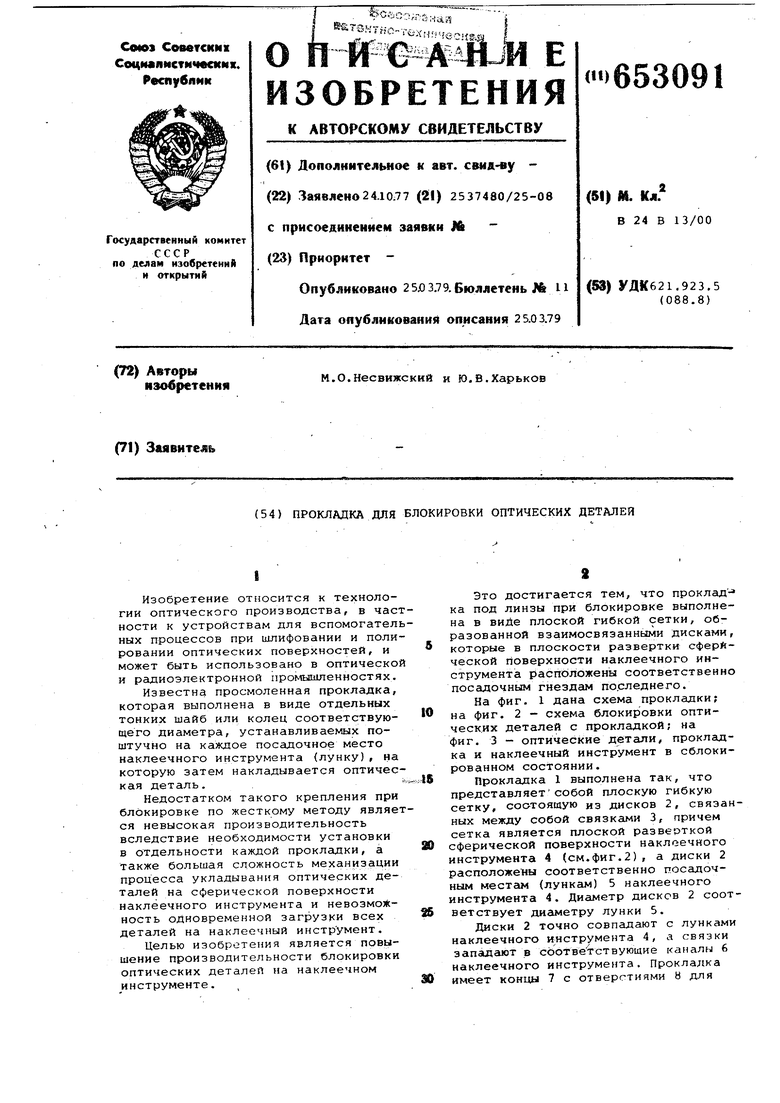
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ блокировки заготовок линз | 1985 |
|
SU1294579A1 |
| Устройство для блокировки оптических деталей | 1975 |
|
SU621549A1 |
| Наклеечное приспособление для обработки оптических деталей | 1979 |
|
SU1000241A1 |
| Полуавтомат для снятия фасок с плоских деталей | 1984 |
|
SU1191253A1 |
| Способ блокировки оптических деталей | 1987 |
|
SU1579737A1 |
| Устройство для установки оптических деталей | 1984 |
|
SU1178568A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ ПОВЫШЕННОЙ ТОЧНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2817096C1 |
| Способ подготовки заготовок | 1973 |
|
SU473594A1 |
| Способ блокировки оптических деталей | 1981 |
|
SU1028481A1 |
| АППЛИКАТОРЫ, ИМЕЮЩИЕ КОНЦЕВЫЕ КОЛПАЧКИ С ЗАХВАТНЫМИ ЭЛЕМЕНТАМИ | 2016 |
|
RU2728685C2 |
J
Фиг /
