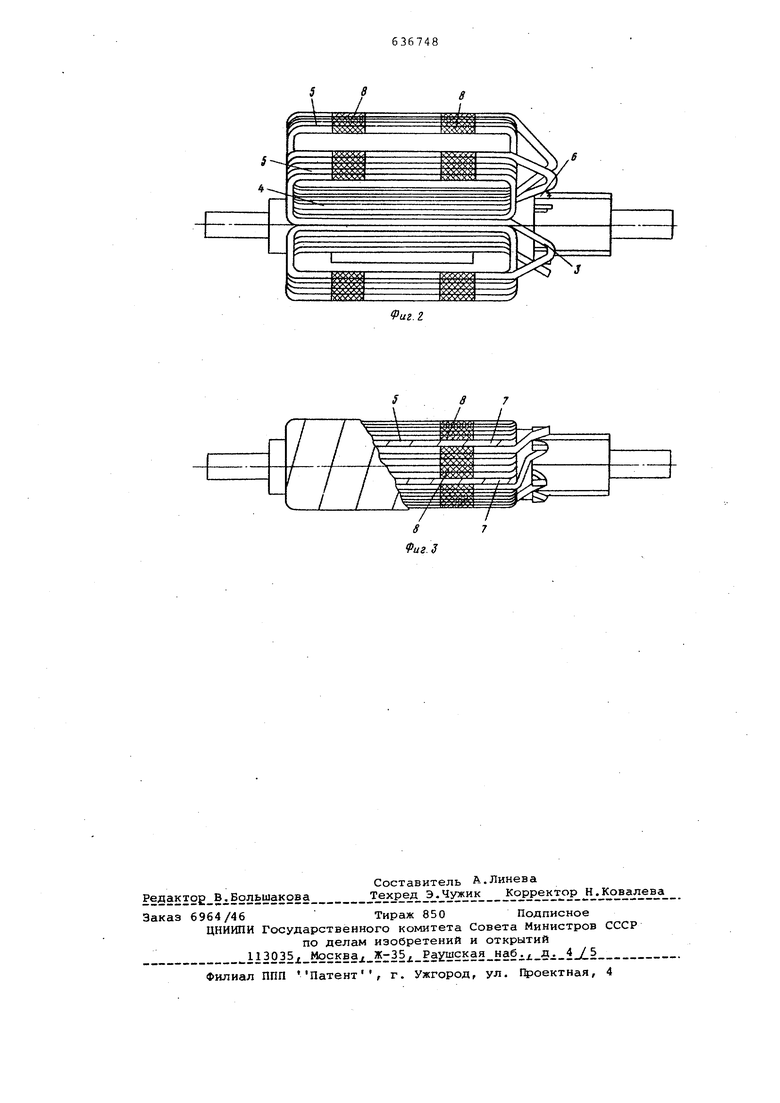
На фиг. 1 изображен шаблон с намотанной и скрепленной обмоткой, на фиг.2 - беспазовый цилиндрический якорь с уложенным нижним активным слоем обмотки, на фиг. 3 - якорь с окончательно уложенной на нем обмоткой.
Технологический процесс изготовления обмотки беспазового цилиндрического якоря осуществляется в следуюадей последовательности. Провод 1 наматывают на шаблон 2 с образование выводов 3 в виде петель, причем проводники нижнего активного слоя 4 скрепляются по длине всех секций,
а проводники верхнего активного слоя 5 в пределгах каждой секции обмотки. Таким образом, стороны секций верхнего активного слоя 5 не связаны между собой жестко и при укладке зазор между ними можно регулировать, После скрепления проводников обмотку снимают с шаблона и нижний активный сло 4 закрепляют на гладком якоре и присоединяют выводы 3 к коллекторным пластинам -б. Затем на нижнем слое закрепляют межслоевую изоляцию 7 и укладывают на нее верхние активные стороны секций 5, скрепленные в местах 8, сдвигая их на величину шага относительно нижнего активного слоя 4. Уложенную обмотку крепят с помощью изоляционной ленты.
Изобретение позволяет равномерно распределить витки обмотки по окружности якоря за счет того, что верхний активный слой обмотки не связан между собой жестко.
Формула изобретения
Способ изготовления обмотки беспазового цилиндрического якоря машины постоянного тока, по которому Наматывают на шаблон с образованием выводов в виде петель, скрепляют нижнюю активную сторону всех секций, затем закрепляют верхнюю активную сторону, закрепляют нижнюю активную сторону на якоре, укладываю верхнюю активную сторону, сдвигая ее при этом на шаг обмотки, и присоединяют выводы к коллекторным пластинам, отличающийс я тем, что, с целью равномерного распределения витков обмотки по окружности якря.,, верхнюю активную сторону скрепляют в пределах каждой секции обмотки.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР № 208810, кл. Н 02 К 15/04, 1965.
2. Патент США № 3871070, кл. 29-598, 1975.
лх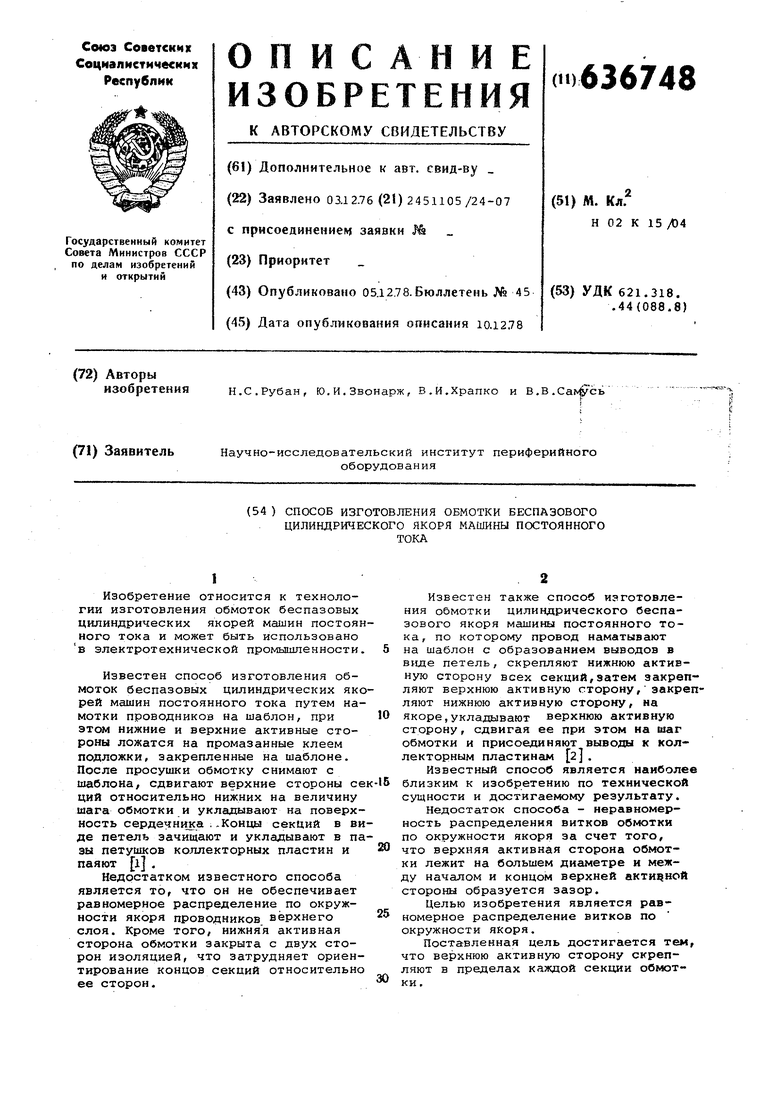
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления обмотки беспазового якоря машины постоянного тока | 1981 |
|
SU993396A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ЯКОРНОЙ БЕСКАТУШЕЧНОИ РАСПРЕДЕЛЕННОЙ ОБМОТКИ | 1968 |
|
SU208810A1 |
| Способ изготовления обмотки беспазового якоря электрической машины | 1983 |
|
SU1251237A1 |
| Способ изготовления обмотки беспазового якоря | 1971 |
|
SU366812A1 |
| Способ изготовления многослойной обмотки для беспазовых якорей | 1982 |
|
SU1086506A1 |
| Способ изготовления беспазового якоря электрической машины | 1983 |
|
SU1251238A1 |
| Способ изготовления обмотки беспазового якоря электрической машины | 1977 |
|
SU729762A1 |
| Шаблон для изготовления обмотки беспазового якоря электрической машины | 1981 |
|
SU1001333A1 |
| Беспазовый якорь двухполюсной электрической машины постоянного тока | 1987 |
|
SU1534660A1 |
| Шаблон для изготовления обмотки беспазового якоря электрической машины | 1982 |
|
SU1120453A1 |