Изобретение относится к машиностроению и предназначено для изготовления алмазного или эльборового инструмента, например, для обработки деталей и поверхностей из бетона, природного камня и других неметаллических материалов и, в том числе, для их обработки «всухую», т.е. без применения охлаждающей жидкости.
Известен сборный алмазный инструмент для обработки твердых и хрупких материалов, в частности природного и искусственного камня, например гранита габбро, бетона и железобетона [1]. Инструмент содержит массивную круглую планшайбу с внешним и внутренним поясами резания и съемными алмазоносными режущими элементами. Эти элементы выполнены методом порошковой металлургии, а именно: спеканием, в виде брусков, прикрепленных к специальным державкам с помощью газовой или высокочастотной пайки или диффузионной сварки. Державки, выполненные в виде секторных дуг, механически закреплены на планшайбе.
Недостатком этой конструкции шлифовальной фрезы является отсутствие надежности крепления алмазоносных брусков к державкам, что при возникновении ударных нагрузок, а также при эксплуатации фрезы без охлаждения, приводит к частичному или полному разрушению (откалыванию) отдельных алмазоносных брусков, происходящее по месту их присоединения и, соответственно, к снижению срока службы фрезы. Недостатком такого способа изготовления алмазной фрезы является высокая трудоемкость и отсутствие возможности механизации процесса ее изготовления, который предусматривает, не считая операций по изготовлению самой планшайбы как несущего корпуса, ряд механических операций, связанных с размещением и закреплением державок алмазоносных брусков на планшайбе, подготовительных операций над соединяемыми поверхностями и операций по прикреплению брусков (сваркой или пайкой) к державкам.
Известны алмазные фрезы, содержащие несущий корпус, к которому прикрепляют алмазоносные элементы, изготовленные методом порошковой металлургии [2]. Прикрепление этих элементов к корпусу осуществляют непосредственно (без промежуточных державок) склеиванием, сваркой, высокотемпературной пайкой, механическими средствами (т.е. фиксаторами или заклепками) или любой их комбинацией (по меньшей мере, некоторых из этих способов).
Однако такая фреза также недостаточно надежна в эксплуатации, т.к. хотя в ней исключены промежуточные механические детали между алмазоносными элементами и несущим корпусом (державки), но сохраняется возможность частичного или полного повреждения алмазоносных элементов по крепежным швам (клеевым, сварным, паяным) в процессе работы. Это может происходить как из-за скрытых дефектов в швах, так и из-за принципиально более низкой прочности материала швов по сравнению с прочностью материала соединяемых деталей. Сохранены также технологические недостатки и трудоемкость процесса изготовления, связанные с множеством подготовительных операций по присоединению алмазоносных рабочих элементов к корпусу фрезы.
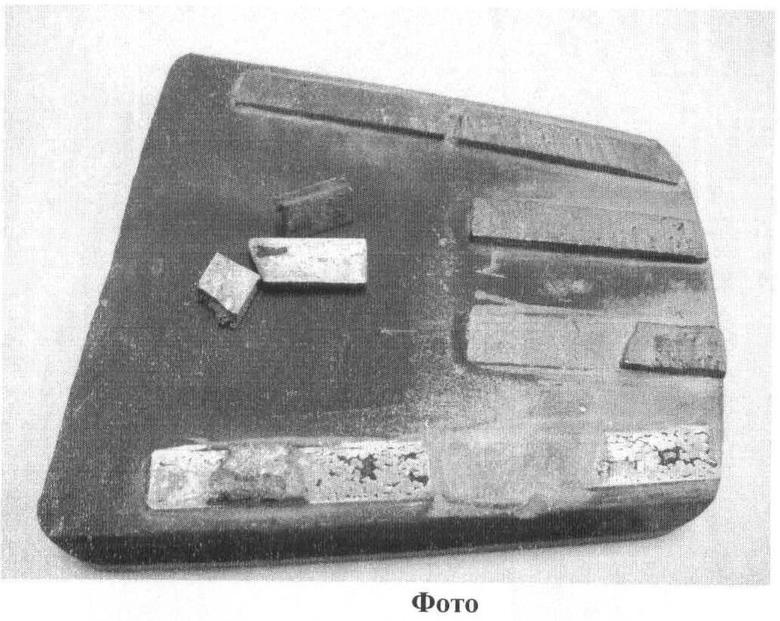
Известна алмазная шлифовальная фреза для мозаично-шлифовальных машин серии GM фирмы Сплитстоун, предназначенная для резки и обработки твердых бетонных, каменных и им подобных блоков, плит, покрытий, выбранная нами в качестве прототипа. Фреза содержит металлический корпус, к которому присоединены, а именно припаяны, алмазоносные режущие сегменты. Патентом [3] защищено несколько вариантов припаивания высокотемпературным (например, серебряным) припоем алмазоносных сегментов к корпусу фрезы. Чтобы обеспечить желаемую прочность паяного шва предусмотрено, что сегменты должны иметь специально подготовленную поверхность для пайки, и предусмотрены также специальные манипуляции с припоем. Широко известно [4], что в настоящее время высокотемпературная пайка - самый распространенный способ закрепления алмазоносных элементов на корпусе фрез, он характеризуется высокой прочностью соединения и используется для присоединения сегментов к корпусу всевозможных разновидностей алмазного инструмента. Однако физического контроля качества паяных соединений практически не существует, так что этому способу крепления присущи абсолютно все описанные выше недостатки. В случае повреждения отдельных сегментов также требуется либо замена инструмента, либо его ремонт, который можно обеспечить только в производственных условиях фирмы-изготовителя. В качестве примера представлен фотоснимок фрезы с сегментами, разрушенными в результате вышеупомянутых непредвиденных дефектов, присущих пайке.
Целью настоящего предложения является достижение технического результата, заключающегося в улучшении эксплуатационных и потребительских характеристик алмазного инструмента, а также в снижении трудоемкости его изготовления.
Указанный технический результат достигается вследствие: 1 - повышения прочности и надежности крепления алмазоносных сегментов на несущем корпусе инструмента, что увеличивает ресурс его работы, 2 - облегчения механизации изготовления алмазного инструмента, что позволяет снизить трудоемкость его изготовления и повысить стабильность рабочих характеристик.
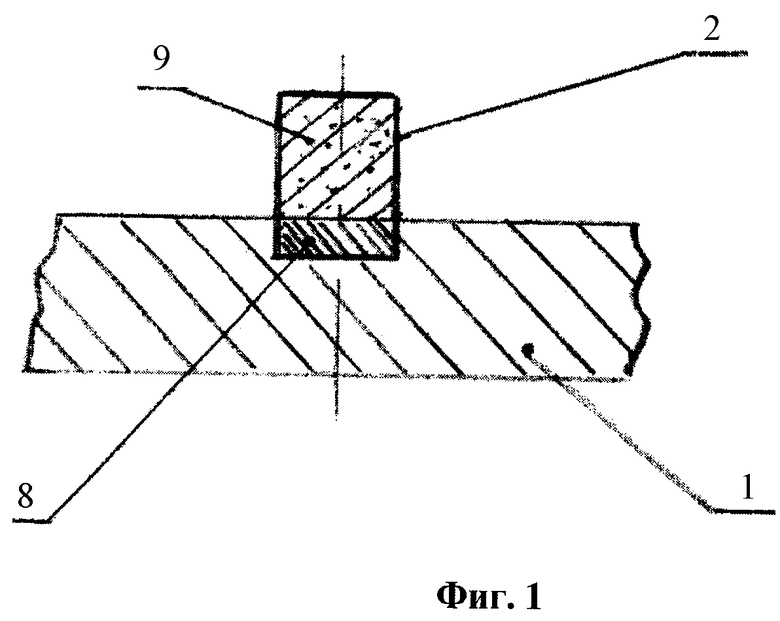
Существо настоящего предложения поясняется на примере изготовления конкретного варианта алмазного инструмента - алмазной шлифовальной фрезы, где на фиг.1 схематично представлен фрагмент фрезы с частью корпуса и одним сегментом, а на фиг.2 - поперечный разрез литейной формы, в которой происходит формирование фрезы.
Процесс изготовления несущего корпуса 1 инструмента и процесс закрепления на нем алмазоносных сегментов 2 осуществляют одновременно с помощью металлической литейной формы. Для этого спеченные алмазоносные элементы будущего инструмента размещают в форме и в нее заливают расплав металла, из которого при охлаждении формируется его несущий корпус. Причем металл для корпуса должен иметь температуру плавления (Тпл) меньше температуры спекания (Тспек) алмазоносных сегментов, а сами сегменты должны быть предварительно размещены в форме так, чтобы их нерабочие участки оказались погруженными в заливаемый в форму расплав. При охлаждении и затвердевании расплава происходит его усадка, вследствие чего в нем возникают сжимающие напряжения и алмазоносные сегменты оказываются плотно обжатыми по всему периметру остывшим металлом, образуя с ним механическое соединение, называемое "посадка с натягом". Такое соединение не требует никаких дополнительных связующих материалов и характеризуется высокой нагрузочной способностью, соизмеримой с прочностью материала корпуса [5]. Это подтверждается и нашим расчетом (см. ниже).
Изготовленный таким способом конкретный вариант алмазного инструмента - шлифовальная фреза содержит литой силуминовый корпус 1 и алмазоносные сегменты 2, спеченные на металлической связке, т.е. изготовленные методом порошковой металлургии (параметры сегментов - в табл.1). Нерабочие участки сегментов заглублены в металл отливки и обжаты по всему их периметру этим металлом без использования дополнительных связующих материалов. Таким образом, сегменты находятся с металлом корпуса в вышеупомянутом механическом соединении "посадка с натягом".
Литейную форму для формирования алмазного инструмента изготавливают известным для специалистов в данной области техники образом. Как правило, ее изготавливают разъемной, состоящей из двух частей: формообразующей 3 и крышки 4. Внутренняя полость 5 формообразующей части 3 соответствует профилю корпуса 1 будущего инструмента, в частном случае - шлифовальной фрезы. В этой части формы предусмотрены ниши-ячейки 6 соответствующего профиля для размещения в них алмазоносных сегментов 2 и литниковый канал 7 для подачи расплава в полость 5 литейной формы. Сегменты 2 размещают в нишах 6 так, чтобы их нерабочие участки 8 выступали внутрь полости 5 литейной формы и во время заливки формы оказались погруженными в расплав. Последний обычно перегревают в зависимости от условий литья на 50-100°С и подают внутрь полости 5 литейной формы по литниковому каналу 7. После заполнения полости 5 формы расплавом ее некоторое время (обычно не более 1 минуты) выдерживают при комнатной температуре для затвердевания металла и затем разбирают. После отделения литника фреза (или партия фрез, или других разновидностей инструмента) готова. В готовом инструменте в зависимости от его назначения рабочие участки 9 алмазоносных сегментов 2 могут как выступать над рабочей поверхностью несущего корпуса 1, так и быть заподлицо с ней. Весь процесс изготовления, например, партии фрез с определенной конфигурацией сегментов занимает короткое время (не более 10 минут).
Температура спекания сегментов на металлической связке обычно составляет 800-900°С и более (см. табл.1), поэтому указанному условию (Тпл<Т спек) соответствуют многие сплавы, например алюминиевые, магниевые (Тпл<660°С), цинковые сплавы (Тпл<420°С) и др. Однако цинковые и другие низкоплавкие сплавы в силу низкой температуры размягчения (немногим более 100°С) не могут быть использованы для изготовления инструмента, предназначенного для работы в «сухом» режиме, т.е. без охлаждения, так как в этом режиме корпус инструмента может нагреваться до высокой температуры, которая может достигать 300°С. Из выделенного ряда сплавов для такого режима работы инструмента наиболее подходящими являются алюминиевые сплавы. Среди последних сплавы системы алюминий-кремний (силумины) обладают наилучшими литейными свойствами, а именно: жидкотекучестью, формозаполняемостью и практически отсутствием склонности к образованию горячих трещин, что максимально улучшает качество литья [6].
Расчет величины усадки материала сегментов и корпуса
Известно [6], что линейная усадка материала, равно как и величина его линейного теплового расширения, находится в прямой зависимости от температуры и его линейного коэффициента термического расширения (КТР):

ε - относительная величина линейной усадки (расширения) материала, %;
α - линейный коэффициент термического расширения материала, ∗10-6м/(мК);
ΔT=Ткон-Тисх, - разница между исходной температурой и конечной температурой нагрева, К.
Литейную форму перед заливкой обычно подогревают, в нашем случае температура подогрева составляет 300-350°С (573-623 К). Температура плавления силумина, например, марки АК12 ГОСТ 1583-93 составляет 577°С (~850 К).
Таким образом,
ε1=24,83×10-6×(850-293)×100=1,38% (для алюминиевого сплава - силумина),
ε2=18×10-6×(623-293)×100=0,59% (для сегментов на медно-оловянной связке) (Примечание: Для изготовления связок к алмазоносным сегментам при производстве алмазного инструмента используются в основном связки на медно-оловянной и железо-кобальтовой основе (материалы с сайта www.intech-diamond.com, раздел «смеси порошков фирмы Dr. Fritch»). В общем случае величина КТР (см. табл.1) многокомпонентных материалов, используемых при производстве алмазного инструмента - величина аддитивная, нелинейная и рассчитывается с учетом процентного содержания компонентов, присутствующих в материале),
ε3=12×10-6×(623-293)×100=0,40% (для сегментов на железо-кобальтовой связке).
Итак, при заливке расплавом силумина литейной формы с размещенными в ней алмазоносными сегментами, спеченными на медно-оловянной связке длиной 40 мм и шириной 10 мм, разница в абсолютной величине усадки сплава корпуса и материала сегмента будет равной по длине 0,4×(1,38-0,59)=0,316 мм (316 мкм) и по ширине 0,1×(1,38-0,59)=0,079 мм (79 мкм). Известно [5], что наибольший натяг по расчетным длине 40 мм и ширине 10 мм в системе отверстия по посадке H7/s6 составляет соответственно 34 и 17 мкм. Таким образом, наш расчет показывает, что сегменты по всему периметру оказываются обжатыми материалом отливки, причем усилие этого обжатия соизмеримо и даже значительно превосходит усилие по посадке с натягом. Легко убедиться, что для сегментов с железо-кобальтовой связкой это обжатие будет еще значительнее.
Такая технология изготовления алмазного инструмента вследствие максимально прочного и надежного соединения алмазоносных элементов, спеченных на металлической связке, с несущим корпусом, позволяет не только абсолютно устранить возможность повреждения алмазоносных элементов по тем или иным ранее упомянутым известным причинам, которые возникают при эксплуатации инструмента, т.е. повышает эксплуатационные характеристики инструмента, но и существенно упрощает технологический процесс его изготовления и даже открывает возможность механизации процесса изготовления инструмента вследствие устранения ряда подготовительных операций, прежде необходимо сопутствующих процедуре присоединения каждого алмазоносного элемента к его несущему корпусу.
Эти операции в принципе не позволяли механизировать этот процесс и ставили стабильность эксплуатационных характеристик инструмента в зависимость от случайностей, связанных с "человеческим фактором". Хотя предлагаемая технология тоже предусматривает определенные подготовительные операции, связанные с технологией формирования изделия в литейной форме, однако они значительно менее трудоемки, их результаты менее подвержены случайностям, связанным с "человеческим фактором", и они легко поддаются механизации. Все это уменьшает время и трудозатраты на изготовление готового изделия, а значит, упрощает его производство. Кроме того, теперь надежность крепления алмазоносных элементов к корпусу, а значит, и эксплуатационные характеристики алмазного инструмента, не зависят от прочности материалов, ранее использовавшихся для присоединения алмазоносных сегментов к несущему корпусу. В связи с отсутствием соединительных швов отпадает также и необходимость контроля их качества.
Немаловажный дополнительный положительный эффект от использования такого способа изготовления алмазного инструмента заключается и в том, что после его изготовления отпадает необходимость в операциях по доводке инструмента до потребительского вида: зачистка, покраска, так как внешний вид алюминиевых сплавов вполне удовлетворяет потребительскому требованию.
Так что такой инструмент не только экономичен в изготовлении, но и надежен в эксплуатации: допускает обработку при больших скоростях и нагрузках в «сухом» режиме, т.е. без охлаждения. К тому же такая технология изготовления алмазного инструмента не ограничивается только шлифовальными фрезами, но и позволяет изготавливать инструмент с более сложными рабочими контурами, практически без усложнения самого процесса производства, ухудшения его надежности и качества.
Все изложенное относится и к эльборовому инструменту, так как технология его изготовления близка к технологии изготовления спеченных алмазоносных элементов.
Список использованных источников:
1. Авт. св. СССР №1000259, 1983 г., кл. В24D 7/06.
2. Патент RU №2232073, 2004 г., кл. В24D 3/04.
3. Патент RU №2198770, 2003 г., кл. В24D 7/06.
4. Технология алмазной механической обработки строительных материалов и конструкций: монография / Б.В.Жадановский. - М.: Стройиздат, 2004. - 175 с.: ил.
5. В.И.Анурьев. Справочник конструктора машиностроителя: В 3 т. Т. 1-3. - М.: Машиностроение, 2001. - 864 с.
6. Производство отливок из сплавов цветных металлов. Курдюмов А.В., Пикунов М.В., Чурсин В.М., Бибиков У.Л.: Учебник для вузов. М.: Металлургия, 1986, 416 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ ЭЛЕМЕНТОВ | 2012 |
|
RU2486048C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО СЛОЯ АБРАЗИВНОГО ИНСТРУМЕНТА ИЗ ПОРОШКОВ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ | 2009 |
|
RU2396161C1 |
| Способ изготовления алмазного инструмента | 1985 |
|
SU1313682A1 |
| ОТРЕЗНОЙ АЛМАЗНЫЙ СЕГМЕНТНЫЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2073599C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХТВЕРДОГО ПОЛИКРИСТАЛЛИЧЕСКОГО МАТЕРИАЛА | 2006 |
|
RU2329947C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1996 |
|
RU2104856C1 |
| МОДУЛЬНОЕ БУРОВОЕ ДОЛОТО С НЕПОДВИЖНЫМИ РЕЖУЩИМИ ЭЛЕМЕНТАМИ, КОРПУС ДАННОГО МОДУЛЬНОГО БУРОВОГО ДОЛОТА И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2432445C2 |
| СТРУКТУРИРОВАННЫЙ АЛМАЗНЫЙ ИНСТРУМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2650459C1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ ПОВЫШЕННОЙ КОНЦЕНТРАЦИИ ЗЕРЕН | 2006 |
|
RU2319601C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ МЕТОДОМ СПЕКАНИЯ И ИЗДЕЛИЯ, ПОЛУЧЕННЫЕ ЭТИМ СПОСОБОМ | 1999 |
|
RU2232073C2 |
Изобретение относится к машиностроению и может быть использовано при изготовлении алмазного или эльборового инструмента, в частности алмазной шлифовальной фрезы, предназначенного для обработки деталей из неметаллических материалов, например бетона, природного камня, в том числе для их обработки без использования охлаждающей среды. В литейной металлической форме одновременно изготавливают несущий корпус алмазного инструмента и закрепляют на нем алмазоносные сегменты, спеченные на металлической связке. Используют литейную форму с внутренней полостью, соответствующей профилю корпуса изготавливаемого инструмента, и с нишами-ячейками. В последних предварительно размещают алмазоносные сегменты с выступанием их нерабочих участков внутрь полости и с обеспечением их погружения в расплав во время заливки формы и обжатия упомянутых участков сегментов по всему периметру материалом заливки после охлаждения. В качестве материала для заливки формы используют металл, температура плавления которого меньше температуры спекания алмазоносных сегментов, а коэффициент термического расширения больше коэффициента термического расширения материала алмазоносных сегментов. В результате упрощается технология изготовления инструмента, увеличивается ресурс его работы, а также улучшаются эксплуатационные и потребительские характеристики инструмента. 2 н.з. п.ф-лы, 3 ил., 1 табл.
1. Способ изготовления алмазного шлифовального инструмента, содержащего несущий металлический корпус и закрепленные на нем алмазоносные сегменты, спеченные на металлической связке, отличающийся тем, что изготовление несущего корпуса инструмента и закрепление на нем указанных сегментов осуществляют одновременно в литейной металлической форме, при этом используют литейную форму с внутренней полостью, соответствующей профилю корпуса изготавливаемого инструмента, и с нишами-ячейками, в которых предварительно размещают алмазоносные сегменты с выступанием их нерабочих участков внутрь полости и с обеспечением их погружения в расплав во время заливки формы и обжатия упомянутых участков сегментов по всему периметру материалом заливки после охлаждения, причем в качестве материала для заливки формы используют металл, температура плавления которого меньше температуры спекания алмазоносных сегментов, а коэффициент термического расширения металла больше коэффициента термического расширения материала алмазоносных сегментов.
2. Алмазная шлифовальная фреза, содержащая несущий металлический корпус с закрепленными на нем алмазоносными сегментами, спеченными на металлической связке, отличающаяся тем, что несущий корпус выполнен литым из силумина, при этом нерабочие участки алмазоносных сегментов заглублены в металл отливки корпуса с обеспечением механического соединения с указанным корпусом по всему периметру алмазоносных сегментов путем их обжатия металлом отливки в процессе изготовления несущего корпуса за счет разности коэффициентов термического расширения металла отливки корпуса и материала алмазоносных сегментов.
| Способ изготовления абразивных кругов | 1976 |
|
SU685430A1 |
| ФРЕЗА АЛМАЗНАЯ ТОРЦЕВАЯ ДЛЯ ОБРАБОТКИ ЗАГОТОВОК ИЗ УГЛЕРОДНЫХ ИЛИ УГЛЕГРАФИТОВЫХ МАТЕРИАЛОВ | 2006 |
|
RU2308357C1 |
| СЕГМЕНТ АЛМАЗНОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 2001 |
|
RU2198770C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 1988 |
|
SU1605459A1 |
| Способ изготовления кольцевого алмазного инструмента | 1990 |
|
SU1785813A1 |
| WO 8803457 A1, 19.05.1988 | |||
| Линия раздачи комбикорма | 1989 |
|
SU1690634A1 |

