(54) СПОСОБ ИЗГОТОВЛЕНИЯ ОБМОТКИ БЕСПАЗОВОГО
ЯКОРЯ МАШИНЫ ПОСТОЯННОГО ТОКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления обмотки беспазового якоря электрической машины | 1983 |
|
SU1251237A1 |
| Способ изготовления беспазового якоря электрической машины | 1983 |
|
SU1251238A1 |
| Устройство для изготовления обмотки беспазового якоря электрической машины | 1985 |
|
SU1304133A1 |
| Станок для намотки обмоток электрических машин | 1986 |
|
SU1387112A1 |
| Способ изготовления обмотки беспазового якоря | 1971 |
|
SU366812A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ЯКОРНОЙ БЕСКАТУШЕЧНОИ РАСПРЕДЕЛЕННОЙ ОБМОТКИ | 1968 |
|
SU208810A1 |
| Способ изготовления многослойной обмотки для беспазовых якорей | 1982 |
|
SU1086506A1 |
| Шаблон для изготовления обмотки беспазового якоря электрической машины | 1982 |
|
SU1120453A1 |
| БЕСПАЗОВЫЙ СТАТОР МАГНИТОЭЛЕКТРИЧЕСКОЙ ОБРАЩЕННОЙ МАШИНЫ И СПОСОБ УКЛАДКИ НА НЕГО ОДНОСЛОЙНОЙ ТРЕХФАЗНОЙ ОБМОТКИ | 2006 |
|
RU2328801C1 |
| Способ изготовления обмотки беспазового якоря электрической машины | 1984 |
|
SU1229907A1 |
1
Изобретение отйосится к технологии нзготовлення однослойных обмоток беспазовых цилиндрических якорей машин постоянйого тока и может быть использовано в электротехнической промышленности.
Известен спосбб изготовления обмотки, беспазового якоря электрической машины, при котором заготовку обмотки получают намоткой провода на шаблон виток к-витку, скрепляя технологическими лентами, а пос-, ле снятия заготовки с шаблона эти лейт.ы разрезаются на части, несущие активные проводники двух смежных секций, так чтобы разрез на одной стороне соответствовал середине части на противоположной стороне. После формования обмотки путем многократного обхода по окружности якоря активкый слой заполняется медью обмотки и фиксируется компаундированием {.
Недостатком да нного способа является большая трудоемкость вследствие последовательной укЛадки и приклейки активной стороны каждой элементарной секции.
Наиболее близким к предлагаемому является способ изготовления обмотки fecnaзового якоря электрической машины, со-гласн6 которому обмотка якоря изготовля-ется непрерывной из одного или несколь-ких (в зависимости от числа параллельвых проводников) проводов, которые наматы5 ваются рядовой намоткой виток к витку на специальный шаблон и размещаются по длине шаблона на расстоянии, соответствующем развернутой длине окружности якоря. Части обмотки, припаиваемые к коллектору, выполняются в виде петель, образующихся
10 при намотке путем отвода обмоточного провода на стержень шаблона. На дли-не, соответствующей сердечнику якоря, обмотка подклеивается к тонкому изоляционному материалу, укладываемому с двух сторон
15 шаблона перед намоткой провода.-Сяятую с шаблона обмотку надевают яа полосу из тонкого изоляционного материала, яаложен ную предварительно на сердечник якоря в качестве корпусной изоляции, после чего сначала нижний, а затем верхяий слой
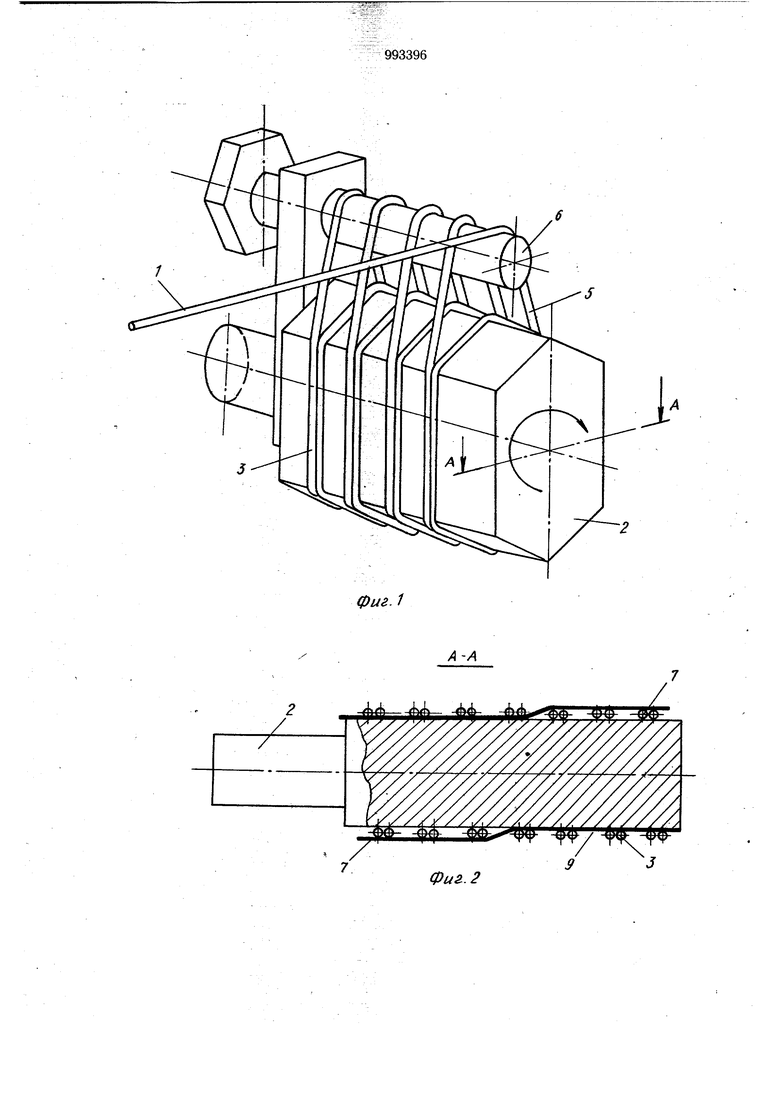
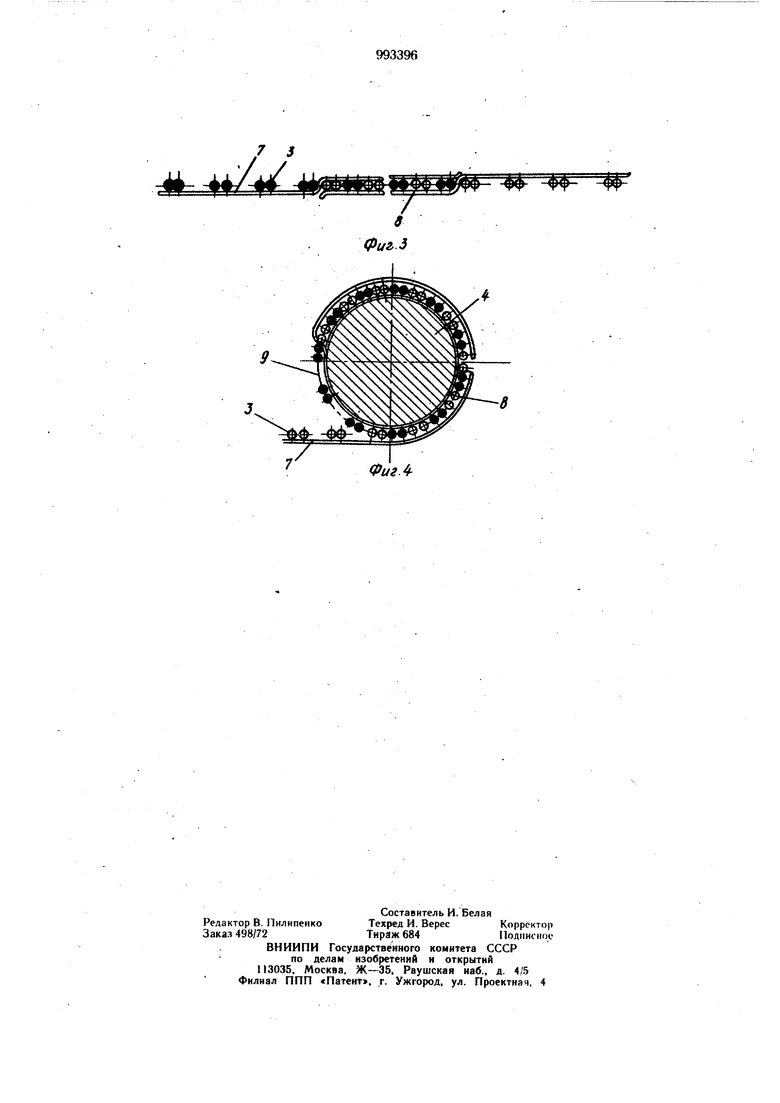
° обмотки прижимается к сердечйику изоляционной полосой посредством вращения якоря и за счет натяга, создаваемым натяжным устройством. После этого якорь подвергают пропитке или компауйдировке С последующей опрессовкой и выпечкой в специальной прессформе 2 . Недостатком известного способа является невозможность изготовления однослойной обмотки, так как при непрерывной намотке заготовки обмотки виток к витку и последующем расстягивании заготовки со сдвигом меньще диаметра шаблона сформовать обмотку в один слой невозможно. Если же величину сдвига установить равным диаметрушаблона, то в этом случае можно произвести растягивание и последующее формование обмотки в плоскую ленту с одним слоем. Однако общая длина сформованной обмотки будет либо значительно больще длины окружности якоря и при укладке ее на якорь она обернется больще, чем в один слой, либо равной длине окружности, но в этом случае уложенная на якорь обмотка не будет обеспечивать диаметрального расположения . секций обмотки, что повлечет за собой нарушение электрической схемы якоря и,-как следствие - невозможность работы электродвигателя в заданном режиме. Цель изобретения - расширение техно-, логических возможностей за счет обеспечения изготовления однослойной обмотки. Поставленная цель достигается тем, что согласно способу намотку заготовки ведут с шагом, равным удвоенной ширине секций обмотки, а формование заготовки осуществляют вкладыванием частей секций одной стороны заготовки в межсекционные пазы другой стороны, при этом вкладывание частей секций концов одной стороны заготовки в межсекционные пазы концов другой стороны ведут во время укладки заготовки на якорь. На фиг. 1 показан шаблон с намотанной заготовкой; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - показана операция формования заготовки в плоскую ленту; На фиг. 4 - операция укладки заготовки на якорь. Изготовление однослойной обмотки беспазового якоря осуществляется следующим образом. Вначале провод 1 наматывают на щаблон 2 с шагом, равным удвоенной щирине секции 3. Общая длина намотки определяется диаметром якоря 4 и равна длине окружности, проходящей через центр провода 1, наложенного на якорь 4. На каждой секции 3 выполняют выводы 5, в виде петель, путем отвода провода 1 на стержень 6 шаблона 2. Во время намотки активные части секции 3 скрепляют изоляционной лентой 7, при этом на одной стороне шаблона 2 лейту 7 располагают под секциями 3 на одной половине общей длины намотки, а на второй половине - над секциями 3. На противоположной стороне шаблона 2 ленту 7 располагают наоборот, т. е. сначала над секциями 3, а затем под секциями 3. Затем заготовку 8 обмотки снимают с шаблона 2 и формуют ее, одновременно сдвигая на расстояние, равное половине длины окружности якоря 4 (щаг обмотки). При этом секции 3 одной стороны заготовки 8 по активной части вкладывают в межсекционНые пазы 9 другой стороны до получения обмотки в виде плоской ленты. После этого заготовку 8 обмотки укладывают вокруг якоря 4, вкладывая секции 3 одного конца заготовки обмотки в межсекционные пазы 9 второго конца. Обмотку закрепляют на якоре 4 и формуют лобовые части. Затем якорь 4 с обмоткой пропитывают электроизоляционным компаундом и полимеризуют в форме. Предлагаемый способ позволяет получать однослойные обмотки для беспазовых якорей машин постоянного тока. Этот способ легко механизировать, что увеличит производительность и улучшит условия труда. Формула изобретения Способ изготовления обмотки беспазового якоря машины постоянного тока, включающий намотку заготовки обмотки на шаблон, скрепление витков активной части об-. мотки, формовку заготовки в плоскую ленту со сдвигом на щаг обмотки и укладку заготовки на якорь, отличающийся тем, что, с целью расщирения технологических воз.можностей за счет обеспечения изготовления однослойной обмотки, намотку заготовки ведут с шагом, равным удвоенной ширине секций обмотки, а формование заготовки осуществляют вкладыванием частей секций одной стороны заготовки в межсекционные пазы другой стороны, при этом вкладывание частей секций концов одной стороны заготовки в межсекционные пазы концов другой стороны ведут во время укладки заготовки На якорь. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 612350, кл. Н 02 К 15/04, 1976. 2.Авторское свидетельство СССР № 208810, кл. Н 02 К 15/04, 1965.
/
/ 7 3 Фиг Л
