Изобретение относится к обработке металлов давлением, а именно к конструкции винтовых прессов для деформирования круглых в плане поковок методом штамповки с кручением.
Известен винтовой пресс для штамповки с кручением, который позволяет производить прессование или- штамповку с заданным соотношением скоростей поступательного и врацательного движений инструмента. Данный пресс содержит установленный в направлягааих станины ползун, во внутренней полости которогр смонтирован на подИипниках боек, закрепленный на винте, имеющем две нарезки, одна из которых соединена с основной гайкой, закрепленной в станине, а другая - с дополнительной гайкой, смонтированной на подашпниках в ползуне и с подпружиненным кольцом, служгидим для соединения дополнительной гайки с винтом/ дополнительная гайка имеет на нижнем торце выступьз, входящие Ьо впадины, выполненные во внутренней полости ползуна, подпружиненное кольцо также тлеет на торце выступы, входящие .во впадины, выполненные на винте ij .
Недостатком данного пресса является сложность конструкции; винта и узла ползуна, содержащего большое количество деталей и соединений, а также зависимость работоспособности пресса от условий трения в системе винт-дополнительная гайка-ползун-боек, что, Kpcavie того, снижает КПД пресса. Все это приводит к. ненадежности работы данного пресса.
Цель изобретения - повышение надежности пресса.
Поставленная цель достигается тем, что винтовой пресс для штамповки с кручением, содержащий стайину, установленный в направляющих станины приводной ползун в виде корпуса и смонтированного в нем с возможностью вращения бойка-, соединенный с бойком винт с нёсамотормозящей резьбой и закрепленным на нем маховиком, а также закрепленную в станине ос-. новную и сочлененную нарезкой с винтом дополнительную гайки, снабжен устройством фиксации дополнительной гайки относительно станины, а на на--ружной поверхности .дополнительной гайки выполнена самотормозящая резьба, посредством которой дополнительная .гайка сочленена с основной гай-. кой.
На чертеже схеглатически изображен предлагаемый пресс, общий вид.
Пресс содержит станину 1, э нап.равляющих которой установлен ползун, состоящий из корпуса 2 и смонтированный в нем с помощью подшипников скольжения 3,4 и фланца 5 боек б в виде тела вращения. В верхней поперечине станины 1 жестко закреплена основная гаИка 7 с самотормозящей -резьбой на внутренней поверхности, а в ней смонтирована дополнительная гайка 8 с такой же резьбой на наружной поверхности. На внутренней поверхности дополнительной гайки 8 имеется несамотормозящая резьба,.в которой установлен винт 9, один конец которого посредством шлицевого соединения 10 и флайца 5 JKecTKO соединен с бойком б, а на другом конце закреплен маховик 11. Гайка 8 может совместно с винтом 9 перемещаться в осевом направлении в гайке 7, при этом перемещение ее ограничено фланцами 12, 13. На верхней поперечине станины 1 смонтировано устройство 14 фиксации дополнительной гайки относительно станины Оно может быть выполнено в виде колодрчного или ленточного тормоз а, управляемоосч) храпового механизма .д. Привод пресса осуществляется от установленных в стойках станины 1 силовых цилиндров 15, соединенных с кронштейнами 16, закрепленными на корпусе 2 ползуна., Пресс работает следующим образом.
В начальный мог.«ент ползун находится в крайнем верхнем положении, фланец 12 гайки 8 ирижат к верхней поперечине станины 1, устройство 14 фиксирует гайку 8 от перемещения ее относительно станины. При подаче энергоносителя в поршневые полости силовых цилиндров 15 корпус 2 ползуна начинает перемещаться вниз, увлекая за собой боек б и винт 9 с маховиком 11, которые начинают одновременно врщдаться благодаря соединению винта 9 с гайкой 8 и запасать к инет ическую э нергию. Соот ношение скоростей вращательного и поступательного движений определяется в ртот момент ходом несамоторМозящей резьбы гайки 8 и винта 9. Параметр пресса рассчитываются таким образом, что расстояние от верхнего конца винтовой нарезки до фланца 13 равно ходу разгона подвижных частей, а расстояние от нижнего торца фланца 13 до верхней поперечины пресса равно ходу деформирования заготовки. По окончании хода разгона винт 9 полностью проходит своей резьбой через резьбу гайки 8, происходит его сцепление с гайкой 8 и передача ей крутящего момента, одновременно отключается устройство 14, и винт 9 а дальнейшем перемещается вниз и вращается совместно с гайкой 8, а боек 6 деформирует заготовку с заданным соотношением скоростей вращательного и поступательного движений, которое в зтот момент определяется ходом самотормозящей резьбы гаек 7 и 8. После того, как подвижные части израсходуют всю запасенную энергию.
они останавливаются. В дальнейшем силовые цилиндры 15.переключаются на возвратный ход, корпус 2 с бойком б стремятся подняться вверх, передавая осевое усилие на винт 9, который, в свою очередь, передает усилие на обе резьбы гайки 8. Поскольку наружная резьба 8 я.вляется самртормоэящей, гайка 8 под действием осевого усилия остается неподвижной и не врацается, а винт 9 начинает вращаться вез внутренней несаматормоэящей резьбе гайки 8 и подниматься вверх, накапливая кинетическую энергию. После соприкосновения фланца 5 с нижнем торцом фланца 12 винт 9 болыие не может перемещаться во внутренней резьбе гайки 8, происходит его ;сцепление с гайкой 8 и передача ей крутящего момента, под действием
которого она начинает вращаться в резьбе гайки 7 и перемещаться вверх совместно с винтом и другими подвижными частями. Силовые цилиндры 15 отключаются, а накопленная кинетическая энергия расходуется на трение в резьбе гайки 7, и после соприкосновения фланца 12 с верхней поперечиной станины 1 подвижные части останавливаются, и устройство 14 фиксиру0 ет гайку 8 относительно станины 1. Далее цикл повторяется. I .
Изобретение позволяет повысить надежность пресса за счет получения
5 заданного соотношения скоростей поступательного и вращательного движений бойка на ходе деформирования независимо от условий трения в резьбах и направляющих.
| название | год | авторы | номер документа |
|---|---|---|---|
| Винтовой пресс для штамповки с кручением | 1981 |
|
SU1000288A1 |
| Винтовой пресс для штамповки с кручением | 1981 |
|
SU996227A1 |
| Винтовой пресс для штамповки с кручением | 1988 |
|
SU1555142A1 |
| Винтовой пресс для штамповки с кручением | 1982 |
|
SU1074735A1 |
| Винтовой пресс для штамповки с кручением | 1982 |
|
SU1027059A1 |
| Винтовой пресс | 1975 |
|
SU519347A1 |
| ПРЕСС | 2001 |
|
RU2193969C2 |
| ГИДРОВИНТОВОЙ ПРЕСС-МОЛОТ | 1973 |
|
SU375206A1 |
| Винтовой пресс для штамповки с кручением | 1987 |
|
SU1473972A1 |
| ГИДРОВИНТОВОЙ БЕСПОЛЗУННЫЙ ПРЕСС-МОЛОТ ДЛЯ ВИНТОВОЙ ШТАМПОВКИ | 2006 |
|
RU2343074C2 |
винтовой ПРЕСС ДЛЯ ШТАМПОВКИ С КРУЧЕНИЕМ, содержаишй станину, установленный в направляющих станины приводной ползун в виде корпуса и смонтированного в нем с возможностью вращения бойка, соединенный с бойком винт с несамотормозяцей резьбой и закрепленHbtti на нем маховиком, а также закрепленную в станине основ ную и сочлененную нарезкой с винтом дополнительную гайки, отличающийся тем, что, с целью повышения надежности.пресса, он снабжен устройством фиксации дополнительной ганки относительно станины, а на наружной поверхности дополнительной гайки выполнена самотормозящая резьба, посредством которой дополнительная гайка сочленена с основной гайкой .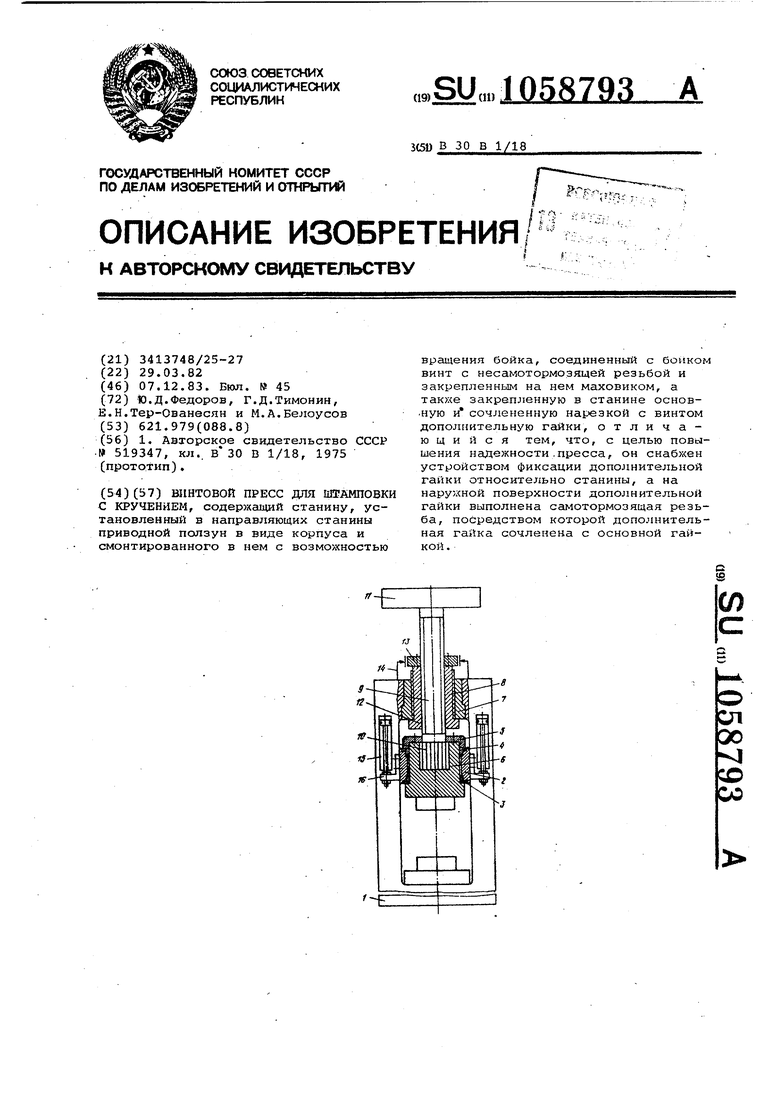
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Винтовой пресс | 1975 |
|
SU519347A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
