Резка И фрезеровка велосипедных педалей, изготовляемых из профилированнаго резиновото шнура, производятся на токарпых станках.
Предлагаемый для этой цели станок обладает высокой производительностью по сравнению с токарным станком и благодаря автоматической реэке и фрезеровке позволяет получать стандартные детали.
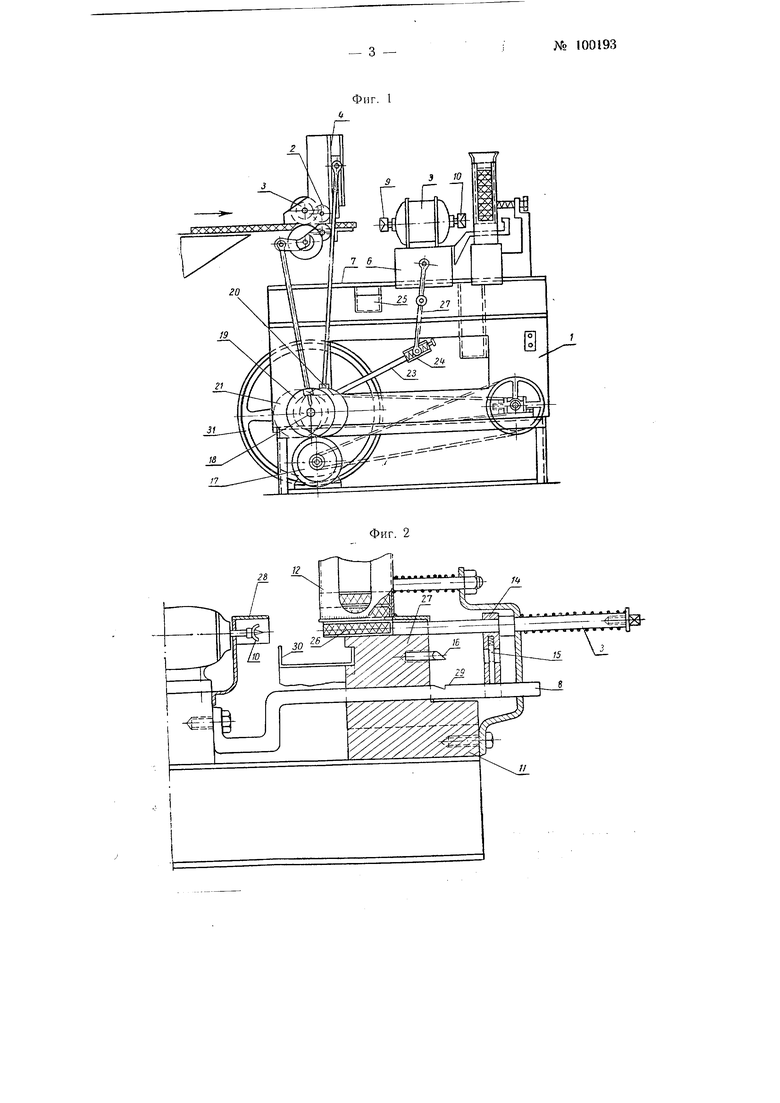
На фиг. 1 схематически изображен боковой вид станка; на фиг. 2 - вид правой голОВки станка.,
На сварной станине / размещены; передняя головка, подвижной электродвигатель с двумя торцевыми фрезами, задняя голотака и привод. Передняя головка состоит из пары подающе-мерительных ролико1В 2 с шестеренно-храповым механизмом 3 для захвата шнура и гильотинного ножа 4.
Электродвигатель 5 установлен на раме 6, движущейся возвратно-поступательно по салазкам 7 между передней и задней головками. На раме укреплена тяга 8. На концах вала электродвигателя насажены торцевые фрезы 9 и 10.
Задняя головка состоит из стойки //, ПОДВИЖНОЙ подпружиненной обоймы 12 с отфрезованными с одной стороны велосипедными педалями подпружиненного выталкивателя 13 готовых изделий, поводка 14, выталкивателя с защелкой 15 и бойка 16.
Привод состоит из электродвигателя 17, приводящего во вращение вал IS с расположенными на нем эксцентриком 19, управляющим работой храпового механизма и подающе-мерительных роликов; эксцентриком 20, управляющим движением гильотинного ножа 4, и эксцентриком 21, управляющим через балансир 22 движением рамы 6 с фрезерующим электродвигателем.
Для задержки рамы 6 в крайних положениях в момент фрезеровки торцев велосипедных педалей тяга 23 эксцентрика 21 соединена с балансиром пружинным шарниром 24.
Работа стайка происходит следующим образом.
Вулканизованный педальный шнур со сквозным отверстием вводится в подающе-мерительные ролики 2, которые С помощью шестеренно-храпового механизма 3 протаскивают Щ1нур на установленную длину.
Электродвигатель 5 в это время находится в крайнем левом положении и его левая фреза 9 обрабатывает торец шнура, который при отходе фрезы, отрезается ножом 4, и отфрезерованная таким образом с одного коНца велосипедная ледаль падает в сборник 25. Из этого сборника отфрезерованные с одного конца велосипедные педали вручнзЮ переносятся в обойму 12 задней головки.
Отфрезеровав торец велосипедной педали левой фрезой 9, электродвигатель движется к задней головке. В это время нижняя велосипедная педаль 26, из числа уложенных в обойму 12, хежит на площадке 27, накрытая столбоМ педалей, уложенных в обойме 12. Двигаясь вправо, электродвигатель ограждением 28 правой |фрезы 10 отодвигает обойму 12 вправо, обнажая необработанный торец велосипедной педали 26, который при дальнейшем двнж&н}ш электродвигателяотфрезеровывается.
Одновременно с перемещением электродвигателя движется вправо и прикрепленная к его раме тяга 8. Дойдя своим вырезом 29 до подпружиненной защелки 15, тяга 8, защелкивается ею и вместе с рамой б под действием балансира 22 начинает движение влево. Вместе с нею в этом направлении двигается, защелкнутый поводок 14, который влечет связан гый с НИ1М жестко выталкиватель 13, сбрасывающий отфрезерованную велосипедную педаль 26 в лоток 30.
При дальнейшем движении электродвигателя влево подпружиненная обойма, освобожденная ог давления ограждения 28, и, отодвигаясь влево, занимает прежнее положение, а поводок 14, упираясь в боек 16, освобождает защелку 15. В результате этого подпружиненный выталкиватель 13 с поводком возвращается в прежнее, крайнее правое положение, а из обо-ймы 12 на площадку 27 выпадает очередная велосипедная педаль, и затем работа автомата возобновляется, как описано выше.
Для наладки станка вручную на вал 18 насажен щтзфвал 31.
Предмет изобретен и-я
1.Станок-полуавтомат для изготовления резиновых велопедалей из профилированнОГО вулканизированного шнура, отличающийся тем, что выполнение последовательных операций по фрезеровке переднего торца, отрезке от щнура, фрезеровке заднего торца и выталкиванию готовых велосипедных педалей осуществляется приводом и тремя исполнительными узлалти: передней головкой, включающей в себя подающе-мерительные ролики и гильотинный нож, двумя торцевыми фрезами, укрепленными на концах вала электродвигателя, движущегося возвратно-поступательно по салазкам между передней и задней головкой, включающей в себя обойму с отфрезерованными с одной стороны велопедалями и подпружиненный выталкиватель готовых изделий, приводимый в движение рамой фрезерующего электродвигателя.
2.Форма выполнения станка по п. 1, отличающаяся тем, что последовательность работы его исполните.чьных узлов осз ществляется приводом, состоящим из электродвигателя и сидящих на одном валу трех эксцентриков с тягами, два из которых зшравляют работой подающе-мерительных роликов и ги«1ьотинного ножа, а третий через балансир сообщает возвратно-поступательное движение фрезерующему электродвигателю, причем для задержки его в крайних положениях, для отфрезеровки торцев велопедалей, тяга его эксцентрика соединена с балансиром с помощью пружинного щарнира.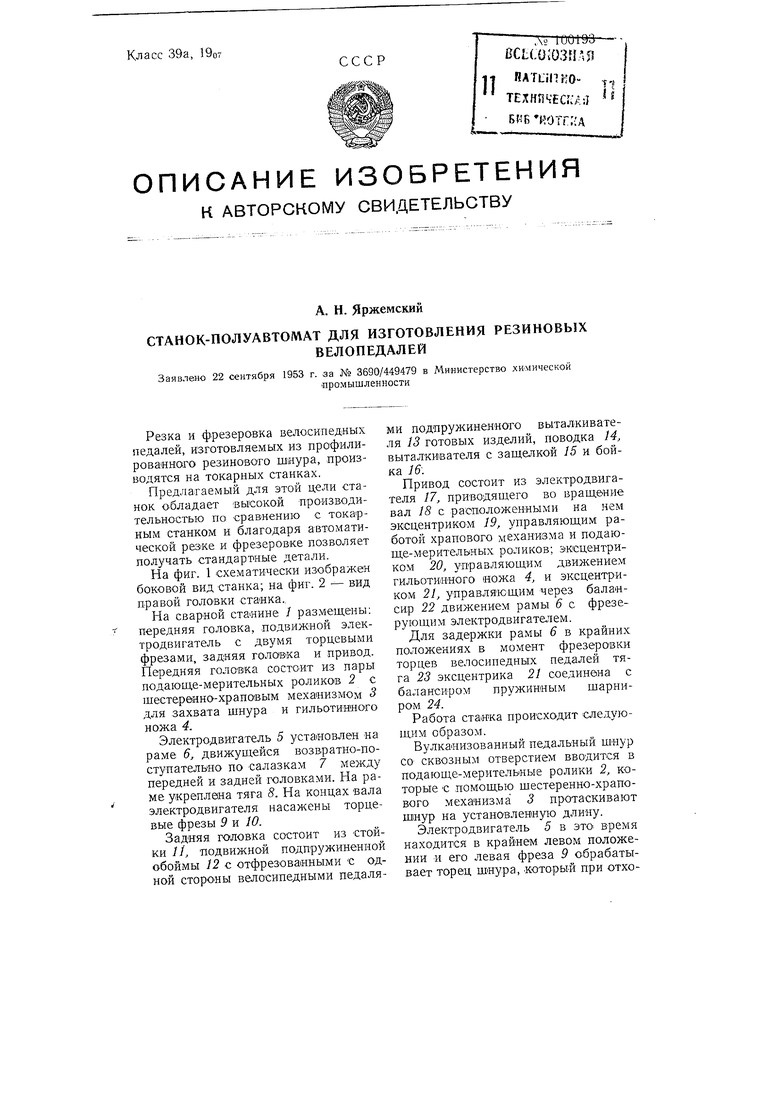
| название | год | авторы | номер документа |
|---|---|---|---|
| Возвратно-поступательный ножной привод для велосипеда | 2022 |
|
RU2780873C1 |
| Устройство для амортизации ударов кольцевого барабана "Анклепф"-машины | 1946 |
|
SU70927A1 |
| УСТРОЙСТВО для ИЗМЕРЕНИЯ ПОТЕРЬ НА ТРЕНИЕ В УЗЛАХ ВЕЛОСИПЕДА | 1968 |
|
SU210440A1 |
| Круглопильный станок для продольной распиловки шпального сырья | 1960 |
|
SU139419A1 |
| Веломобиль | 1986 |
|
SU1399210A1 |
| ВЕЛОСИПЕД РИКАМБЕНТ С ИЗМЕНЯЕМОЙ ПОСАДКОЙ | 2015 |
|
RU2622315C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ДЛИННОМЕРНОГО МАТЕРИАЛАВСЕСОЮЗНАЯ11Я?|1Т§10-ТЕХНН'{?01! | 1972 |
|
SU332902A1 |
| ПОВОЗКА С РЫЧАЖНО-ПРУЖИННЫМ ПРИВОДОМ | 1915 |
|
SU1214A1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2007 |
|
RU2351461C2 |
| ВСЕСОЮЗНА Pi г «rrJifUO ТГ"-??!!.?!'"'";'JC | 1973 |
|
SU369981A1 |