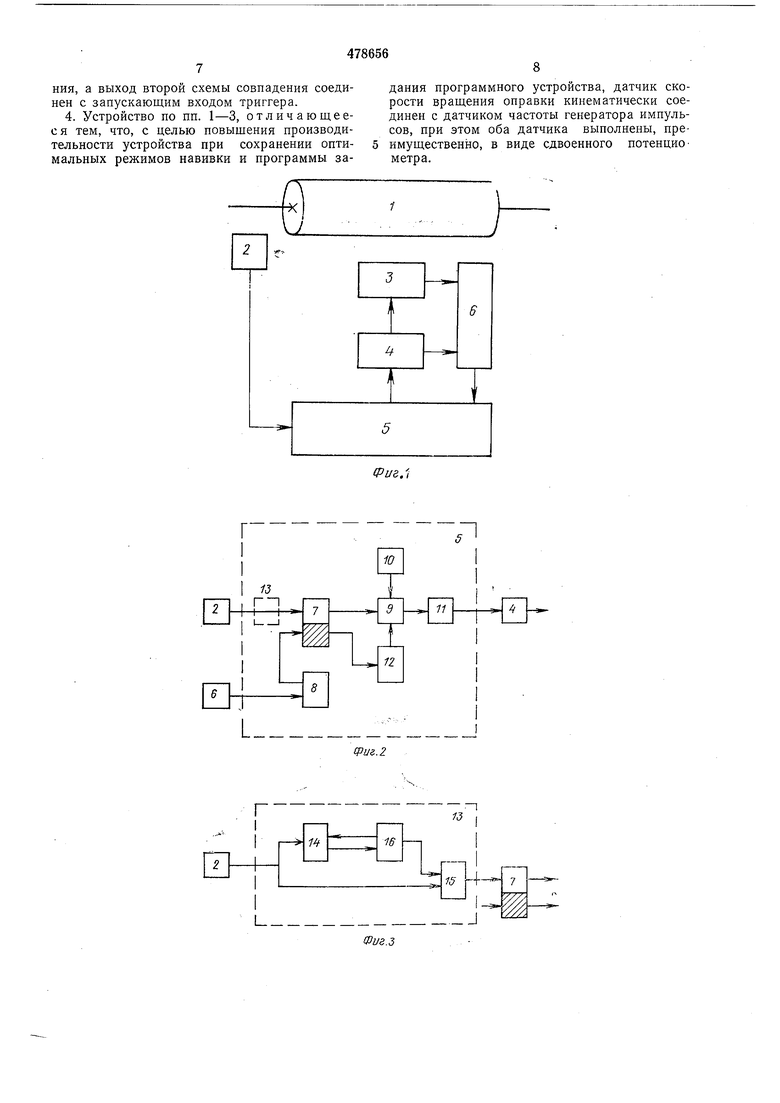
Пружинонавивочное устройство (фиг. 1) состоит из оправки 1 со средствами вращения ее с постоянной скоростью, например электроприводом с бесступенчатой регулировкой и контролем скорости, датчика 2 числа оборо- 5 тов оправки 1, например бесконтактного путевого переключателя, направляющей кареткн 3, снабжено шаговым механизмом 4 импульсного линейного перемещения направляющей каретки 3, получающим заданное на ю щаг пружины число импульсов от программного устройства 5, соединенного с датчиком 6 контроля щага пружины, например фотодатчиком, и датчиком 2.
Программное устройство 5 (фиг. 2) содер- 15 жит триггер 7, нулевой вход которого соединен с датчиком 2 числа оборотов оправки, а единичный вход соединен с датчиком 6 контроля щага пружины через счетчик 8 с предварительной установкой числа импульсов на 20 щаг пружины, причем выход нулевого плеча триггера соединен с логической схемой 9 совпадения, закрытой в исходном состоянии нулевым потенциалом от триггера 7 и не пропускающей импульсы, вырабатываемые ге- 25 нератором 10 импульсов к полупроводниковому коммутатору И шагового двигателя щагового механизма импульсного линейного перемещения направляющей каретки, а выход единичного плеча триггера 7 сое- зо динен с логической схемой совпадения через счетчик 12 с предварительной установкой числа навиваемых витков, на выходе которого в исходном состоянии имеется единичный потенциал по отнощению к схеме 9 совпадения. 35
При навивке пружин с переменным щагом в программное устройство 5 включается узел 13 (фиг. 3), который состоит из двух схем 14, 15 совпадения, соединенных своими первыми 40 входами с датчиком 2, а выход первой схемы совпадения 14 соединен со входом второй схемы 15 совпадения через счетчик 16 с предварительной установкой числа поджатых витков, другой выход которого соединен со вто- 45 рым входом схемы 14 совпадения, а выход схемы 15 совпадения - с нулевым входом триггера 7.
Задатчики скорости вращения электропривода и частоты генератора импульсов (на 50 чертежах не показаны) кинематически связаны между собой, например находятся на одной оси сдвоенного потенциометра, и устанавиваются на соответствующую технологическим требованиям скорость вращения 55 и соответственно частоту генерации с сохранением программы задания числа импульсов на щаг пружины в счетчике 8.
Мерный пруток, закрепленный одним концом на оправке 1, подается к поверхности он- QQ равки направляющей кареткой 3. С началом вращения оправки 1 с постоянной скоростью, которая обеспечивается приводом с бесступенатым регулированием скорости и устанавливается задатчиком скорости, например нотен- gg
циометром, начинается процесс навивки пружины.
От датчика 2, реагирующего на вращение оправки, поступает импульс на вход программного устройства 5, в частности на нулевой вход триггера 7 (фиг. 2). Последний переходит в единичное положение, чт;о вызывает появление на выходе схемы 9 совпадения серии импульсов с частотой генератора 10 импульсов, которая устанавливается задатчиком генератора импульсов, например нотенциометром.
Эти импульсы преобразуются полупроводниковым коммутатором 11 и ноступают с выхода программного устройства 5 (фиг. 1) на вход щагового механизма 4 импульсного линейного перемещения.
Каждому импульсу генератора 10 импульсов соответствует поворот (щаг) вала щагового двигателя. Средства, связывающие шаговый двигатель с направляющей кареткой 3, преобразуют вращающий момент щагового двигателя в импульсное линейное носледовательное неремещение направляющей каретки 3 вдоль поверхности оправки 1 на линейную величину части шага пружины, соответствующую одному импульсу на выходе программного устройства 5.
Датчик 6 контроля щага, нанример фотодатчик, вырабатывает импульс на каждый щаг вращения шагового двигателя или линейную величину перемещения направляющей каретки, приводимой в движение щаговым механизмом, получившим один импульс управления.
Импульс обратной связи от датчика 6 (фиг. 1) поступает на другой вход программного устройства 5, в частности на вход счетчика 8 (фиг. 2) с предварительной установкой числа импульсов на щаг пружины.
После получения заданного числа импульсов на выходе счетчика 8 появляется сигнал, возвращающий триггер 7 и счетчик 8 в исходное состояние «О, что вызывает запрещение появления сигналов на выходе схемы 9 совпадения от генератора 10 импульсов и запись окончания навивки одного витка в счетчик 12 с предварительной установкой числа навиваемых витков. Цикл образования одного щага витка прулсины закончен.
При дальнейшем вращении оправки на следующий виток сигнал от датчика 2 повторяет описанный цикл и на вход счетчика 12 поступит ряд импульсов.
По достижении заданного числа импульсов, соответствующих заданному числу витков, на выходе счетчика 12 импульсов появится сигнал, запрещающий появление импульсов на выходе схемы 9 совпадения и соответственно на выходе программного устройства.
Заканчивается процесс навивки пружины с заданным щагом и числом витков, перемещение направляющей каретки 3 прекращается, сигнал с выхода счетчика Г2 передается одновременно в схему управления пружинонавивочного устройства, которая снимает пружину и возвращает в исходное положение направляющую каретку 3.
Навивка следующей пружины начинается с сигнала от схемы управления пружинонавивочным устройством, приводящего в исходное состояние «О счетчик 12 импульсов, триггер 7 и счетчик 8 импульсов, а также дающего с выдержкой времени команду на вращение оправки.
При навивке пружин с переменным щагом сигнал от датчика 2 поступает на вход узла 13 счета числа подогнутых витков (фиг. 2, 3), в частности на вход схем 14, 15 совпадения и записывается в счетчике 16 импульсов с предварительной установкой числа поджатых витков. При получении заданного числа импульсов, что соответствует навивке заданного числа поджатых витков, на выходах счетчика 16 импульсов появится сигнал запрета для схемы 14 совпадения и разрещения для схемы 15 совпадения.
Следующий импульс от датчика 2 вращения оправки проходит через схему 15 совпадения, вызывая переброс триггера 7 и начало перемещения направляющей каретки по описанному пиклу.
Для поджатия опорных витков в конце пружины предварительно останавливают направляющую каретку 3 и дальнейщим вращением оправки 1 поджимают оставщийся конец мерного прутка.
Заданному количеству импульсов в счетчике 8 импзльсов на один оборот оправки при периоде ее вратцения Гппр соответствует импульсное последовательное равномерное линейное перемещение направляющей каретки вдоль вращающейся с постоянной скоростью оправки на расстояние, которое принято называть «щагом, fnp, витка пружины.
Максимальное число импульсов, задаваемое на счетчике 8, расчитывается, исходя из наибольщего для данного пружинонавивочного устройства шага пружины, и равно отнощению величины щага пружины fnn к передаточному отношению механизма щагового
привода i Мпш ---
Изменением предварительно устанавливаемого количества импульсов в счетчике 8 относительно максимального расчетного числа импульсов на оборот оправки в сторону уменьшения, т. е. набором новой программы переключателей разрядов на счетчике 8 программного устройства 5, обеспечивают точное задание и регулирование шага пружины.
Регулируя положение задатчиков скорости вращения оправки и частоты генератора импульсов с сохранением программы задания числа импульсов на щаг витка за счет кинематически связанных между собой (сидящих на одной оси) задатчикоп, получают наибольщую производительность при оптимальных режимах навивки.
Точность получения щага пружины увеличивается при образовании развертки щага витка пружины из нескольких частей, когда в счетчике 8 задается число импульсов на часть щага витка, а в счетчике 12 - число импульсов долей витка. При этом счетчики 8 и 12 должны иметь соответствующую емкость.
Устройство, точно перемещающее направляющую каретку вдоль вращающейся поверхности, можно применять не только для навивки пружин, но и на предприятиях общего мащиностроения для программированного перемещения исполнительного механизма с рабочим органом, осуществляющим последовательное импульсное линейное перемещение под действием щагового механизма с контролем перемещения.
Предмет изобретения
1.Пружинонавивочное устройство, содержащее оправку со средствами вращения ее с постоянной скоростью, датчик числа оборотов оправки, направляющую каретку, шаговый механизм с датчиком контроля шага и программное устройство управления шаговым механизмом, включающее схему совпадения, отличающееся тем, что, с целью повыщения точности пружин и обеспечения постоянного контроля на всем пути перемещения направляющей каретки, щаговый механизм снабжен щаговым двигателем, получающим заданное на шаг пружины число импульсов от программного устройства, соединенного с датчиком числа оборотов оправки и датчиком контроля щага.
2.Устройство по п. 1, отличающееся тем, что, с целью повыщения точности задания и быстрого изменения программы для различных типоразмеров навиваемых пружин, программное устройство выполнено в виде триггера, один вход которого соединен с датчиком числа оборотов оправки, другой вход - с датчиком контроля шага через счетчик числа импульсов на шаг пружины, при этом один выход триггера соединен с логической схемой совнадения, а другой выход - с логической схемой совпадения через счетчик импульсов числа навиваемых витков.
3.Устройство по пп. 1 и 2, отличающееся тем, что, с целью навивки пружин с переменным шагом, в программное устройство введен узел счета поджатых витков, выполненный в виде двух схем совпадения, соединенных своими первыми входами с датчиком числа оборотов оправки, при этом выход первой схемы совпадения соединен со входом второй схемы совпадения через счетчик числа поджатых витков, выход которого соединен со вторьш входом первой схемы совпадения, а выход второй схемы совпадения соединен с запускающим входом триггера.
4. Устройство по пп. 1-3, отличающееся тем, что, с целью повышения производительности устройства при сохранении оптимальных режимов навивки и программы за8
Дания программного устройства, датчик скорости вращения оправки кинематически соединен с датчиком частоты генератора импульсов, при этом оба датчика выполнены, преимущественно, в виде сдвоенного потенциометра.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для навивки пружин | 1974 |
|
SU506459A1 |
| Устройство управления пружинонавивочной машиной | 1975 |
|
SU543452A1 |
| Устройство для навивки прецизионных спиралей | 1989 |
|
SU1834737A3 |
| Автомат для навивки пружин | 1980 |
|
SU1002072A1 |
| Устройство для программного управления пружинонавивочной машиной | 1975 |
|
SU554916A1 |
| УСТРОЙСТВО для НАВИВКИ ПРУЖИН с ПЕРЕМЕННЫМШАГОМ | 1970 |
|
SU283170A1 |
| Шагозадающее устройство к пружинонавивочному автомату | 1976 |
|
SU578145A1 |
| УСТРОЙСТВО для БЕССТУПЕНЧАТОГО РЕГУЛИРОВАНИЯ | 1967 |
|
SU194748A1 |
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ РАМОЧНЫХ СЕТОК | 1969 |
|
SU234531A1 |
| УСТРОЙСТВО для КОДИРОВАНИЯ и ВОСПРОИЗВЕДЕНИЯ КАРТ ПОТЕНЦИАЛЬНЫХ ПОЛЕЙ | 1968 |
|
SU208345A1 |
Г
1д
