Известные прессформы с принудительно перемещаемыми стержнями для формовки блоков с несквозными пустотами не оправдали себя на практике. Объясняется это тем, что для создаю- я перемычки над внутренней пустотой стержням сообщается вертикальное перемещение, в результате которого нахо/т,ящаяся над ними масса уплотняется. Однако связать хДвижение стержней непосредственно с движением штампа невозможно, так как это привело бы к неодинаковому спрессовыванию массы над стержнем и вокруг него, а выход стержней за уровень стола при выталкивании изделия мешал бы съему изделия.
Попытки ограничить ход стержней при выталкивании с сохранением н.рииудителыюсти их движения от штампа приводили к созданию весьма сложных устройств, не получивших применения в производстве.
В предлагаемой нрессформе вертикальное переменлепие стержней для спрессовывания массы, находящейся }1ад ними, достигаетея тем, что стергкни установлены с возможностью их смещения в направлении прессования под действием только сил трения прессуемой штампом маесы о боковую поверхность стержней.
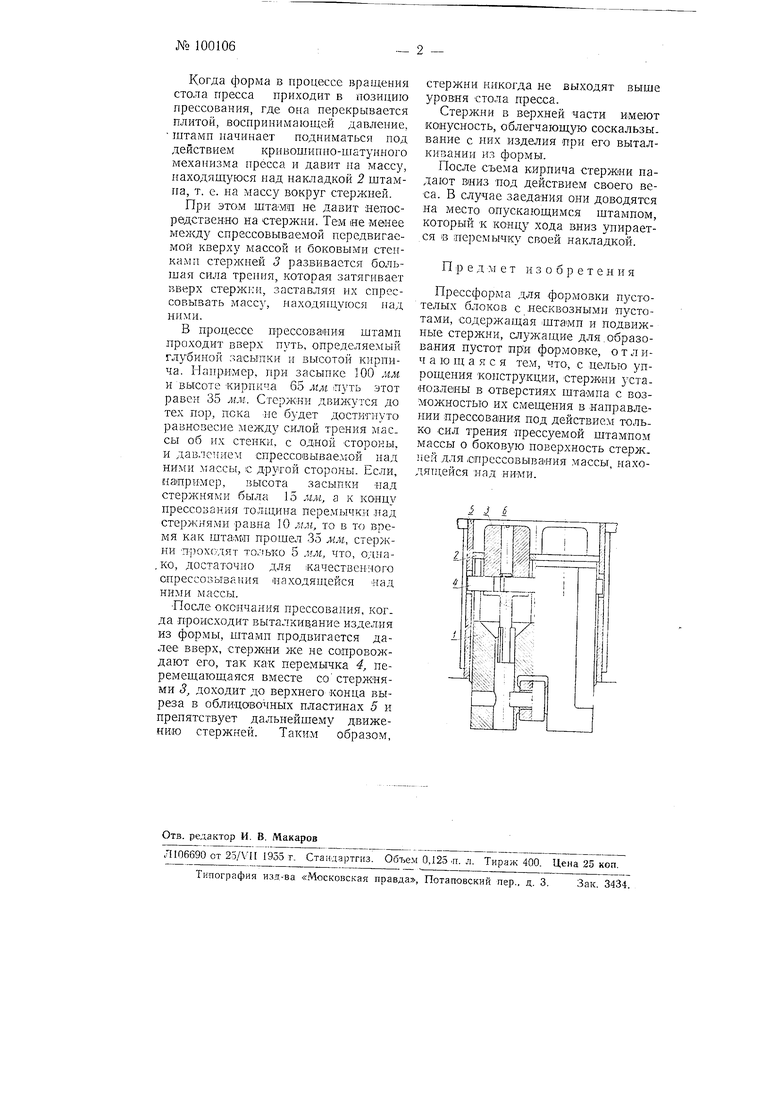
Предлагаемая преесформа, схематически показанная на чертеже, выполнена в виде штампа 1 с накладкой 2. В штампе имеются два гнезда, в которых посажены стержни 3, свободно перемеп,аюн1иеся в направленни прессования. Через стержнн проходит горизонтальная перемычка 4, заходящая конпами в вырезы пластин 5 внутренней облгщовки формы. Высота вырезов в пластинах определяет величины йозможпых вертнка.чьных перемещепий перемычки 4, а следовательно, и стержней 3.
Перемычка 4 состоит из двух спаренных траверс, которые можно сводить, укорачивая перемычку, или разводить, удлиняя ее, что осуществляется поворотом осп 6. Перемычку укорачивают для того, чтобы можно было выиуть штамп из формы без разборки последней (при работе пресса шталш необходимо вьшимать раз в смеиу для очистки и смазки).
Прессование с данного устройства нроисход1;г с.юдуюшим образом.
Во время засыпки маесы в форму штамп находится в нижнем положении. Стержни также находятся в 1П1Жием положении, определяелтом вырезом в пластипах 5.
Когда форма в процессе вращения стола пресса приходит в позицию прессования, где она перекрывается плитой, воспринимающей давление, штамп начинает подниматься под действием крцвошинио-шатунного механизма пресса и давит на массу, находящуюся пад пакладкой 2 штампа, т. е. на массу вокруг стержней.
При это:М щтаМП не давит непосредстзенно на стержни. Тем ее менее между спрессовываемой передвигаемой кверху массой и боковыми стеггкамп стержней 3 развивается большая сила тре1П1я, которая затягивает вверх стержкн, заставляя их сирессовывать масс}, находяпауюся над ними.
В процессе прессования штамп проходит вверх путь, определяемый глубиной засыпки и высотой кирпича. Например, при засыпке 100 мм и высоте Кирпича 65 Л1м ауть этот равен 35 мм. Стержни движутся до тех пор, пока i-ie будет достигнуто равновесие между силой тренкя массы об их стенки, с одной стороны, и давлением спрессовываелюй над ними массы, с другой стороны. Если, например, высота засыпки -над стержнями была 15 мм, а к концу прессоозния толщина пере.мычки лад стержнями равна 10 мм, то в то время как штамп прошел 35 мм, стержни Проходят то, 5 мм, что, одна. ко, достаточно для качественного опрессооЫвания находян ейся «ад ними маСсы.
После Окончания прессования, когда происходит выталкивание изделия из формы, штамп продвигается далее вверх, стержни же не сопровождают его, так как перемычка 4, перемещающаяся вместе со стержнями 3, доходит до верхнего конца выреза в облицовочных пластинах 5 и препятствует дальнейшему движению стержней. Таким образом.
стержни никогда не выходят выше уровня стола пресса.
Стержни в верхней части имеют конусность, облегчающую соскальзывание с них изделия лри его выталкивании из формы.
После съе.ма кирпича стержни падают вниз ПОД действием своего веса. В случае заедания они доводятся на AiecTo опускающимся штампом, который К концу хода вниз упирается в перемычку своей накладкой.
П р е д м е т изобретен и я
Прессформа для формовки пустотелых блоков с несквозными пустотами, содержашая штамп и подвижные стержни, служащие для.образования пустот при формовке, отличающаяся тем, что, с пелью упрощения конструкции, стержни установлены в отверстиях штампа с возможностью их смещения в направлении прессования под действием только сил трения прессуемой штампом массы о боковую поверхность стержней для спрессовывания массы, находятдейся Над ними.
5 J 6
| название | год | авторы | номер документа |
|---|---|---|---|
| Прессформа для изготовления строительных камней с полостями | 1954 |
|
SU104629A1 |
| Устройство для перегрузки сырых кирпичей с формовочного стола пресса на вагонетки пропарочной камеры | 1950 |
|
SU109610A1 |
| Пресс-форма для формования пустотелых строительных изделий | 1982 |
|
SU1087337A1 |
| Прессформа для изготовления строительных камней с полостями | 1973 |
|
SU446423A1 |
| Пресс для формования, брикетирования и штампования | 1949 |
|
SU89575A1 |
| Способ изготовления пустотелых изделий из пресс-порошков и пресс-форма для изготовления пустотелых изделий из пресс-порошков | 1986 |
|
SU1430280A1 |
| МАШИНА ДЛЯ ПРЕССОВАНИЯ | 1992 |
|
RU2038969C1 |
| УСТРОЙСТВО для ОБРАЗОВАНИЯ ПУСТОТ В ИЗДЕЛИИ | 1971 |
|
SU292781A1 |
| ПРЕСС ПОЛУСУХОГО ПРЕССОВАНИЯ | 1992 |
|
RU2021896C1 |
| СПОСОБ ФОРМОВАНИЯ СТРОИТЕЛЬНОГО КИРПИЧА И ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2029662C1 |
