Изобретение относится к устройству для изготовления порошковой проволоки в металлической оболочке с фальцевым швом диаметром 6...20 мм, используемой преимущественно для внепечной обработки стали и чугуна.
Известна технологическая линия для изготовления порошковой проволоки в металлической оболочке с фальцевым швом, содержащая последовательно расположенные разматыватель рулонов исходной ленты, формовочно-редукционный стан, состоящий из двух горизонтальных неприводных клетей, установленных перед дозирующим устройством для заполнения порошком сформированного из ленты желоба, уплотнителя порошка в желобе, выполненного в виде клети с индивидуальным приводом верхнего валка, за которым размещены неприводные вертикальные и горизонтальные формующие клети, специальное устройство для закрытия фальцевого шва в трубчатом профиле, редуцирующий двухклетевой блок из трехвалковых клетей, волочильный тянущий барабан, а также сматывающее устройство для смотки проволоки в бунт [1].
Известна линия для производства порошковой проволоки в металлической оболочке для обработки металлических расплавов, содержащая последовательно расположенные размоточное устройство ленты, формовочно-редукционный стан, состоящий из приводных горизонтальных и вертикальных формующих клетей, дозирующего устройства для заполнения порошком сформованного из ленты желоба, уплотнителя порошка в желобе, выполненного в виде клети с индивидуальным приводом верхнего валка, за которым установлены формующая вертикальная клеть и специальное неприводное роликовое устройство для формирования фальцевого соединения, редуцирующего блока клетей, выполненного в виде трехвалковой клети с приводными валками и калибрующей трехвалковой клети с неприводными валками, кроме этого групповой привод стана включает раздаточный редуктор, выходные валы которых соединены с рабочими валками посредством втулочно-шлицевых муфт, а также сматывающее устройство для формирования бунтов из проволоки [2].
Наиболее близкой к предлагаемому устройству является линия для изготовления порошковой проволоки в металлической оболочке с фальцевым швом, содержащая последовательно расположенные размоточное устройство ленты, формовочно-редукционный стан, состоящий из четырехклетевого блока горизонтальных клетей, установленных перед дозирующим устройством для заполнения порошком сформованного из ленты желоба, уплотнителя порошка в желобе, выполненного в виде клети с индивидуальным приводом верхнего валка, за которой размещены вертикальные и горизонтальные формующие и редуцирующие клети, при этом стан снабжен цепным приводом вращения рабочих валков, выполненным в виде цепных передач, охватывающих каждую пару соседних клетей, а выходной вал редуктора стана связан с приводным концом валка одной из клетей стана, а также сматывающее устройство для формирования бунтов из готовой проволоки [3].
Общими недостатками вышеперечисленных устройств являются:
1. При переходе на прокатку другого диаметра проволоки производится замена рабочих дисков во всех трехвалковых редуцирующих клетях стана, при этом простой технологической линии составляет от 5 до 7 часов.
2. Сложность устройства и отсутствие радиальной регулировки валков в приводной редуцирующей трехвалковой клети требует высокой точности изготовления калиброванных дисков и тщательной настройки клети при замене дисков.
3. Максимальная вытяжная способность редуцирующего блока из двух трехвалковых клетей составляет не более 8%.
4. Количество калиброванных дисков (роликов) в трехвалковом редуцирующем блоке в 1,5 раза больше, чем в блоке из клетей дуо.
5. Из-за сложности устройств редукционных трехвалковых клетей стоимость их изготовления в 3-4 раза выше, чем клеть дуо, кроме этого замена калиброванных дисков должна производиться квалифицированным слесарем.
Технической задачей изобретения является сокращение простоев технологической линии при переходе с прокатки одного диаметра проволоки на другой, путем упрощения замены калиброванных роликов в редуцирующих устройствах, расширение размерного сортамента проволок, прокатываемых из одной ширины исходной ленты, за счет повышения степени редуцирования порошковой трубчатой заготовки, а также уменьшение количества калиброванных роликов, используемых в редуцирующих блоках клетей.
Поставленная задача решается тем, что в предложенной технологической линии для изготовления порошковой проволоки в металлической оболочке с фальцевым швом, содержащей последовательно расположенные размоточное устройство, формовочно-редукционный стан, состоящий из четырехклетевого блока горизонтальных клетей, дозирующего устройства для заполнения порошком сформованного из ленты желоба, уплотнителя порошка в желобе, выполненного в виде клети с индивидуальным приводом верхнего валка, формирующего блока из вертикальных и горизонтальных клетей дуо, редуцирующего блока, а также сматывающее устройство для формирования бунтов из проволоки, согласно изобретению в линии установлен редуцирующий блок, выполненный из чередующихся вертикальных и горизонтальных клетей дуо консольного типа, выполненных с возможностью радиальной регулировки рабочих валков. Технологическая линия снабжена цепным приводом вращения рабочих валков с редуктором.
Регулировка рабочих валков осуществляется за счет того, что одна из валковых подушек вертикальной клети дуо редуцирующего блока выполнена с возможностью перемещения по двум цилиндрическим направляющим, установленными в горизонтальных сквозных отверстиях подушек, при этом одна из направляющих имеет резьбовой участок, взаимодействующий с резьбовой поверхностью сквозного отверстия подвижной подушки, и хвостовик под ключ. Кроме этого, в редуцирующей горизонтальной клети дуо на неподвижном корпусе нижней подушки закреплена стойка с направляющим пазом прямоугольного сечения, а в верхней подвижной подушке дополнительно выполнены два вертикальных отверстия, одно из которых резьбовое, при этом верхняя подушка установлена в направляющем пазу стойки и фиксируется в нем посредством двух цилиндрических направляющих, одна из которых с резьбой и хвостовиком под ключ.
При этом горизонтальные клети выполнены приводными с передаточным отношением, обеспечивающим увеличение скорости прокатки с учетом коэффициента вытяжки в предыдущей клети.
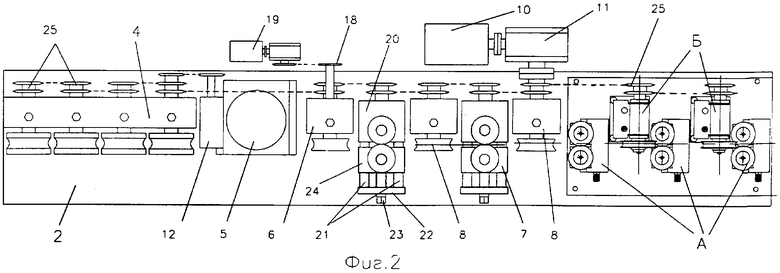
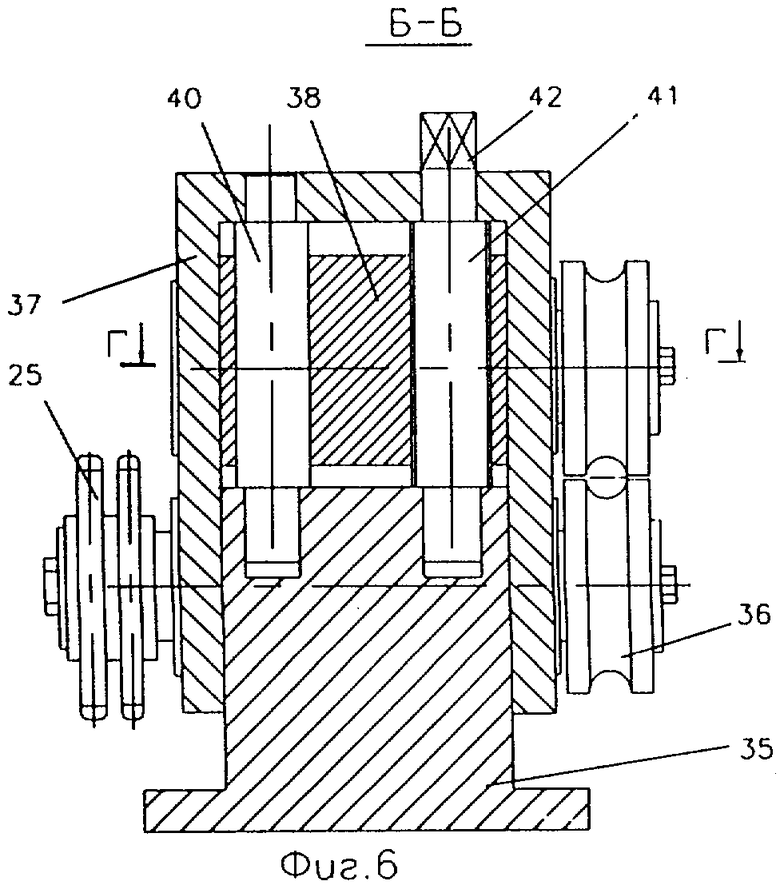
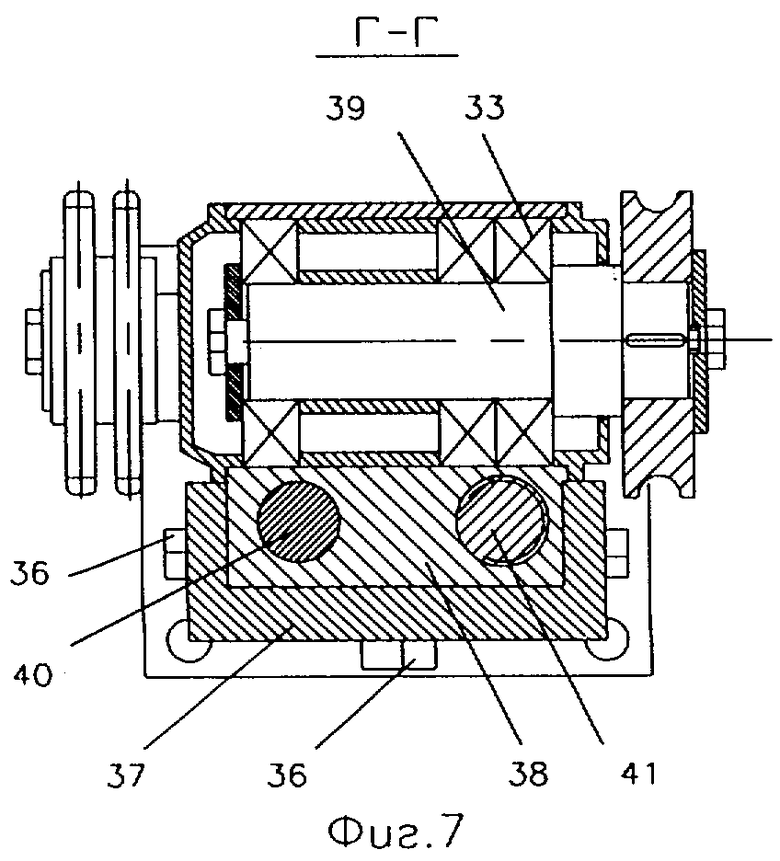
На фиг.1 схематично изображена технологическая линия для изготовления порошковой проволоки с фальцевым швом, совмещенная со схемой последовательного формирования профиля проволоки (буквенные обозначения от а до d3); на фиг.2 - формовочно-редукционный стан (вид сверху); на фиг.3 - пятиклетевой редукционный блок (вид сбоку); на фиг.4 - вертикальная клеть, разрез Д-Д на фиг.3; на фиг.5 - вертикальная клеть, разрез В-В на фиг.4; на фиг.6 - горизонтальная клеть, разрез Е-Е на фиг.3; на фиг.7 - горизонтальная клеть, разрез Г-Г на фиг.6.
Линия для изготовления порошковой проволоки с фальцевым швом включает последовательно расположенные размоточное устройство 1, формовочно-редукционный стан 2 и сматывающее устройство 3 (фиг.1 и 2). Стан 2 включает четырехклетевой блок 4, выполненный из горизонтальных клетей дуо, за которым установлены дозирующее устройство 5 и уплотняющая клеть 6 с индивидуальным приводом верхнего валка, четыре формующие клети дуо, из них две с вертикальным (7) и две с горизонтальным (8) расположением валков, а также редуцирующий блок 9, выполненный из пяти клетей дуо консольного типа, установленными с чередованием вертикального (А) и горизонтального (Б) расположения рабочих валков, при этом горизонтальные клети (Б) блока выполнены приводными с передаточным отношением, обеспечивающим увеличение скорости прокатки с учетом коэффициента вытяжки в предыдущей клети. Все рабочие клети и дозатор установлены на общей раме. С целью сокращения продолжительности замены рабочих калиброванных дисков все формующие и редуцирующие клети дуо выполнены с консольным расположением рабочих валков. Рабочие диски устанавливаются и фиксируются на консолях валов шпонками и болтами. Рабочие клети и транспортирующая лента дозатора имеют групповой привод, содержащий электродвигатель 10 и редуктор 11, выходной вал которого вращает нижний вал клети 8, соединенный цепными передачами с приводными валами остальных клетей. Вал червячного редуктора 12 привода транспортирующей ленты дозатора 5 связан цепной передачей с приводным валом четвертой клети блока 4, поэтому при изменении скорости прокатки на стане, прямо пропорционально изменяется скорость перемещения ленты дозатора, что обеспечивает стабильность объема шихты, засыпаемой в формируемый желоб при различных скоростях прокатки.
Формующая клеть дуо 8 с горизонтальными валками (фиг.1) включает нижнюю подушку 13, в которой смонтирован на подшипниках нижний приводной вал, а на верхней плоскости подушки 13 закреплены две цилиндрические колонны 14, на концах которых установлена траверса 15 с нажимным винтом 16. Подушка 17 верхнего валка установлена на колоннах 14 с возможностью перемещения от нажимного винта 16, который соединен кронштейном с подушкой 17. Уплотняющая клеть 6 с горизонтальными валками имеет индивидуальный привод верхнего валка, на приводном хвостовике которого установлена звездочка 18, и крутящий момент передается цепной передачей от индивидуального электродвигателя 19. Четырехклетевой блок 4 с горизонтальными валками, установленный перед дозатором 5 (фиг.1 и 2), имеет общую нижнюю подушку, на которой закреплены четыре пары цилиндрических колонн, и общую траверсу для установки нажимных винтов. На каждой паре колонн общей нижней подушки смонтированы индивидуальные подушки верхних валков, связанные посредством кронштейнов с нажимными винтами.
Формующая клеть дуо 7 с вертикальными валками (фиг.1 и 2) включает неподвижную левую подушку 20, в которой смонтированы на подшипниках горизонтальный и вертикальный валы, связанные между собой коническими шестернями, а на передней торцевой плоскости подушки 20 закреплены две цилиндрические колонны 21, на концах которых установлена траверса 22 с нажимным винтом 23. Подушка 24 правого валка установлена на колоннах 21 с возможностью перемещения вдоль колонн от нажимного винта 23, который связан кронштейном с подушкой 24. Во всех формующих и горизонтальных редуцирующих клетях дуо приводным является только один рабочий валок, на приводном хвостовике которого закреплена звездочка 25 для передачи крутящего момента от группового привода 10 посредством цепной передачи.
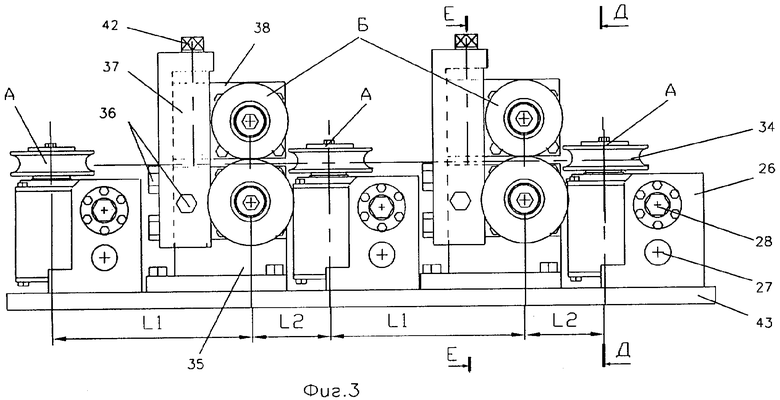
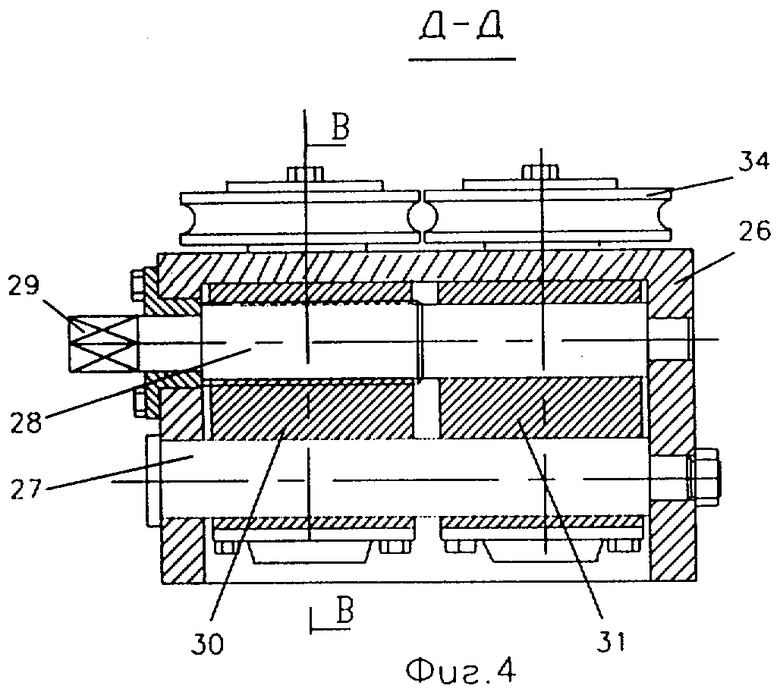
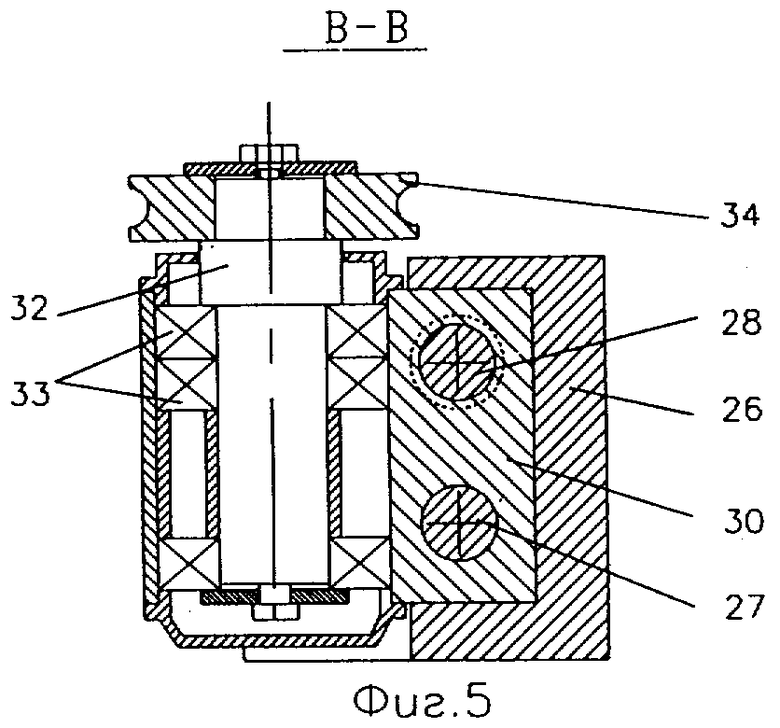
Неприводная вертикальная клеть дуо (А) редуцирующего блока 9 включает корытообразный корпус 26 (фиг.3, 4 и 5), в котором на двух цилиндрических направляющих 27 и 28, при этом верхняя 28 имеет резьбовой участок и хвостовик 29 под ключ, установлены с возможностью перемещения правая 30 и левая 31 подушки, в каждой из которых выполнены вертикальное отверстие, в котором монтируется рабочий вал 32 на подшипниках 33, и два горизонтальных отверстия, соответствующих цилиндрическим направляющим 27 и 28, при этом на правой подушке 30 верхнее отверстие резьбовое. Положение правой подушки 30 относительно оси прокатки регулируется вращением направляющей 28 посредством хвостовика 29 и гаечного ключа. Калиброванные диски 34 установлены на консолях рабочих валов 32 и закреплены шайбой и болтом.
Приводная горизонтальная клеть дуо (Б) редуцирующего блока 9 (фиг.3, 6 и 7) включает нижнюю подушку 35, в которой смонтирован на подшипниках нижний приводной вал со звездочкой 25, кроме этого на подушке 35 закреплена болтами 36 массивная стойка 37 с направляющим пазом прямоугольного сечения, в котором верхняя подушка 38 может перемещаться по высоте. В верхней подушке 38 выполнены горизонтальное отверстие, в котором смонтирован рабочий вал 39 на подшипниках 33, а также два вертикальных отверстия, одно из которых резьбовое, для прохода через подушку цилиндрической 40 и резьбовой 41 направляющих. Подушка верхнего валка 38 установлена в направляющем пазу стойки 37 и фиксируется в нем по высоте посредством резьбовой направляющей 41, имеющей хвостовик 42 под ключ, и цилиндрической направляющей 40, при этом верхние утоненные концы направляющих 40 и 41 установлены в соответствующие отверстия упора стойки 37, а нижние утоненные концы установлены в соответствующие глухие отверстия нижней подушки 35. При вращении хвостовика 42 резьбовой направляющей 41 поднимается или опускается верхняя подушка 38, т.е. резьбовая направляющая 41 выполняет функцию нажимного устройства. Вертикальная (А) и горизонтальная (Б) клети смонтированы на плите 43.
Такое конструктивное решение вертикальной и горизонтальной клетей редуцирующего блока вызвано стремлением максимально уменьшить расстояние L2 между очагами деформаций в горизонтальной и вертикальной клетях во избежание сваливания заготовки овального сечения в круглом калибре вертикальной клети (см. фиг.3).
Работа линии при производстве порошковой проволоки с фальцевым швом осуществляется следующим образом.
В размоточное устройство 1 линии (фиг.1) устанавливается кассета с рулоном исходной ленты, и передний конец ленты подается к первой клети стана 2. В горизонтальных валках четырехвалкового блока 4 исходной ленте последовательно придается форма сечения b, с, k и i. В U-образный желоб i с различной высотой стенок дозатором 5 засыпается порошковый материал, после чего заготовка f поступает в калибр уплотняющей клети 6, в которой порошок разравнивается и уплотняется в соответствии с конфигурацией калибра, при этом скорость вращения верхнего валка клети 6 синхронизирована с движением заготовки f. Затем заготовка j с уплотненной шихтой поступает в калибр формующей вертикальной клети 7, где производится свертывание U-образного желоба j в трубчатую заготовку h с отбортовкой краев желоба под фальцевое соединение. Трубчатая заготовка h поступает в клеть 8, где элемент отбортовки М (поз. h) подгибается вниз (поз. I) на угол 40-60°, а в следующей вертикальной клети 7 приводными валками осуществляется окончательное закрытие вертикального фальца и его наклон вправо на 40-50° (поз. m), затем заготовка m поступает в калибр горизонтальной клети 8, где производится вдавливание наклоненного фальца с образованием овального сечения n1, и лежачего фальцевого шва 44, а также гофра 45. Далее порошковая заготовка n1 поступает в пятиклетевой редуцирующий блок 9, где последовательно редуцируется в готовые круглые профили d1, d2, d3, при этом d1>d2>d3. В первой вертикальной клети блока из овальной заготовки n1 формируется круглый профиль d1. Во второй клети (горизонтальной) из профиля d1 прокатывается овальное сечение n2, из которого в третьей клети (вертикальной) формируется круглый профиль d2, в четвертой клети (горизонтальной) из круга d2 прокатывается овальное сечение n3, которое усилием барабана моталки 3 протягивается через калибр последней неприводной вертикальной клети на круглый профиль d3. Работа продолжается до заполнения барабана намоточного устройства 3, после чего линия останавливается, производится обрезка проволоки, смотанный бунт снимается с моталки, закрепляется за барабан обрезанный конец и линия вновь вводится в работу.
При использовании одной ширины исходной ленты из последней формующей клети 8 выходит постоянный размер порошковой заготовки n1 (фиг.1), который может быть проредуцирован в редуцирующем блоке на готовые диаметры проволоки d1, d2 и d3.
В процессе изготовления проволоки диаметром d1 в прокатке задействована только первая клеть А редуцирующего блока 9, валки остальных клетей блока 9 полностью разведены или сняты с клетей. При изготовлении проволоки диаметром d2 в редуцировании участвуют первые три клети блока 9, а при изготовлении проволоки диаметром d3 в редуцировании задействованы все клети блока 9.
Основные преимущества предлагаемой линии в сравнении с прототипом:
1. Простой технологической линии при переходе на прокатку другого диаметра проволоки составляет от 20 до 40 минут.
2. Данный редуцирующий блок позволяет производить суммарное уменьшение поперечного сечения порошковой заготовки n1 от 0 до 30%, что увеличивает максимальный сортамент проволок, изготавливаемых из одной ширины исходной ленты.
3. Количество калиброванных дисков (роликов) в редуцирующем блоке из клетей дуо в 1,5 раза меньше, чем в блоке из трехвалковых клетей.
4. Из-за упрощения устройства редуцирующей клети дуо консольного типа, стоимость ее изготовления в 3-4 раза ниже трехвалковой клети, кроме этого замена калиброванных дисков производится вальцовщиком без помощи квалифицированного слесаря.
Предложенное устройство технологической линии реализовано на ЧСПЗ при проектировании оборудования новой линии для производства порошковой проволоки диаметром 8-20 мм. Промышленные испытания опытного образца новой линии показали положительные результаты. Так, из исходной ленты шириной 64 мм устойчиво изготавливается готовая проволока диаметром 15, 14 и 13 мм в пределах допускаемых отклонений на размеры.
Источники информации
1. Патент РФ N 2086380 C1, B 23 K 35/40, B 22 F 5/12, 1997.
2. Патент РФ N 2110385 C1, B 23 K 35/40, B 22 F 3/00, B 22 F 7/04, 1998.
3. Патент РФ №2203169 С2, B 23 K 35/40, B 22 F 5/12, 2003.
Изобретение относится к устройству для изготовления порошковой проволоки в металлической оболочке с фальцевым швом диаметром 6-20 мм, используемой преимущественно для внепечной обработки стали и чугуна. Задача изобретения - расширение размерного сортамента проволоки, изготавливаемой из исходной ленты одной ширины. Линия снабжена редуцирующим блоком, состоящим из чередующихся вертикальных и горизонтальных клетей дуо консольного типа, выполненных с возможностью радиальной регулировки рабочих валков. Горизонтальные клети выполнены приводными с передаточным отношением, обеспечивающим увеличение скорости прокатки с учетом коэффициента вытяжки в предыдущей клети. Линия имеет механизмы настройки, регулировки валков. Изобретение обеспечивает уменьшение простоев оборудования при переходе на прокатку проволоки другого диаметра, а также уменьшение числа калиброванных роликов в редуцирующем блоке клетей. 7 ил.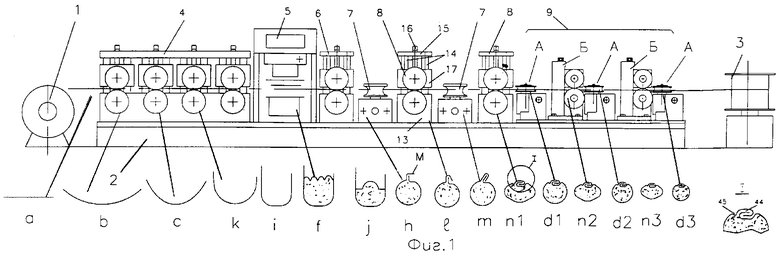
Технологическая линия для изготовления порошковой проволоки с фальцевым швом, содержащая последовательно расположенные размоточное устройство, формовочно-редукционный стан, состоящий из четырехклетевого блока горизонтальных клетей, дозирующего устройства для заполнения порошком сформованного из ленты желоба, уплотнителя порошка в желобе, выполненного в виде клети с индивидуальным приводом верхнего валка, формующего блока из горизонтальных и вертикальных клетей дуо, редуцирующего блока, а также сматывающее устройство для формирования бунтов из проволоки, отличающаяся тем, что редуцирующий блок состоит из чередующихся вертикальных и горизонтальных клетей дуо консольного типа, выполненных с возможностью радиальной регулировки рабочих валков, горизонтальные клети редуцирующего блока выполнены приводными с передаточным отношением, обеспечивающим увеличение скорости прокатки с учетом коэффициента вытяжки в предыдущей клети, одна из валковых подушек вертикальной клети дуо редуцирующего блока выполнена с возможностью перемещения по двум цилиндрическим направляющим, установленным в горизонтальных сквозных отверстиях подушек, причем одна из направляющих имеет резьбовой участок, взаимодействующий с резьбовой поверхностью сквозного отверстия подвижной подушки, и хвостовик под ключ, в редуцирующей горизонтальной клети дуо на неподвижном корпусе нижней подушки закреплена стойка с направляющим пазом прямоугольного сечения, а в верхней подвижной подушке дополнительно выполнены два вертикальных отверстия, одно из которых резьбовое, при этом верхняя подушка установлена в направляющем пазе стойки и фиксируется в нем посредством двух цилиндрических направляющих, одна из которых выполнена с резьбой и хвостовиком под ключ.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |

