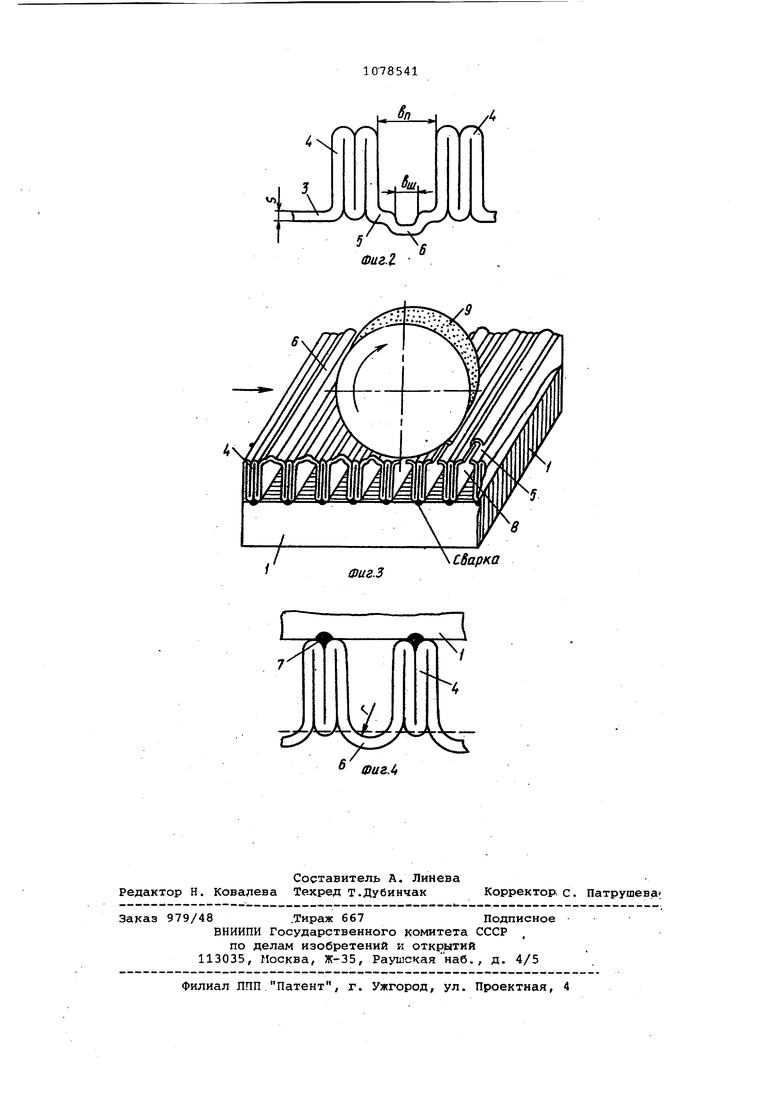
Изобретение относится к технологии изготовления безотходных магнит проводов электрических машин и .может быть использовано в электроте нической промышленности. Известен способ изготовления маг нитопровода электрической машины, включающий,изготовление ярма и заготовки зубцовой зоны путем гофрирования магнитопроводящей ленты с образованием зубцов и пазов,,сворачивание заготовки в кольцо и устано ку кольца в ярмо CU. Недостатком данного способа является образование закрытого паза со стороны.рабочего зазора, что приводит к :необходшлости разрабатывать новое технологическое оборудование для укладки обмотки в пазы, открытые со стороны ярма. Кроме того, необходимо выполнять окна в дне паза, чтобы машина имела полузакрытый паз.. Наиболее близким к предлагаемому является способ изготовления-магнитопровода электрической машины, вкл чающий Изготовление ярма и зубцовой зоны путем гофрирования магнитопроводящей ленты с образованием зубцов из ребер гофр и пазов в местах,соот ветствующих переходным участкам между зубцами, установку и закрепление зубцовой зоны в ярме С2. Однако в известном способе полузакрытые пазы получают прикреплением дополнительных элементов в каж дому зубцу, что усложняет технологию изготовления полузакрытого паза Цель изобретения - упрощение технологии образования полузакрытог (паза.. Поставленная цель достигается тем, что согласно способу изготов,ления магнитопррврда электрической машины, включающему изготовление ярма и зубцовой зоны путем гофрирования магнитопроводящей ленты с образованием зубцов из ребер гофр и пазов в местах, соответствующих пе реходным участкам между зубцами, установку и закрепление зубцовой зоны в ярме и при гофрирований зубцовой зоны в переходных участках между зубцами выполняют технологические петли, зазор между сторонами которых равен открытию паза, а высота - не менее двух толщин ленты, при установке зубцовой зоны в ярмо технологические петли располагают со стороны рабочего зазора, а после закрепления зубцовой зоны в ярме технологические петли удаляют, например, пробочкой. На фиг. 1 изображен магнитопровод электрической машины; на фиг.2 гофрированная зубцовая зона с технологической петлей в переходном участке; на фиг. 3 - момент проточки технологических петель в магнитопроводе линейной электрической машины; на фиг. 4 - вариант выполне1ия технологической петли. Изготовление магнитопровода осуществляется в следующей последовательности. Изготавливают ярмо 1 магнитопровода, например,навивкой магнитопроводящей ленты на ребро и зубцовую зону 2 путем гофрирования магнитопроводящей ленты 3, ширина которой равна активной длине магнитопровода, с образованием из ребер гофр зубьев 4 и пазов в местах, соответствующих переходным участкам 5 между зубцами 4 с шириной паз а Ь„ (фиг .2.}. При гофрировании зубцовой зоны в переходных участках 5 между зубцами 4выполняют технологические петли б, зазор между сторонами которых равен открытию паза ( Ъц,) , а высота - не менее двух толщин (5} ленты 3.. При изготовлении цилиндрического магнитопровода.зубцовая зона сворачивается в кольцо и скрепляется затем кольцо устанавливается в ярмо 1 с расположением технологических петель 6 со стороны рабочего зазора. В случае изготовления магнитопр овода линейной электрической машины зубцовую зону располагают на ярме 1 (фиг. 3). Далее зубцовая зона крепится к ярму 1, например, сваркой 7. Контактирующие поверхности ярма и зубцовой зоны изолируют, например,изочяционньзм лаком. Собранный магнитопровод устанавливают на станок (не паказан) и удаляют технологические петли б, например, проточкой, образуя полузакрытые пазы 8 (фиг. 3). На фиг.-З показано удаление технологических петель б абразивным кругом 9. На фиг. 4 изображен вариант выполнения технологической петли б. Петля б может выступать за пределы высоты ребер 4 не менее, чем на толщинуленты, что подходит к магнитопроводам.с узким пазом и к пазам средней ширины, где полное открытие паза нежелательно, а технологическую петлю трудно вь полнить. Пунктиром показана линия механической обработки магнитопровода. Изобретение позволяет упростить технологию образования полузакрытого паза путем выполнения на переходном участке между зубцамитехнологических петель с последующим их удалением.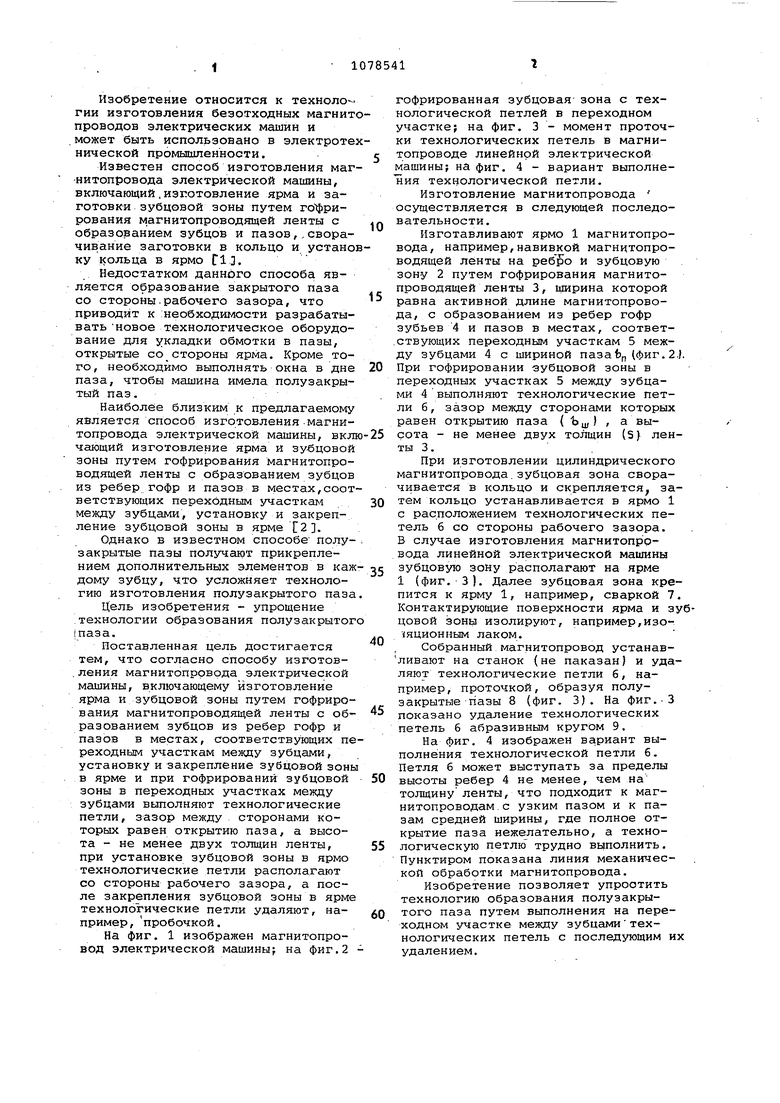
| название | год | авторы | номер документа |
|---|---|---|---|
| Магнитопровод электрической машины | 1981 |
|
SU1137554A1 |
| Статор электрической машины переменного тока и способ его изготовления | 1988 |
|
SU1663697A1 |
| Ротор асинхронной машины | 1982 |
|
SU1040567A1 |
| Способ изготовления магнитопровода электрической машины | 1980 |
|
SU892589A1 |
| Разъемный магнитопровод электрической машины | 1980 |
|
SU1077011A1 |
| Магнитопровод электрической машины | 1981 |
|
SU1246247A1 |
| Магнитопровод электрической машины | 1979 |
|
SU884036A1 |
| Способ изготовления магнитопровода электрической машины | 1981 |
|
SU983914A1 |
| Магнитопровод электрической машины | 1982 |
|
SU1078535A1 |
| Зубцовая зона магнитопровода электрической машины | 1987 |
|
SU1429220A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТОПРОВОДА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ,включающий изготовление ярма и эубцовой зоны путем гофрирования магнитопроll водящей ленты с образованием зубцов из ребер гофр и пазов в местах, соответствующих переходным участкам между зубцами, установку и закрепление зубцовой зоны в ярме, о т л ичающийся тем, что, с целью упрощения технологии образования полузакрытого паза, при гофрировании зубцовой зоны в переходных участках между зубцами выполняют технологические петли, зазор между сторонами которых равен открытию паза, а высота - не менее двух толщин ленты, при установке эубцовой зоны в ярмо технологические петли располагают со стороны рабочего зазора, а после эакрепления зубцовой зоны в ярме | технологические петли удаляют,например, проточкой. vj 00 ел 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТРОЙСТВО ДЛЯ НАТЯЖЕНИЯ КЛИНОРЕМЕННОЙ ПЕРЕДАЧИ В ПРИВОДАХ ВАГОННЫХ ГЕНЕРАТОРОВ | 0 |
|
SU398435A1 |
