(5) СПОСОБ СБОРКИ КОНИЧЕСКИХ ЗУБЧАТЫХ ПЕРЕДАЧ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля и сборки пары конических зубчатых колес | 1987 |
|
SU1474440A1 |
| СПОСОБ СБОРКИ КОНИЧЕСКОЙ ЗУБЧАТОЙ ПЕРЕДАЧИ | 2011 |
|
RU2480645C1 |
| Способ определения пригодности конических подшипников при сборке пары конических зубчатых колес | 1983 |
|
SU1116295A1 |
| Способ регулирования прямозубых конических передач | 1983 |
|
SU1185054A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ КОНИЧЕСКОЙ ЗУБЧАТОЙ ПЕРЕДАЧИ | 2011 |
|
RU2481509C1 |
| Стенд-кантователь | 1987 |
|
SU1412930A1 |
| Устройство для установки оптимального взаимного положения зубчатых колес | 1980 |
|
SU934285A1 |
| СТЕНД СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, ВЕРХНИЙ КОРСЕТ СТЕНДА, НИЖНИЙ КОРСЕТ СТЕНДА, МЕХАНИЗМ ПОПЕРЕЧНОГО ПЕРЕМЕЩЕНИЯ СТЕНДА СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, МЕХАНИЗМ ПРОВОРОТА СТЕНДА СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, ПОДЪЕМНЫЙ МЕХАНИЗМ СТЕНДА СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, ХОДОВАЯ ОПОРНАЯ ТЕЛЕЖКА СТЕНДА СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, СПОСОБ СБОРКИ ОБТЕКАТЕЛЯ НА СТЕНДЕ | 2008 |
|
RU2392201C1 |
| Стенд для сборки колеса транспортного средства | 1988 |
|
SU1572831A1 |
| СПОСОБ СБОРКИ КОЛЕСНО-МОТОРНЫХ БЛОКОВ ЛОКОМОТИВОВ | 2010 |
|
RU2437748C1 |
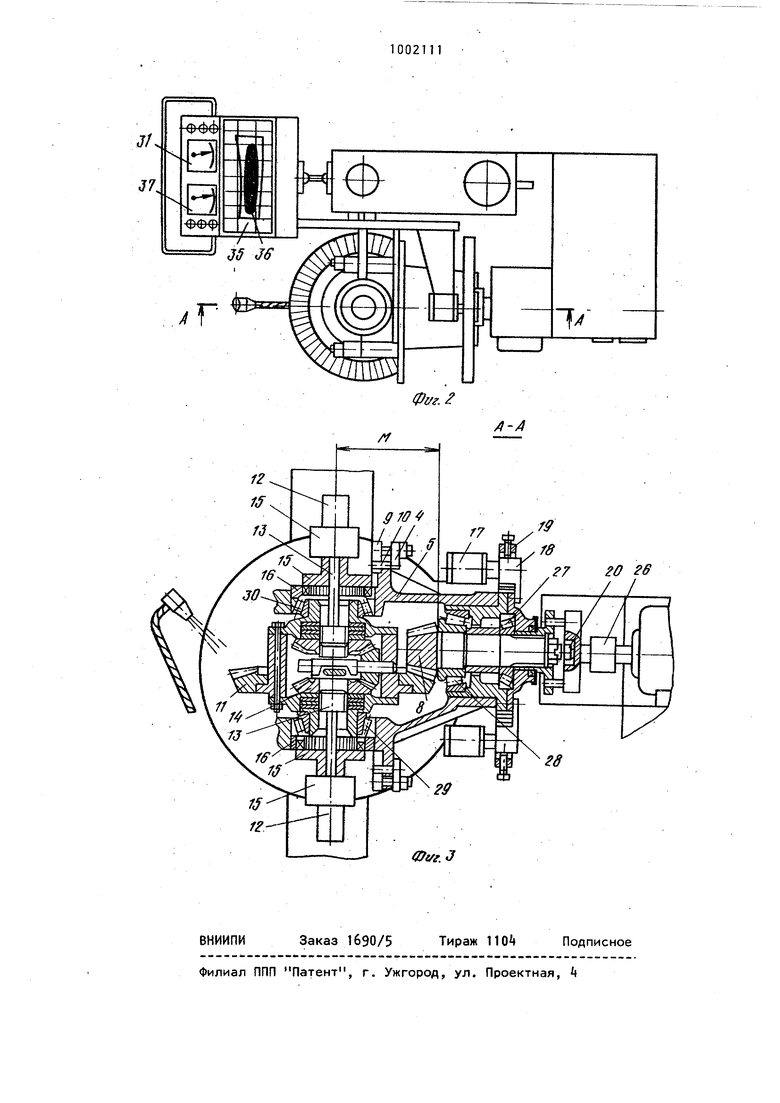
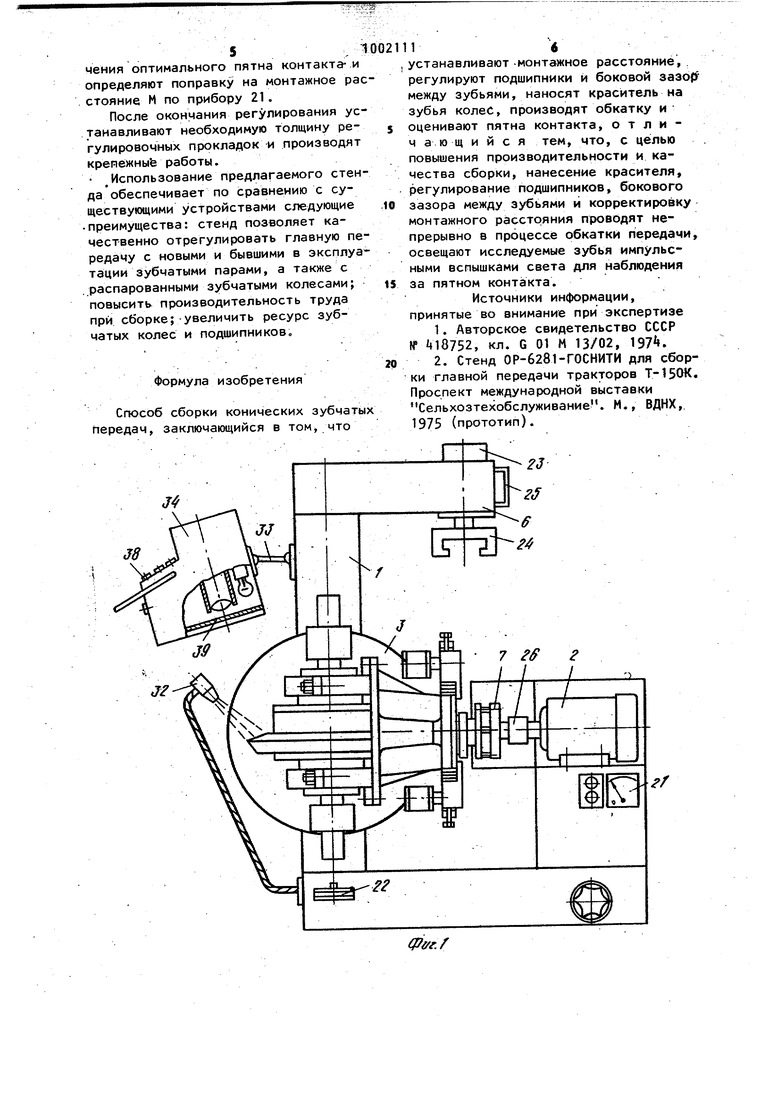
Изобретение относится к машиностроению и может быть использовано в способах сборки и регулирования главных передач автомобилей, тракторов, тепловозов и транспортных средств и к соответствующим устройствам .для их осуществления и может быть использовано при регулировании зацепления конических зубчатых колес. Известен способ приработки зубчатых передач вне корпуса редуктора на приработочном стенде для обеспечения необходимой точности контакта зубьев после сборки передачи 1. Согласно данному способу оси вращения каждой пары прирабатываемых зубчатых колес устанавливают в относительное положение, соответствующее предварительно измеренному фактическому расположению осей подшипниковых отверстий в корпусе редуктора. Недостатком известного способа является то, что он применим лишь для приработки .прямозубых зубчатых колес вне корпуса редуктора, а послесбор-ки передачи дальнейшее регулирование взаимного положения сопряженных колес не предс1авляется возможным. По технической -сущности и достигаемому эффекту наиболее близким к изобретению является способ сборки конических зубчатых передач, заключающийся в том, что устанавливают монтажное расстояние, регулируют подшипники и боковой зазор между зубьями, наносят краситель на зубья колес, производят обкатку и оценивают пятна контакта C2j. Все операции сборки осуществляются при неподвижных зубчатых колесах и контроль пятна контакта осуществляется визуально. Недостатком известного способа сборки является низкая производительность и качество сборки вследствие отсутствия устройств, обеспечивающих непрерывное регулирование всех узлов передачи в процессе обкатки. 3. 1 Целью изобретения является повышение производительности и качества сборки. Цель обеспечивается тем, что в способе сборки конических зубчатых пере дач, заключающемся в том, что устанавливают монтажное расстояние, регулируют подшипники и боковой зазор между зубьями, наносят краситель на зубья колес, производят обкатку и оценивают пятна контакта, нанесение красителя, регулирование подшипников, бокового зазора между зубьями и корректировку монтажного расстояния проводят непрерывно в процессе обкатки передачи, освещают исследуемые зубья импульсными вспышками света дл наЬлюдения за пятном контакта. На фиг. 1 изображен стенд для сбо ки конических зубчатых передач, общи вид; на фиг. 2 - то же, вид в плане; на фиг. 3 - разрез А-А на фиг. 2. Стенд содержит станину 1, привод 2 обкатки, кантователь 3 с захватами k для удержания корпуса 5 передачи, поворотную консоль 6 и муфту 7 для соединения привода 2 с валом ведущего зубчатого кблеса 8. Кантователь 3 .имеет плиту 9, на которой предусмотрены установочные штифты 10. Со стороны ведомого зубчатого колеса 11 на кантователе 3 установлены нагружатели 12 в виде гидронасосов с устройствами для разъемного крепления в виде шлицевых валиков J 3 к элементам передачи, например дифференциалу 1, связанным с ведомым зубчать1М колесом 11, и два гайковерта 15 для вращения регулировочных гаек 16 ведомого зубчатого колеса 11. Кроме того, кантователь 3 снабжен гидроприводом 17 (в виде двух гидроцилиндров) пере мещения стакана ведущего зубчатого колеса 8 дл:я определения поправки на монтажное расстояние с захватами 18 стакана ведущего зубчатого колеса 8 и кольцом 19, а также измерительном преобразователем 20 перемещения с пр бором 21. На станине 1 установлена педаль 22 для фиксации кантователя 3 в четырех положениях. На поворотной консоли 6 установлен гидроцилиндр 23 со скобой 2 для снятия и установки стакана ведущего зубчатого колеса 8 в корпус 5 передачи. Консоль 6 снабжена рукояткой 25. В муфте 7 смонтирован измерительный преобразователь 26 крутящего момента для определения величины момента сопротивления в ре14 . гулируемых конических подшипниках 27 и 28 ведущего зубчатого колеса 8 и 29, 30 зубчатого колеса 11, связанный с прибором 31 контроля крутящего момента. На станине 1 закреплена форсунка 32 для нанесения красителя и установленное на поворотном кронштейне 33 стробоскопическое устройство 3, снабженное экраном 35 с .изображением контура 36 зуба. В корпусе устройства 3 расположены шумомер 37,,прибор 31 контроля крутящего момента и пульт 38 управления„ Оптическая система стробоскопического устройства З оснащена защитным стеклом 39. При сборке главной передачи стенд работает следующим образом. На плите 9 кантователя 3 с помощью установочных штифтов 10 и захватов k крепят корпус 5 передачи. Производят сборку стакана ведущего зубчатого колеса 8, регулировку подшипников 27 и 28 и установку стакана в корпус 5 передачи на номинальное монтажное расстояние М с помощью регулировочных прокладок. Вводят в контакт с фланцем ведущего зубчатого колеса 8 муфту 7 включают привод обкатки 2 и по прибору 31 контролируют момент сопротивления в конических подшипниках 27 и 28 ведущего зубчатого колеса 8. Если подшипники 27 и 28 ведущего зубчатого колеса 8 отрегулированы правильно, то в корпус 5 передачи устанавливают зубчатое колесо 11, полость элемента передачи, например дифференциала .Н, вводят шлицевые валики 13. В процессе обкатки передачи, вращая регулировочные гайки 16 гайковертами 15, с помощью устройства 3 следят за перемещением пятна контакта в контуре Зб зуба колеса 11, а на активные поверхности зубьев колеса 11 наносят с помощью форсунки 32 тонкий слой красителя. При достижении нормального расположения и величины пятна контакта на экране 35 допустимого уровня шума по показанию шумомера 37 и оптимального показателя момента сопротивления в конических подшипниках 27, 28, 29 и 30 передачи вращения гаек 16 прекращают. Если невозможно достичь нормального расположения и величины пятна контакта, дополнительно при помощи гид1ропривода 17 перемещают ведущее зубчатое колесо 8 со стаканом до полу5, чения оптимального пятна контакта-и определяют поправку на монтажное ра стояние М по прибору 21, После окончания регулирования ус танавливают необходимую толщину регулировочных прокладок41 производят крепе жныЬ работы. Использование предлагаемого стен да обеспечивает по сравнению с существующими устройствами следующие преимущества: стенд позволяет качественно отрегулировать главную пе редачу с новыми и бывшими в эксплуа тации зубчатыми парами, а также с распарованными зубчатыми колесами; повысить производительность труда при сборке; увеличить ресурс зубчатых колес и подшипников. Формула изобретения Способ сборки конических зубчаты передач, заключающийся в том, что
Ф&г.Г 116 устанавливают -монтажное расстояние, регулируют подшипники и боковой зазо{ между зубьями, наносят краситель на зубья колес, производят обкатку и оценивают пятна контакта, о т л и ч а ю щ и и с я тем, что, с целью повышения производительности и качества сборки, нанесение красителя регулирование подшипников, бокового зазора между зубьями и корректировку монтажного расстояния проводят непрерывно в процессе обкатки передачи Освещают исследуемые зубья импульсными вспышками света для наблюдения за пятном контакта. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 18752, кл. G 01 М 13/02, IS. 2.Стенд ОР-6281-ГОСНИТИ для сборки главной передачи тракторов Т-150К. Проспект международной выставки Сельхозтехобслуживание. М., ВДНХ, 1975 (прототип).
