5
|С/)
h
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРЕХВАЛКОВЫЙ СТАН ВИНТОВОЙ ПРОКАТКИ И ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2009737C1 |
| СПОСОБ МНОГОПРОХОДНОЙ РЕВЕРСИВНОЙ ВИНТОВОЙ ПРОКАТКИ ПРУТКОВ БОЛЬШОГО ДИАМЕТРА | 2018 |
|
RU2693418C1 |
| СПОСОБ НАСТРОЙКИ ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2030931C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОФИЛЕЙ МЕЛКИХ СЕЧЕНИЙ И ПРОКАТНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2037345C1 |
| СПОСОБ ВИНТОВОЙ РЕВЕРСИВНОЙ ПРОКАТКИ СОРТОВОГО МЕТАЛЛА | 1992 |
|
RU2030932C1 |
| Привалковая арматура прокатного стана | 2016 |
|
RU2625517C1 |
| ТРЕХВАЛКОВЫЙ КАЛИБР И СПОСОБ ЕГО НАСТРОЙКИ | 1992 |
|
RU2056956C1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ КРУГЛЫХ ПРОФИЛЕЙ | 1994 |
|
RU2073572C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ С ФАЛЬЦЕВЫМ ШВОМ | 2003 |
|
RU2260499C2 |
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |
Изобретение относится к обработке металлов давлением и касается настройки трехвалковых станов винтовой прокатки.
Наиболее близким из известных технических решений к предлагаемому является способ настройки трехвалкового стана винтовой прокатки, который включает установку верхнего и нижних рабочих валков на калибр, наименьший по размерному сортаменту, при их начальном размещении вокруг оси прокатки через 120°, последующее радиальное относительно оси этого калибра перемещение валков при переходе на другие калибры, причем величина перемещения всех трех валков в известном способе одинакова.
При настройке tpexвaлкoвoro стана винтовой прокатки по известному способу постоянное положение сохраняет ось прокатки, совпадающая с осью стана и осью прокатываемой заготовки. Поэтому при прокатке заготовок и прутков разного диаметра ее нижняя образующая не остается на одном уровне, а поднимается при уменьшении диаметра заготовки или прутка и опускается при его увеличении.
Недостатком известного способа настройки трехвалковых станов винтовой прокатки является то, что для осуществления процесса прокатки заготовок и прутков широкого размерного сортамента требуется наличие сложного оборудования входной и выходной сторон стана, с помощью которого заготовка удерживается на оси прокатки. Поэтому, как правило, на выходной стороне стана применяют сложные рычажные це.нтрователи, а на входной стороне - регулируемые по высоте желоба. При уменьшении /мламетра заготовки или прутка для удержания их на оси прокатки уменьшают раствор рычажных центрователей или устанавливают нижнюю образующую желоба на более высокий уровень.
Наибольшее перемещение нижней об разующей заготовки, а следовательно, и более сложное оборудование на входе и выходе стана требуется при винтовой прокатке крупных слитков, осуществляемой в несколько , с большими (до 50%) суммарными обжатиями. При этом настройку желобов на входе и выходе необходимо осуществлять после каждого прохода, что увеличивает время пауз между проходами, а следовательно, снижает производительность.
При неправильной настройке входной и выходной сторон стана относительно оси калибра ухудшаются условия захвата заготовки валками, а в процессе прокатки происходит значительное биение переднего и заднего концов раската о входную и выходную стороны стана, что приводит к поломкам оборудования и увеличению времени на его ремонт.
Целью изобретения является упрощение конструкции и эксплуатации оборудования входной и выходной сторон стана путем сохранения уровня, нижней образующей раската и повышение за счет этого производительности.
0 Поставленная цель достигается тем, что в способе настройки трехвалкового стана, включающем установку верхнего и нижних рабочих валков на калибр, наименьший по размерному сортаменту, при их начальном
5 размещении вокруг оси прокатки через 120° и последующее радиальное относительно оси этого калибра перемещение валков при переходе на другие калибры, радиальное перемещение нижних валков производят на
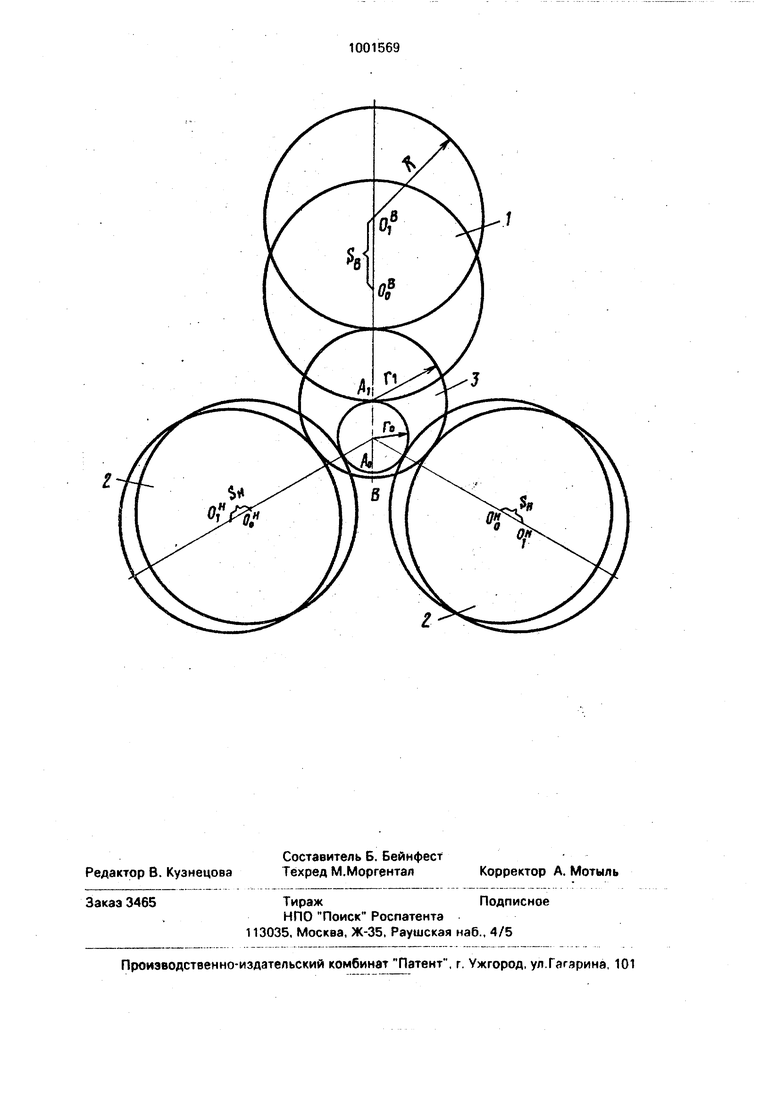
0 величину а 4,1-8 раз меньшую величины радиального перемещения верхнего валка. На чертеже изображен очаг деформации в плоскости, соответствующей пережиму валков, поперечное сечение.
5 Верхний рабочий валок 1 и нижние рабочие валки 2 образуют определенный калибр, равный диаметру раската 3.
Настройка стана по описываемому способу происходит следующим образом. Уста0 новка рабочих валков вокруг оси прокатки через 120 на наименьший в сортаменте етана калибр соответствует положению осей е точках Оо, Оо, Оо. При переходе на больший калибр производят радиальное от5 носительно оси первого калибра перемещение всех валков, причем нижние валки 2 перемещают на величину в 4,1-8 раз меньшую величину перемещения верхнего валка 1. В этом случае нижняя образующая раска0 та остается на одном уровне, а оси валков занимают положение Oi, Oi, Oi. Ось калибра смещается в положение Ai.
Конкретные величины перемещения верхнего и нижних валков зависят от диа5 метра первоначального и конечного калибров, радиуса рабочих валков, расстояния от оси пересечения плоскостей перемещения осей валков (точка АО) до нижней образующей заготовки (точка В) и определяются ге0 ометрическими параметрами очага . деформации.
Пусть за период настройки верхний валок переместился на величину SB, а нижние на величину SH. Тогда для того, чтобы ниж5 няя образующая раската оставалась на одном уровне, верхний валок надо переместить на величину, равную разнице диаметров конечного di и начального do калибров
SB di-do 2(ri-ro).
Величина перемещения нижнего валка за период настройки будет равна
SH V(R + ri)2-3/4{ri-ro)2.
где R - радиус валка в начале калибрующего участка;
Го - радиус калибра при симметричном очаге деформации - расстояние от оси пересечения плоскостей перемещения осей валков (точка АО) до нижней образующей заготовки (точка В).
Расчеты показывают, что для действующих ипроектируемых станов винтовой прокатки
SH
При мер. На трехвалковом стане осуществляют прокатку заготовки диаметром 120 мм в круглую заготовку диаметром 50 мм за семь-проходов.
Настройку стайа на калибры 110, 100, 90, 80, 70, 60 и 50 мм производят путем радиального перемещения валков. Принимают диаметр рабочих валков 300 мм, радиус наименьшего калибра при симметричном очаге деформации 25 мм. Для того, чтобы нижняя образующая pacKata оставалась в постоянном положении, отношение SB/5 составляет при переходе с калибра 110 мм
Формулаизобретения
П СПОСОБ НАСТРОЙКИ ТРЕХВАЛКОВОГа СТАНА ВИНТОВОЙ ПРОКАТКИ преимущественно сортовых профилей, включающий установку верхнего и нижнего рабочих валков на калибр, наименьший по размерному сортаменту, при их начальном размещении вокруг оси прокатки через 120 и последующее радиальное
на калибр 100 мм 4,94, с кали1бра 100 мм на калибр 90 мм 4,77, с калибра 90 мм на калибр 80 мм 4,60, с калибра 80 мм на калибр 70 мм 4,43, с калибра 70 мм на калибр 60 мх 4,2 и с калибра 60 мм на калибр 50 мм 4,1. При разведении валков, с калибра 50 мм на калибр 110 мм для последующей прокатки необходимо вести настройку стана с от ношением 5в/8н 4,5, При такой настройке
стана нижняя образующая раската остается на одном уровне, что позволяет упростить конструкцию Оборудования на входе и выходе стана, которое может быть выполнено, например,: в виде массивных желобов с
закрывающимися крышками. Настройку стана при прокатке в этом случае можно осуществлять и с постоянным отношением SB/SH 4,5. Нижняя образующая заготовки при этом будет незначитбльно.(0,2Ч),7 мм)
изменять свое положение по высоте, что не требует дополнительной настройки вспомогательного оборудования.
Таким образом, иЪНдлъэование предлагаемого способа настройки позволяет увёличить производительнос- ь стана за счет сокращения времени вспомогательных опе раций, упростить конструкцию и Мсплуатацию оборудования входной и выходной сторон стана.V; ; - :---.; :;
(56) Данилов Ф.А. и др. Горячая прокатка труб, М.: Металлургиздат, 1962, с. 404.
относительно оси этого калибра перемещение валков при переходе на другие калибры, отличающийся тем, что, с целью упрощения конструкции и эксплуатации оборудования входной и выходной сторон стана путем сохранения уровня нижней образующей раската и повышения за счет этого производительности, радиальное пе: ремещение нижних валков производят на величину, в 4,1 - 8 раз меньшую величин радиального перемещения верхнего валка.
