Изобретение относится к машиностроению,, в частности к протяжным станкам для деформирующего протягивания длинномерных трубных заготовок, и может быть использовано при производстве гильз длинноходовых гидропдлиндров из трубной заготовки с отношением длины к внутреннему диаметру l/d 10-60.
Цель изобретения - упрощение конструкции станка и повьгазение качества обработки трубных заготовок.
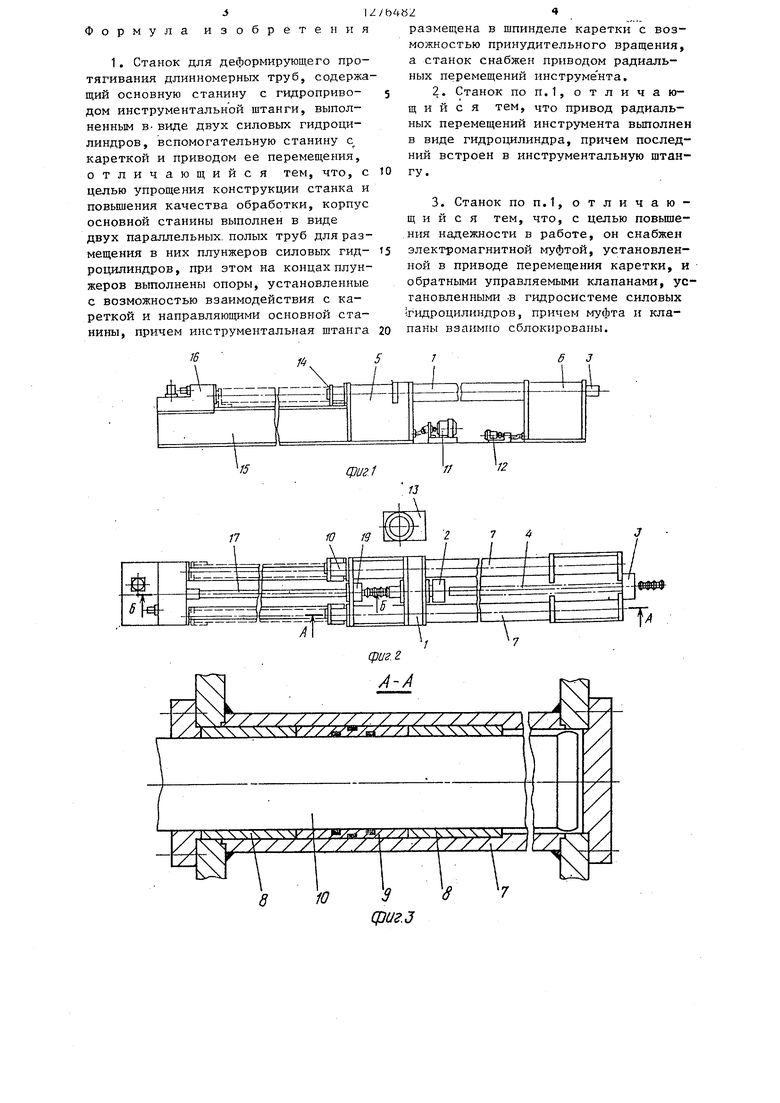
На фиг,1 изображен станок, общий вид; на фиг.2 - то же, вид сверху; на фиг.З - разрез А-А на фиг„2; на фиг.4 - кинематическая схема каретки; на фиг.З - гидросхема питания плунжерных силовых гидроцилиндров; на . фиг.6 - разрез Б-Б на фиг,2.
На основной станине 1 закреплены опоры 2 и 3 для установки обрабатываемой трубы 4. Корпус основной стамины состоит из двух тумб 5 и 6, связанных двумя параллельными трубами, служащих гильзами силовых гидроцилиндров. В передней части каждой трубы 7 имеется расточка, в которой размещены направляющие 8 и уплотняющая 9 втулки для штока-плунжера 10.
Под трубами 7 основной станины располагается главная насосная установка 11 с гидробаком в тумбе 5 и станция смазки 12 с баком в тумбе 6. Имеется вспомогательная насосная установка 13 для вращения инструмента и его радиального перемещения.
На торцах плунжеров 10 выполнены опоры 14, взаимодействующие.с направ. ляющими вспомогательной станины 15. Каретка 16 с инструментальной штангой 17, закрепленной на шпинделе 18, установлена с возмож юстью перемещения по направляющим станины.15.
Штанга 17 направляется люнетом 19 закрепленным на корпусе основной ста
НИНЫ 1 .
Инструментальная щтанга 17 вьшолнена полой и установлена с возможностью радиального перемещения инструмента посредством гидроцилиндра 20. Шпиндель 18 каретки имеет привод вращения от гидромотора 21 через зубчатый редуктор.
Каретка 16 снабжена приводом перемещения в виде гидромотора 22, питаю щегося от главной насосной установки 11 и зубчатого редуктора С электромагнитной муфтой 23.
Выходная вал-шестерня 24 редуктора сцеплена с рейкой 25, закрепленной на вспомогательной станине 15. В гидросхему питания силовых плунжерных гидроцилиндров введены обратные управляемые клапаны 26.
Станок работает следующим образом,
В исходном положении плунжеры 10 силовых гидроцилиндров задвинуты внутрь труб 7 основной станины 1, каретка 16 находится в крайнем левом положении, обрабатываемая труба 4 закреплена в опорах 2 и 3. При подаче рабочей жидкости к гидромотору 22 и включении электромагнитной муфты 23 каретка 16 на быстром ходу перемещается в крайнее правое положение, при этом штанга 17 пропускается через заготовку трубы 4 до выхода из нее рабочего конца, на который крепят деформирующую протяжку (не показана). Затем рабочую ясидкость от установки 11 подают в трубы (гильзы) 7 силовых гидроцилиндров, при этом выход ее через обратный клапан 26 на слив закрыт, а муфта 23 отключена. Плунжеры 10. силовых гидроцилиндров, перемещаясь влево, входят в соприкосновение с корпусом каретки 16 и толкают jee, сообщая инструменту рабочее движение. После выхода инструмента (протяжки) из трубы 4 подача жидкости прекращается, клапан 26 открывается,соединяя полости гильз 7 со сливом. Сняв инструмент, включив гидромотор 22 и ,муфту 23, перемещают каретку 16 в правое положение, при этом уже каретка 16 толкает плунжеры 10 и задвигает их внутрь гильз 7.
Заменив протяжку на деформирующережгущую протяткку, а затем на хонинговальную головку, мо5кно срезать окалины, а меняя усилие прижима хонинговальных брусков можно достичь нужной чистоты. Затем, если требуется, производят окончательное деформирующее протягивание, как описано.
Таким образом, выполнение гидропривода главного движения в виде двух параллельных силовых гидротщлиндров плунжерного типа упрощает конструкцию станка, так как не требуется обработка гильз гидроцилиндров с высокой точностью, как в гидроцилиндрах поршневого типа, и повьш:ает качество обработки за счет повьш1ения жесткости станины. iI/ Формула изобретения 1. Станок для деформирующего протягивания длинномерных труб, содержащий основную станину с гидроприводом инструментальной штанги, выполненным в-виде двух силовых гидроцилиндров, вспомогательную станину с кареткой и приводом ее перемещения, отличающийся тем, что, с целью упрощения конструкции станка и повышения качества обработки, корпус основной станины выполнен в виде двух параллельных, полых труб для размещения в них плунжеров силовых гидроцилиндров, при этом на концах плунжеров вьтолнены опоры, установленные с возможностью взаимодействия с кареткой и направляющими основной размещена в шпинделе каретки с возможностью принудительного вращения, а станок снабжен приводом радиальных перемещений инструмента. 2. Станок ПОП.1, отличающийся тем, что привод радиальных перемещений инструмента вьшолнен в виде гидроцилиндра, причем последний встроен в инструментальную штангу. 3. Станок ПОП.1, отличающийся тем, что, с целью повьшения надежности в работе, он снабжен электромагнитной муфтой, установленной в приводе перемещения каретки, и обратными управляемыми клапанами, установленными -в гидросистеме силовых .гидроцилиндров, причем муфта и кла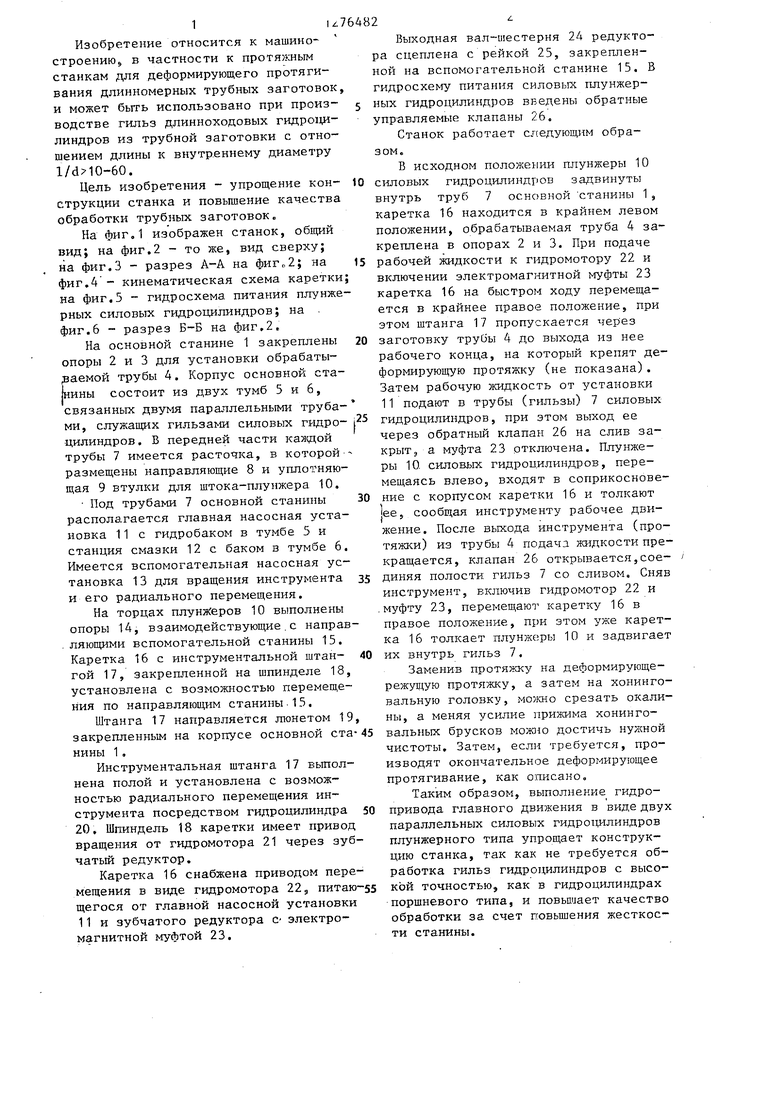
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для деформирующего протягивания | 1985 |
|
SU1279802A1 |
| Станок для деформирующего протягивания | 1985 |
|
SU1346410A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ | 1992 |
|
RU2036775C1 |
| Устройство для хонингования наружных поверхностей | 1987 |
|
SU1530419A1 |
| Зубохонинговальный станок | 1974 |
|
SU564109A1 |
| Хонинговальный станок для обработки цилиндрических поверхностей | 1986 |
|
SU1563951A2 |
| ГОРИЗОНТАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ | 1992 |
|
RU2036776C1 |
| Хонинговальный станок для обработки цилиндрических поверхностей | 1978 |
|
SU867620A2 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ С ГИДРОУДАРОМ | 2001 |
|
RU2192955C1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ С ГИДРОУДАРОМ | 2001 |
|
RU2192954C1 |
Изобретение может быть использовано в машиностроении, а именно в обработке металлов режуще-деформирующим протягиванием. Цель изобретения - упрощение конструкции протяжных станков с одновременным повьше- нием качества. Гидропривод главного движения вьшолнен в виде двух параллельных силовых гидроцилиндров плунжерного типа, т.е. со штоками без поршней. Плунжер перемещается в гильзе такого цилиндра без уплотнения, контактирует с кареткой, передавая ей усилие обработкиj а с каретки усилие передается на инструментальную штангу. Инструментальная штанга закреплена на каретке, а наличие у последней шпинделя с приводом вращения позволяет работать на станке не только протяжками, но и хонинговальной головкой. Плунжеры не имеют жесткой с связи с кареткой, позтому при хонинговании они могут быть задвинуты и (Л при выполнении ходов каретки для хонингования в движении не участвуют. 2 з.п. ф-лы. 6 ил.
V5
// /
да/г/
| Протяжной станок для дорнования | 1979 |
|
SU772755A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
