1
Изобретение относится к технологии изготовления статоров электрических маши11 и может быть использовано в электротехнической промышленности.
Известен способ изготовления статора- электрической машины, включающий изготовление ярма и зубцовой зоны путем гофрирования ленточной заготовки с образованием зубцов и пазов, сворачивания гофрированной заготовки в кольцо и установку кольца в ярмо 1} .
Недостатком такого способа является низкая технологичность изготовления, так как при гофрировании ленты с разной толщиной в пределах допусков на материал, колебания длины гофрированной заготовки достигают значительной величины, и заготовка, свернутая в кольцо, имеет наружный диаметр, не равньп внутреннему диаметру ярма статора, что требует проведения дополнительной операции подгонки ярма и кольцевой заготовки
Известен также способ изготовления статора электрической машины, включающий изготовление ярма, формирование из ленты электротехнической стали заготовки зубцовой зоны с зубцами и пазами путем гофрирования ленты с образованием перемычек между зубцами, сворачивание заготовки зубцовой зоны в. кольцо и установку. ее в ярмо 2 .
Недостатком известного способа является сложная технология сборки ярма с заготовкой зубцовой зоны, у которой каждый зубец имеет укороченный гофр с несомкнутыми сторонами, при установке заготовки в ярмо необходш ю производить дополнительное сжатие таких гофров.
Цель изобретения - упрощение технологии сборки ярма с заготовкой зубцовой зоны.
576182
Поставленная цель достигается тем, что согласно способу изготовления статора электрической машины, включающему изготовление ярма, форми5 рование из ленты электротехнической стали заготовки зубцовой зоны с зубцами и пазами путем гофрирования ленты с образованием перемычек между зубцами, сворачивание заготовки зубцовой зоны в кольцо и установку ее в ярма, после гофрирования ленты перемычки между зубцами изгибают по криволинейной форме с выпуклостью, обращенной в сторону пазов.
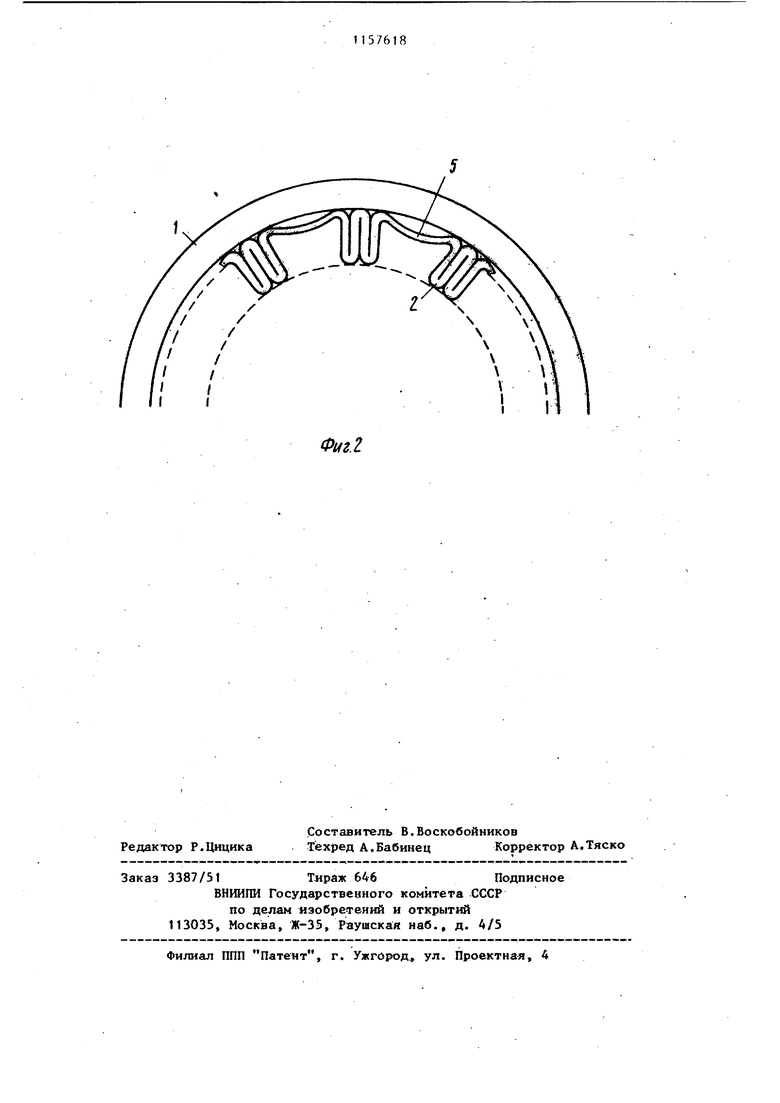
На фиг. 1 показано изгибание перемычек между зубцами на заготовке зубцовой зоны; на. фиг. 2 - зубцовая зона, установленная в ярмо.
Способ- изготовления статбра электрической машины осуществляется следующим образом.
Изготавливают известными методами ярмо 1 статора и формируют из ленты электротехнической стали,заготовку зубцовой зоны с зубцами 2 и пазами путем гофрирования ленты в специальном приспособлении с образованием перемычек 3 между зубцами. После гофрирования ленты заготовку зубцовой зоны изгибают в прессующем устройстве 4 по криволинейной форме и получают .криволинейные перемычки 5 с выпуклостью, обращенной в сторону пазов
После этого производят сворачивание заготовки зубцовой зоны 6 кольцо и установку ее в ярмо 1. За счет прогиба перемычек свернутая в кольцо заготовка легко устанавливается в ярмо, после чего распрямляется за счет упругости перемычек. Затем производят калибровку пазовой части до плотного прилегания перемычек к ярму и скрепление зубцовой зоны с ярмом.
Изобретение позволяет упростить технологию изготовления статоров электрических машин с гофрированной зубцовой зоной.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления магнитопровода электрической машины | 1981 |
|
SU1001329A1 |
| Способ изготовления магнитопровода электрической машины | 1981 |
|
SU983914A1 |
| Способ изготовления магнитопровода электрической машины | 1980 |
|
SU892589A1 |
| Способ изготовления гофрированной зубцовой зоны магнитопровода электрической машины | 1981 |
|
SU1077021A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОГО МАГНИТОПРОВОДА ТОРЦОВОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2004 |
|
RU2269857C1 |
| Способ изготовления ротора электрической машины с короткозамкнутой обмоткой | 1985 |
|
SU1394337A1 |
| Магнитопровод электрической машины | 1980 |
|
SU951556A1 |
| Способ изготовления обечаек из гофрированного листа,преимущественно магнитопроводов электрических машин | 1985 |
|
SU1278066A1 |
| Способ изготовления магнитопровода электрической машины | 1990 |
|
SU1810959A1 |
| Магнитопровод электрической машины с обмоткой | 1981 |
|
SU1040566A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ, включанядий изготовление ярма, формирование из ленты электротехнической стали заготовки зубцовой зоны с зубцами и пазами путем гофрирования ленты с образованием перемычек между зубцами, сворачивание заготовки зубцовой зоны в кольцо и установку ее в ярмо, отличающийся тем, что, с целью упрощения технологии сборки ярма с заготовкой зубцовой зоны, после гофрирования ленты -перемычки между зубцами изгибают по криволинейной форме с выпуклостью,обращенной в сторону пазов. J 4 СП О5 00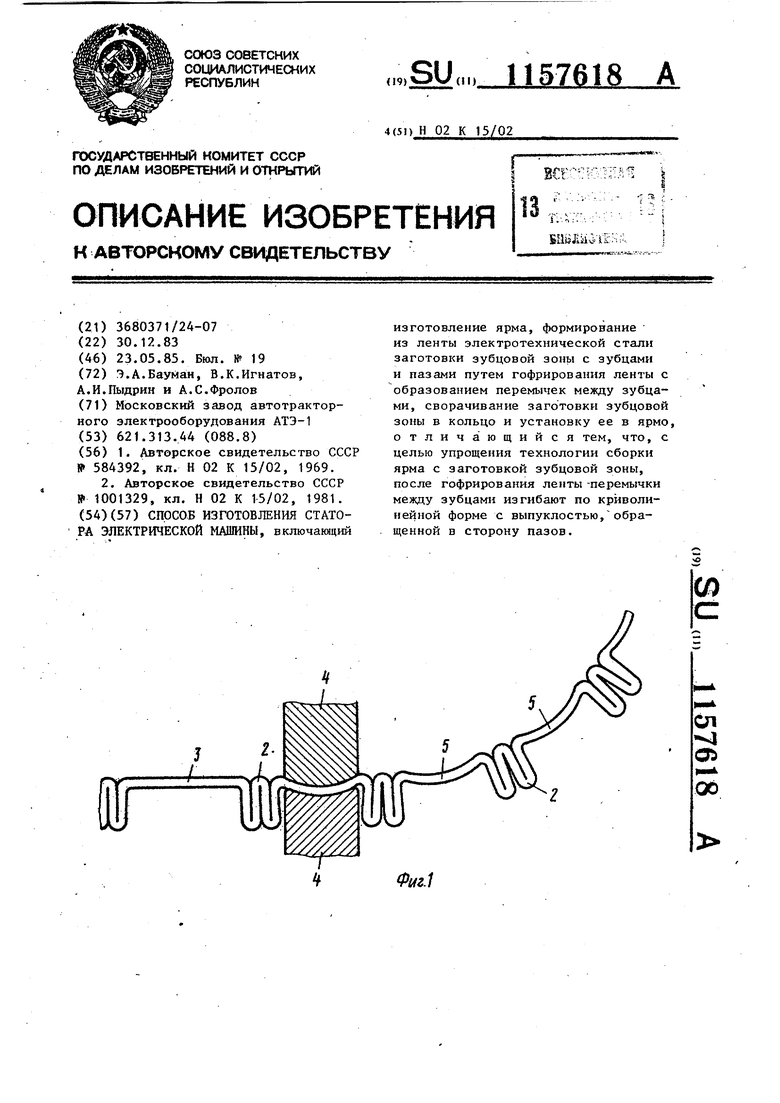
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Разъемный статор электрической машины | 1975 |
|
SU584392A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления магнитопровода электрической машины | 1981 |
|
SU1001329A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
