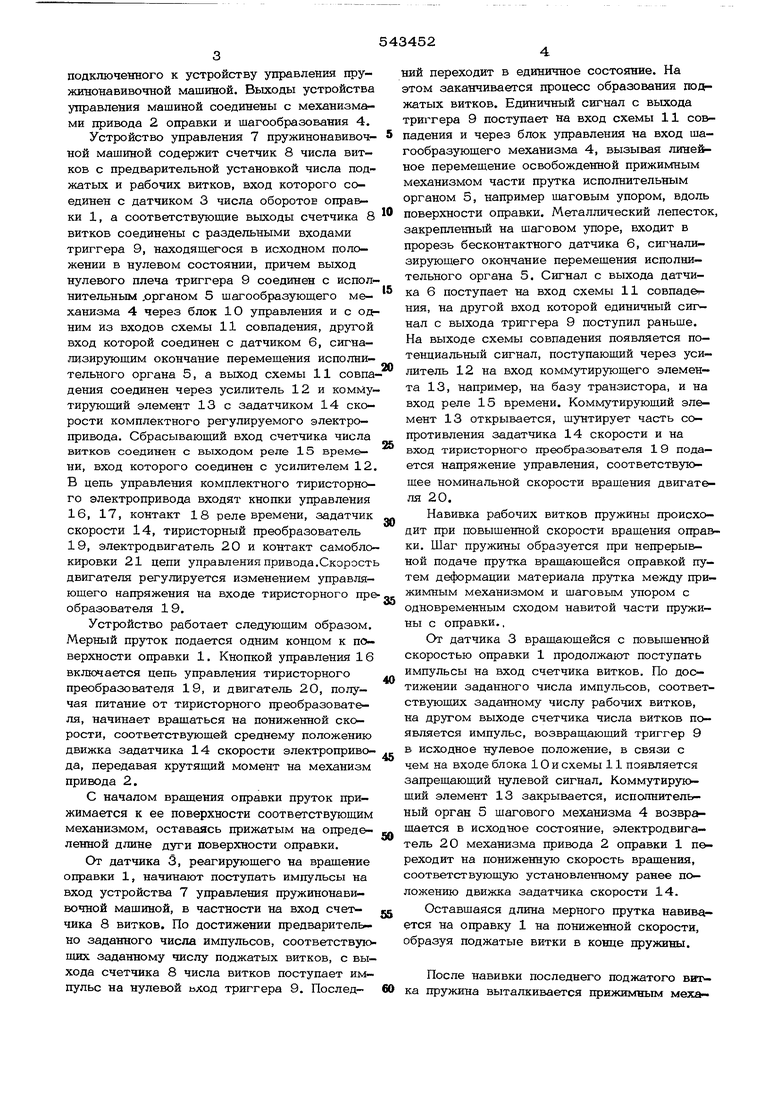
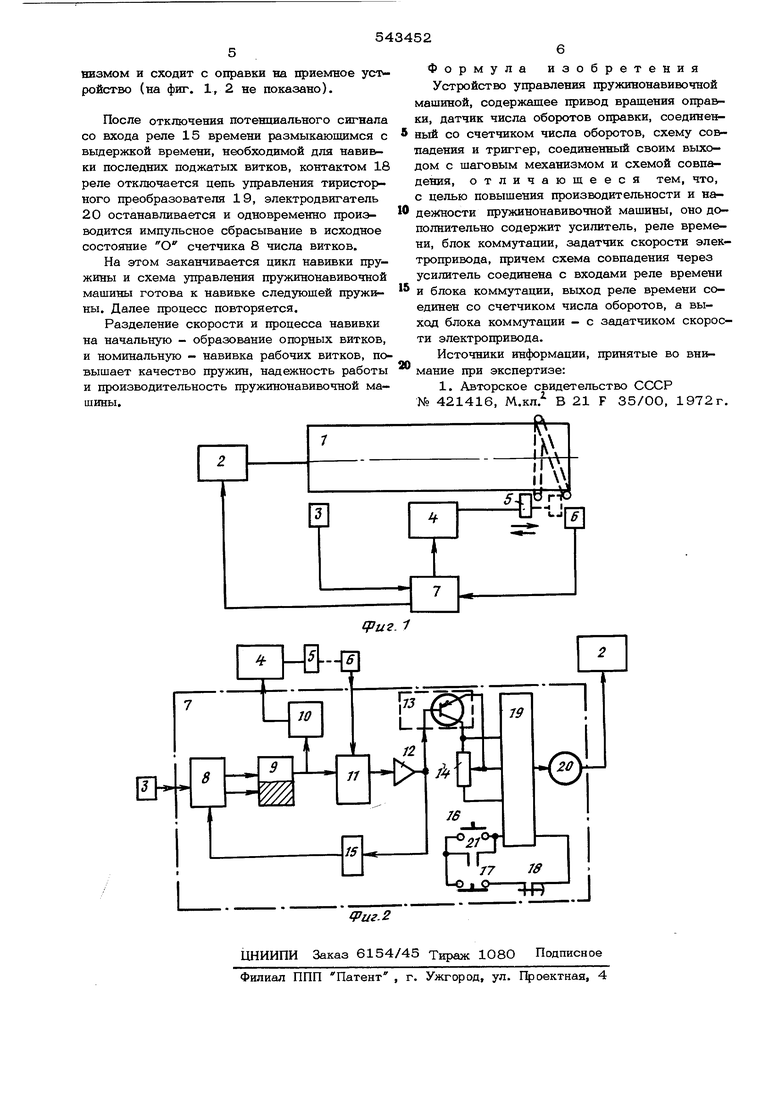
подключенного к устройству управления пружинонавивочной машиной. Выходы устройства управления машиной соединены с механизмами привода 2 оправки и шагообрааования 4. Устройство управления 7 пружинонавивочной машиной содержит счетчик 8 числа витков с предварительной установкой числа поджатых и рабочих витков, вход которого соединен с датчиком 3 числа оборотов оправки 1, а соответствующие выходы счетчика 8 витков соединены с раздельными входами триггера 9, находящегося в исходном положении в нулевом состоянии, причем выход нулевого плеча триггера 9 соединен с исполнительным .органом 5 шагообразующего механизма 4 через блок 10 управления и с одним из входов схемы 11 совпадения, другой вход которой соединен с датчиком 6, сигнализирующим окончание перемещения исполнительного органа 5, а выход схемы 11 совпа дения соединен через усилитель 12 и коммутирующий элемент 13 с задатчиком 14 скорости комплектного регулируемого электропривода. Сбрасывающий вход счетчика числа витков соединен с выходом репе 15 времени, вход которого соединен с усилителем 12. В цепь управления комплектного тиристорно- го электропривода входят кнопки управления 16, 17, контакт 18 реле времени, задатчик скорости 14, тиристорный преобразователь 19, электродвигатель 20 и контакт самоблокировки 21 цепи управления привода.Скорость двигателя регулируется изменением управляющего напряжения на входе тиристорного пре образователя 19. Устройство работает следующим образом. Мерный пруток подается одним концом к поверхности оправки 1. Кнопкой управления 16 включается цепь управления тиристорного преобразователя 19, и двигатель 20, получая питание от тиристорного преобразователя, начинает вращаться на пониженной скорости, соответствующей среднему положению движка задатчика 14 скорости электропривода, передавая крутящий момент на механизм привода 2. С началом вращения оправки пруток прижимается к ее поверхности соответствующим механизмом, оставаясь прижатым на определенной длине дуги поверхности оправки. От датчика 3, реагирующего на вращение оправки 1, начинают поступать импульсы на вход устройства 7 управления пружинонавивочной машиной, в частности на вход счетчика 8 витков. По достижении предварительно заданного числа импульсов, соответствую щих заданному числу поджатых витков, с выхода счетчика 8 числа витков поступает импульс на нулевой ьход триггера 9. ПоследИИ переходит в единичное состояние. На этом заканчивается процесс образования по; жатых витков. Единичный сигнал с выхода триггера 9 поступает на вход схемы 11 совпадения и через блок управления на вход шагообразующего механизма 4, вызывая линейное перемещение освобожденной прижимным механизмом части прутка исполнительным органом 5, например шаговым упором, вдоль поверхности оправки. Металлический лепесток, закрепленный на шаговом упоре, входит в прорезь бесконтактного датчика 6, сигнализирующего окончание перемещения исполнительного органа 5. Сигнал с выхода датчика 6 поступает на вход схемы 11 совпадетния, на другой вход которой единичный сигнал с выхода триггера 9 поступил раньше. На выходе схемы совпадения появляется потенциальный сигнал, поступающий через усилитель 12 на вход коммутирующего элемента 13, например, на базу транзистора, и на вход реле 15 времени. Коммутирующий элемент 13 открывается, шунтирует часть сопротивления задатчика 14 скорости и на вход тиристорного преобразователя 19 подается напряжение управления, соответствующее номинальной скорости вращения двигателя 20. Навивка рабочих витков пружины происходит при повышенной скорости вращения оправки. Шаг пружины образуется при непрерывной подаче прутка вращающейся оправкой путем деформации материала прутка между прижимным механизмом и шаговым упором одновременным сходом навитой части пружи ны с оправки., От датчика 3 вращающейся с повышенной скоростью оправки 1 продолжают поступать импульсы на вход счетчика витков. По достижении заданного числа импульсов, соответствующих заданному числу рабочих витков, на другом выходе счетчика числа витков появляется импульс, возвращающий триггер 9 в исходное нулевое положение, в связи с чем на входе блока 10 и схемы 11 появляется запрещающий нулевой сигнал. Коммутирующий элемент 13 закрывается, исполнительгный орган 5 шагового механизма 4 возвращается в исходное состояние, электродвигатель 20 механизма привода 2 оправки 1 п&реходит на пониженную скорость вращения, соответствующую установленному ранее положению движка задатчика скорости 14. Оставшаяся длина мерного прутка навивается на оправку 1 на пониженной скорости, образуя поджатые витки в конце пружины. После навивки последнего поджатого вирка пружина выталкивается прижимным механизмом и сходит с оправки на приемное уст ройсяво (на фиг. 1, 2 не показано).
После отключения потенциального сигнала со входа реле 15 времени размыкающимся с выдержкой времени, необходимой для навивки последних поджатых витков, контактом 18 реле отключается цепь управления тиристор- ного преобразователя 19, электродвигатель 20 останавливается и одновременно производится импульсное сбрасывание в исходное состояние О счетчика 8 числа витков.
На этом заканчивается цикл навивки пружины и схема управления пружинонавивочной машины готова к навивке следующей пружины. Далее процесс повторяется.
Разделение скорости и процесса навивки на начальную - образование опорных витков, и номинальную - навивка рабочих витков, повышает качество пружин, надежность работы и производительность пружинонавивочной машины.
Формула изобретения Устройство управления пружинонавивочной машиной, содержащее привод вращения оправки, датчик числа оборотов оправки, соединенаый со счетчиком числа оборотов, схему совпадения и триггер, соединенный своим выходом с шаговым механизмом и схемой совпадения, отличающееся тем, что, с целью повышения производительности и надежности пружинонавивочной машины, оно дополнительно содержит усилитель, реле времени, блок коммутации, задатчик скорости электропривода, причем схема совпадения через усилитель соединена с входами реле времени
и блока коммутации, выход реле времени соединен со счетчиком числа оборотов, а выход блока коммутации - с задатчиком скорости электропривода.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР № 421416, М.кл, В 21 F 35/00, 1972 г.
f
Ж
У
твТ
| название | год | авторы | номер документа |
|---|---|---|---|
| Пружинонавивочное устройство | 1973 |
|
SU478656A1 |
| Устройство для навивки пружин | 1974 |
|
SU506459A1 |
| Станок для горячей навивки пружин | 1977 |
|
SU777969A2 |
| Устройство для программного управления пружинонавивочной машиной | 1975 |
|
SU554916A1 |
| Автомат для навивки пружин | 1980 |
|
SU1002072A1 |
| Устройство для горячей навивки пружин | 1977 |
|
SU639184A1 |
| Автомат для навивки пружин | 1980 |
|
SU996011A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ПРУЖИН | 2010 |
|
RU2501620C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ, ИСПЫТАНИЯ И СОРТИРОВКИ ЦИЛИНДРИЧЕСКИХ ПРУЖИН | 1992 |
|
RU2005572C1 |
| Станок для горячей навивки пружин | 1975 |
|
SU692179A1 |
