(5) СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТОПРОВОДА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления статора электрической машины | 1983 |
|
SU1157618A1 |
| Способ изготовления магнитопровода электрической машины | 1980 |
|
SU892589A1 |
| Способ изготовления магнитопровода электрической машины | 1981 |
|
SU983914A1 |
| Способ изготовления магнитопровода электрической машины | 1982 |
|
SU1078541A1 |
| Способ изготовления ротора электрической машины с короткозамкнутой обмоткой | 1985 |
|
SU1394337A1 |
| Зубцовая зона составного магнитопровода электрической машины и способ ее изготовления | 1982 |
|
SU1098069A1 |
| Способ изготовления гофрированной зубцовой зоны магнитопровода электрической машины | 1981 |
|
SU1077021A1 |
| Магнитопровод электрической машины с обмоткой | 1981 |
|
SU1040566A1 |
| Разъемный магнитопровод электрической машины | 1980 |
|
SU1077011A1 |
| Магнитопровод статора электрической машины | 1986 |
|
SU1398029A1 |
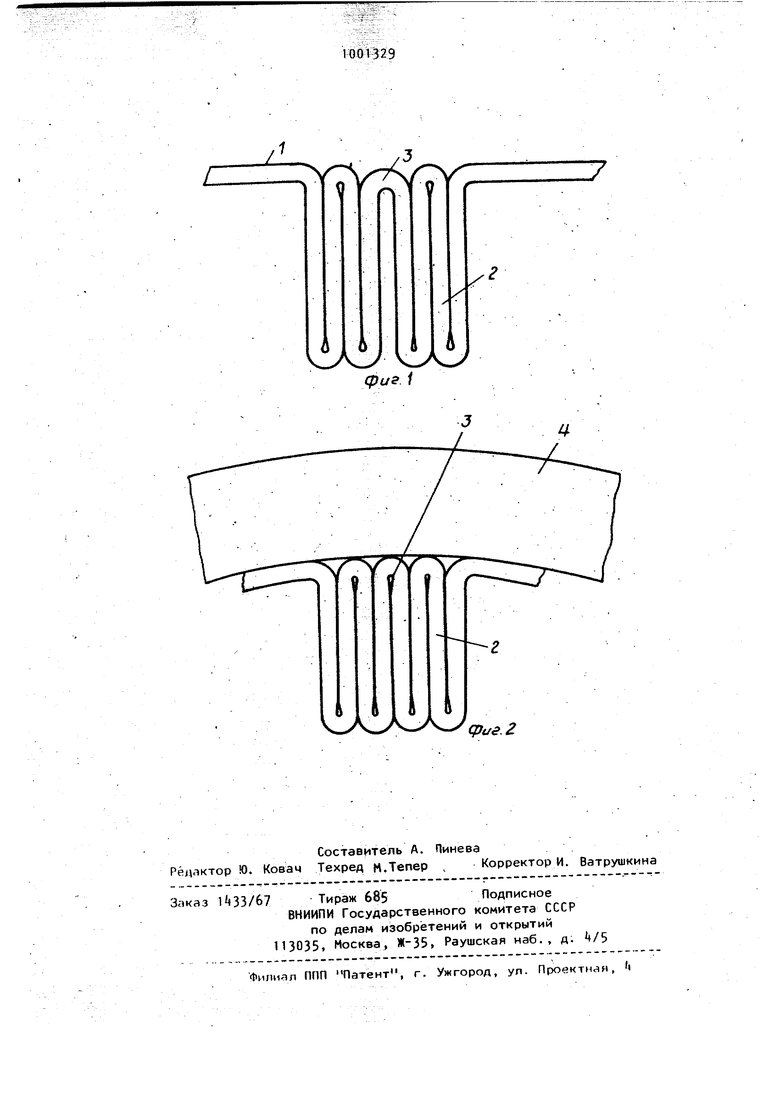
Изобретение относится к технологии изготовления магнитопроводов электрических машин и может быть использовано в электротехнической промышленности. Известен способ изготовления магнитопровода электрической машины, при котором зубцовая зона изготавливается путем навивки ленты магнитопро водящего материала с предварительно вырубленными пазами на ребро 13 Недостатком данного способа является то, что пазовая часть зубцовой зоны идет в отходы, что снижает экономию электротехнической стали. Наиболее близким к предлагаемому по технической сущности является способ изготовления магнитопровода электрической машины, включающий изготовление ярма и зубцовой зоны путем гофрирования ленточной заготовки с образованием зубцов и пазов, сворачивание гофрированной заготовки в кольцо и установку кольца в ярмо 23. Однако при гофр ировании ленты с разной толщиной в пределах допусков на материал колебания длины гофрированной заготовки, достигает большой величины и заготовка, свернутая в кольцо, имеет наружный: диаметр, не равный внутреннему диаметру ярма статора, в результате чего кольцо или не входит в ярмо, или образует с ним недопустимый зазор, что снижает техно-логичность изготовления магнитопровода.. Цель изобретения - упрощение технологии. Поставленная цель достигается тем, что при образовании зубца из гофр по крайней мере один гофр выполняют укороченным и с зазором между его сторонами так, что зазор между сторонами укороченного гофра не превосходит удвоенной разницы высот гофр, а при сворачивании гофрированной заготовки в кольцо укороченный гофр деформируют 100 до образования заданного диаметра кольца. На фиг. 1 изображен зубец гофрированной заготовки зубцовой зоны с одним укороченным гофром; на фиг, 2 то же, в свернутом кольце, установленном в ярмо статора. . Изготовление магнитопровода электрической машины осуществляется следующим образом. . Изготавливают зубцовую зону путем гофрирования ленточной .-заготовки 1 с образованием зубцов 2 и пазов (не показаны). При образовании зубцд 2 из гофр по крайней мере один гофр. 3 выполняют укороченным и с зазором между его сторонами, так, что зазор между сторонами укороченного гофра не превосходит удвоенной- разницы высот гофр Затем гофрированную заготовку свора- зо чивают в.кольцо, деформируя при этом укороченный гофр (фиг. 2) до образования заданного диаметра кольца, после чего кольцо устанавливают в ярмо При изготовлении зубцовой зоны, из ленты минимальной толщины деформация укороченного гофра невелика и место перегиба гофра не доходит до ярма. Образовавшийся зазор при этом несколько ухудшает проводимость магнитного контура машины. Однако при достаточном количестве гофр в зубце уменьшение проводимости незначительно. При изготовлении зубцовой зоны из ленты номинальной толщины произойдет беззазорное соединение зубца с ярмом 9 и полное смыкание сторон укороченного .гофра, а при использовании ленты с максимальной толщиной разница высот гофр берется с учетом компенсации суммы допусков, на ленту. Изобретение позволяет упростить технологию за счет получения кольца с.заданным диаметром при использовании укороченного гофра с зазором между сторонами,играющего роль компенсатора суммы допусков. Формула изобретения Способ изготовления .нагнитопроводаэлектрической машины, включающий изготовление ярма и зубцовой зоны путём гофрирования .ленточной заготовки с образованием зуб.цов и пазов, сворачивание гофрированной заготовки в кольцо и установку кольца в ярмо, ОТ лич а ю щ и и ся тем, что, с целью упрощения технологии, при образовании зубца из гофр по крайней мере один гофр выполняют укороченным и с зазором между его сторонами так, что зазор между сторонами укороченного гофра не превосходит удвоенной разницы высот гофр, а при сворачивании гофрированной заготовки в кольцо укороченный гофр деформируют до образования заданного диаметра кольца. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 301937, кл. Н 02 К 15/02., 1969. 2.Авторское свидетельство СССР № , кл. Н 02 К 1/Об, 1975/.
