Изобретение относится к автоматам Д11Я. навивки пружин и может найти применение при изготовлении пружин.
Известен автомат для навивки пружин, содержащий блок управления витками при ндвивке, выходы которого соединены с входами логической схемы ИЛИ, а входы - с выходом датчика числа оборотов шпинделя, и исполнительный механизм Cl.
Недостатком известного автомата является невысокая производительность .
Целью изобретения является повышение производительности.
Поставленная цель достигается тем, что автомат для навивки пружин, содержащий блок управления витками при навивке, выходы которого соединены с входами логической схемы ИЛИ, а . входы - с выходом датчика числа оборотов шпинделя, и исполнительный механизм, имеет дополнительный датчик числа оборотов шпинделя, блок управления прецизионной навивкой, логический блок, триггер и логическую схему И, а исполнительный механизм снабжен блоком электромагнитов и реле, -при этом выход дополнительного датчика оборотов шпинделя связан.с
первыми входами блока управления прецизионной навивкой, второй вход которого дополнительно соединен с выходом датчика числа оборотов шпинделя, .а третий вход - с выходом логической схемы ИЛИ, его первые выходы через триггер подключены к входам блока электромагнитов, вторые его выходы через логическую-схему И
10 соединены с входом реле, причем выход логического блока соединен с управляющим входом блока управления витками при навивке, а входы дополнительно связаны с входом блока уп15равления витками при навивхе и выходами блока управления прецизионной навивкой.
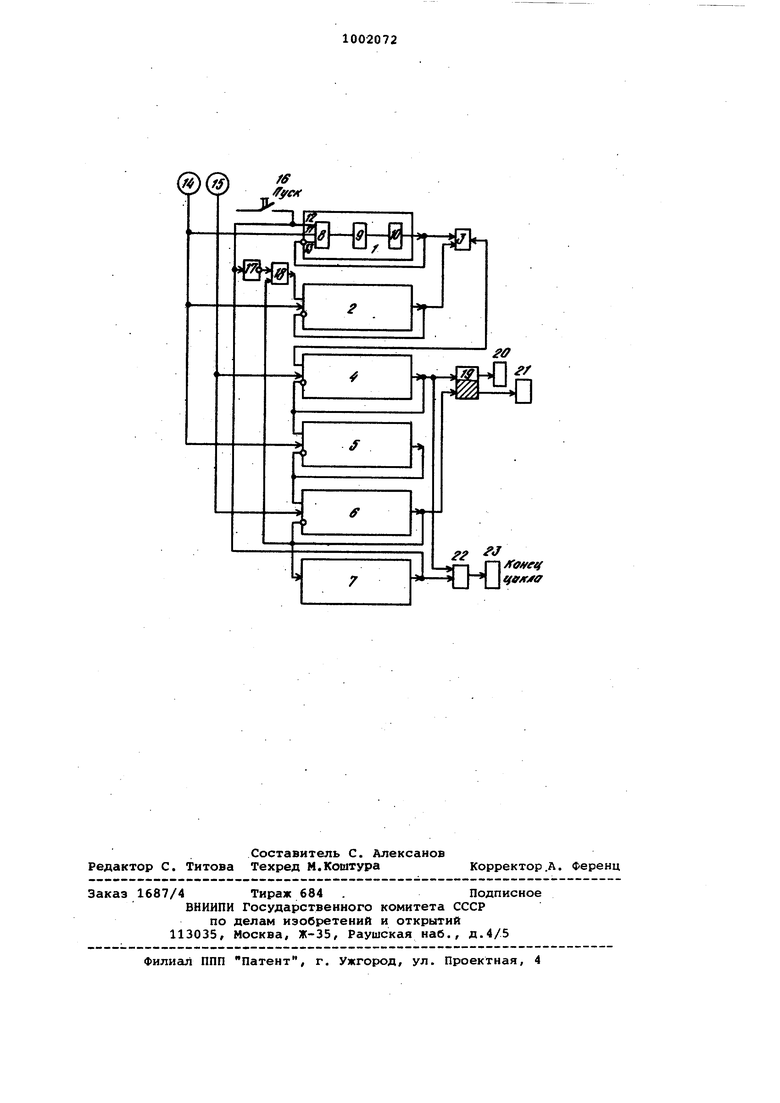
На чертеже приведена блок-схема автомата.
20
Автомат для навивки пружин содержит блок управления витками при навивке, выполненный .в виде узла управления поджатыми витками в начале и в конце навивки 1 и узла управления
25 поджатыми витками в середине навивки 2, подключенных через логическую схему ИЛИ 3 к последовательно сое-, диненным узлам управления десятыми долями поджатых витков 4, рабочими 30 витками 5, десятыми долями рабочих витков 6, количеством пружин на оправке 7, которые вместе взятые обра зуют блок управления прецизионной навивкой. Каждый из указанных узлов управления состоит из распределител импульсов 8, соединенного через переключатель 9 со схемой совпадения 10, при этом каждый распределитель |импульсов 8 имеет три входа: счетный 11, запускающий 12, служащий для включения в работу любого узла управления при поступлении сигнала на его вход, и сбрасывающий 13, слу жащий для отключения блока уПравле-ния при поступлении сигнала на этот ход. Блок управления количеством пружин на оправке 7 имеет лишь счет ный вход 11. Счетные входы 11 узлов управлени 1, 2, 5 целыми витками подключены к датчику числа оборотов шпинделя 1 а счетные входы 11 узлов управления 4,6 десятыми долями витков к дополнительному датчику 15 числа оборотов шпинделя. Оба датчика 14 и 15 бесконтактные и установлены на стан не станка, а на шпинделе станка уст новлены соответственно им переключающие пластины; для датчика 14 одна пластина, а для датчика 15 десять пластин, распределенных равн мерно по кругу. Запускающий вход 12 распределителя импульсов 8 узла управления поджатыми витками в начале и в конце навивки 1 соединен с кноп кой Пуск 16 и выходом узла управления количеством пружин на оправке 7. Выход узла управления количес вом пружин на оправке 7 соединен та же через схему ИЛИ-НЕ 17 с первым -. входом cxeNttj И 18, выход которой со дичен с запускающим входом 12 распределителя импульсов 8 узла управления поджатыми витками в середине навивки 2. Схема ИЛИ-НЕ 17 и схема И входят в состав логического блока. Выходы узлов управления десятыми долями поджатых 4 и рабочих 6 витков соединены соответственно с первьм и вторым входами триггера 19 управляющего исполнительным /механизмом каретки. К выходам триггера 19 подключены электромагниты 20 и -21 исполнительного механизма, обеспечивающие режим движения каретки при навивке, соответственно рабочих и поджатых витйов, Выходы узлов управления десятыми долями поджатых витков 4 Иколичеством пружин на оправке 7 подключены соответственно к первому и второму входами логической схемы И 22, выход которой соединен с реле 23 Конец цикла. Выход узла управления десятыми долями рабочих витков 6 соединены также с вторым входом схемы И 18. Выход каждого узла управления 1, 2, 4, 5, 6 соединен со сбрасывающим входом 13 своего же узла. Автомат для навивки пружин работает следующим образом. Перед включением в работу переключателями 9 всех узлов управления задают необходимые количества рабочих витков, поджатых витков в на чале, в конце и в середине навивки, десятых долей рабочих и поджатых витков и количество пружин на оправке. В исходном состоянии триггер 19 находится в положении, при котором включен электромагнит 21. При нажатии кнопки Пуск 16 сигнал, пришедший на запускающий вход распределителя импульсов 8 узла управления поджатыми витками в начале и в конце навивки 1 включает данный узел управления. Пои включении узла управления 1 импульсы от датчика числа Оборотов шпинделя 14 через счетный вход 11 распределителя импульсов 8 поступают в узел управления 1. При отсчете числа импульсов, равного числу, заданному установкой переключателя 9 узла управления 1 на выходе схемы совпадения 10 данного узла управления появляется сигнал, который поступает на запирающий вход 13 распределителя импульсов 8 своего же узла управления и через логическую рхему ИЛИ 3 на запускающий вход 12 узла управления десятыми долями поджатых витков 4, включает этот узел управления. При включении узла управления 4 импульсы от датчика числа оборотов шпинделя 15 через счетный вход 11 распределителя импульсов 8 поступают в узел 4. При отсчете числа импульсов, равного числу,заданному установкой переключателя 9, на выходе узла управления 4 появляется импульс, запирающий свой узел управления и запускающий в работу узел управления рабочими витками 5, а также переводящий триггер 19 в состояние, которое обеспечивает режим рабочих витков. После навивки заданного числа рабочих витков аналогично включается узел управления десятыми долями рабочих витков 6. После отсчета десятых долей рабочих витков .импульс с выхода узла управления 6 запирает свой узел управления, переключает триггер 19 опять в состояние навивки поджатых витков, поступает на. счетный вход 11 узла управления количеством пружин на оправке 7 и на первый вход схемы И 18. Так как с выхода узла управления количеством пружин на оправке 7 сигнал отсутствует, то второй вход схемы И 18 через схему ИЛИ-НЕ 17 постоянно включен. Включается узел управления поджатыми витками в середине навивки 2. После навивки поджатых витков в середине через логическую схему ИЛИ 3 опять включается узел управления десятыми долями поджатых витков 4, а после навивки десятых до лей поджатых витков триггер 19 опять переключается в положение, обеспечивающее навивку рабочих витков. Далее включается в работу узел управления рабочими витками 5, затем узел управления десятыми долями рабочих витков б.
В процессе навивки с выхода узла управления десятыми долями рабочих витков б каждый раз поступает импуль на счетный вход 11 распределителя импульсов 8 узла управления количество пружин на оправке 7. После отсчета количества импульсов, равного заданному количеству пружин, на выходе узла управления количеством пружин на оправке 7 появляется сигнаш, который через схему ИЛИ-НЕ 17 снимает сигнал со второго входа схемы И 18 узла управления поджатыми витками в середине навивки 2, запускает в ра. боту узел управления поджатыми витками в начале и в конце навивки 1, а также поступает на первый вход логической схемы И 22 и реле 23 Конец цикла.
После отсчета поджатых витков в конце навивки, затем десятых долей поджатых витков поступает сигнал из узла управления десятыми долями поджатых витков 4 на второй вход логической схемы И 22 и реле 23. Реле 23 Конец цикла отключает автома Цикл навивки окончен.
Применение данного автомата повышает класс точности для навивки пружин по сравнению с существующими, улучшает качество изготовляемых пружин, так как дает возможность навивать рабочие и поджатые витки с . точностью до десятых долей, увеличивает производительность за счет
перевода управления исполнительным механизмом каретки с релейного на бесконтактное - команды на электромагниты муфт передаются непосредственно с логических элементов.
Формула изобретения
Автомат для навивки пружин, содержащий блок управления витками при навивке, выходы которого соединены с входами логической схемы ИЛИ, а входы - с выходом датчика оборотов шпинделя, и исполнительный механизм, отличающийся тем, что, с целью повыиения производительности он имеет дополнительный датчик числа оборотов шпинделя, блок управления прецизионной навивкой, логический блок, триггер и логическую схему И а исполнительный механизм снабжен блоком электромагнитов и реле, при этом выход дополнительного датчика числа оборотов шпинделя связан с первыми входами блока управления прецизионной навивкой, второй вход которого дополнительно соединен с выходом датчика числа оборотов шпинделя, а третий вход - с выходом логической схемы ИЛИ, а его первые выходы через триггер подключены к входам блока электромагнитов, вторые его выходы через логическую схему И соединены с входом реле, причем выход логического бло.ка соединен с управляющим входом блока управления витками при навивке, а входы дополнительно связаны с входом блока управления витками при навивке и выходами управления прецизионной навивкой .
Источники информации, Примятые во внимание при экспертизе
1. Авторское свидетельство СССР № 421416, кл. В 21 F 3/00, 1972 I, прототип }.

| название | год | авторы | номер документа |
|---|---|---|---|
| Пружинонавивочное устройство | 1973 |
|
SU478656A1 |
| Устройство для навивки прецизионных спиралей | 1989 |
|
SU1834737A3 |
| Устройство управления пружинонавивочной машиной | 1975 |
|
SU543452A1 |
| Устройство для навивки пружин | 1974 |
|
SU506459A1 |
| СПОСОБ НАВИВКИ ВИНТОВЫХ ПРУЖИН ПРЕИМУЩЕСТВЕННО С МАЛЫМ ИНДЕКСОМ | 2020 |
|
RU2727132C1 |
| АВТОМАТ ДЛЯ ГОРЯЧЕЙ НАВИВКИ ПРУЖИН | 1967 |
|
SU202062A1 |
| Агрегат для навивки пружин | 1977 |
|
SU816634A1 |
| Навивочное устройство автомата для изготовления спиральных пружин | 1977 |
|
SU657894A1 |
| Устройство для навивки пружин | 1982 |
|
SU1348040A1 |
| АГРЕГАТ ДЛЯ НАВИВКИ ПРУЖИН | 1993 |
|
RU2057611C1 |