Изобретение относится к области машиностроения и может быть использовано как в авиационном двигателестроении при сборке конических зубчатых передач газотурбинных двигателей, так и общем машиностроении.
Изобретение используется для сборки ортогональных и неортогональных конических зубчатых передач, т.е. зубчатых передач, межосевой угол которых равен или отличен от 90°, соответственно (ГОСТ 16530-83, стр.33, п.3.5.3).
Известен способ сборки прямозубой конической передачи (Патент РФ №2012832, F16H 1/14, 1994 г.), согласно которому предварительно обеспечивают осевым смещением совмещение вершин и конусов сопрягаемых зубчатых колес, фиксируют колеса в осевом направлении, обеспечивают расчетный боковой зазор в зацеплении радиальным смещением и дополнительно смещают одно из колес в осевом и радиальном направлениях на расчетную величину.
Недостатком этого способа является то, что на предварительном этапе не раскрыт порядок совмещения вершин конусов, сопрягаемых конических зубчатых колес. Кроме этого, в способе идет речь о радиальном смещении одного из зубчатых колес, что ведет к расхождению в пространстве вершин делительных конусов зубчатых колес конической передачи, а следовательно, - к некачественному зацеплению зубчатых колес, что в свою очередь приведет к повышенным контактным напряжениям на зубьях колес, снижению надежности и ресурса передачи.
Известен способ сборки зубчатой передачи, описанный П.И.Орловым в справочно-методическом пособии «Основы конструирования», издание 3-е, книга 2, Москва, Машиностроение, 1988, страницы 318-321.
Недостатком указанного способа является то, что для обеспечения качественного зацепления зубьев конических колес способ предусматривает многократную сборку и разборку конической зубчатой передачи для подбора оптимальной толщины регулировочных колец с целью обеспечения требуемого пятна контакта в зубьях передачи. На практике для получения требуемого пятна контакта зубьев пары конических колес этот способ не ограничивается одной или двумя сборками-разборками и классифицируется как «метод проб и ошибок». При этом для подбора необходимого регулировочного кольца на зубчатые колеса напрессовывают подшипники передачи, а затем их снимают.
Так как процесс напрессовывания и снятия повторяется неоднократно, это неблагоприятно сказывается на самих подшипниках и посадочных поверхностях конических зубчатых колес, влечет дополнительные трудозатраты и не обеспечивает высокой точности совмещения вершин делительных конусов зубчатых колес в пространстве.
Техническая задача, которая решается изобретением, заключается в повышении точности сборки ортогональных и неортогональных конических зубчатых передач за счет обеспечения сходимости в одной точке вершин делительных конусов конических зубчатых колес в пространстве, а также улучшении технологичности способа за счет точности расчета размеров регулировочных колец и исключения многократной сборки-разборки передач.
Сущность изобретения заключается в том, что способ сборки конической зубчатой передачи включает регулирование пространственного положения ведущего и ведомого зубчатых колес при помощи регулировочных колец для обеспечения совмещения вершин делительных конусов в точке пространства и осуществление контроля качества контакта рабочих поверхностей зубьев колес передачи и бокового зазора между ними. Отличием от прототипа является то, что предварительно замеряют размеры L1 и L2 от базовых плоскостей ведущего и ведомого конических зубчатых колес, соответственно, до вершин их делительных конусов, сравнивают с допустимыми величинами. Вместо указанных колес устанавливают устройство, состоящее из калибра ведущего колеса и калибра ведомого колеса, устанавливая их на элементы передачи до контакта с радиально-упорными подшипниками, при этом калибры имеют подвижные и фиксируемые в осевом и угловом положениях стержни с косыми и продольными срезами, образующими торцевые поверхности, перпендикулярные соответствующим осям стержней, причем продольные срезы расположены на осях и образуют с торцевыми поверхностями рабочие ребра. После чего создают на указанных подшипниках передачи через ее элементы или элементы устройства заданные по величине и направлению осевые нагрузки. При помощи стержней калибров определяют взаимное расположение осей передачи и величину L7 отклонения их друг от друга, сравнивают с допустимыми. Поочередно вводят в контакт рабочее ребро стержня калибра ведущего колеса - с продольным срезом стержня калибра ведомого колеса, а рабочее ребро стержня калибра ведомого колеса с продольным срезом стержня калибра ведущего колеса, при этом поочередно определяют размер L5 от рабочего ребра стержня калибра ведущего колеса до базовой поверхности основания и размер L6 от рабочего ребра стержня калибра ведомого колеса до базовой поверхности основания, вычисляют толщины L3 и L4 регулировочных колец соответственно ведущего и ведомого зубчатых колес, подбирают или изготавливают кольца необходимых толщин и собирают с ними коническую зубчатую передачу.
Осуществление вышеуказанных операций позволяет обеспечивать высокую точность сборки ортогональных и неортогональных конических зубчатых передач за счет обеспечения сходимости в одной точке вершин делительных конусов конических зубчатых колес в пространстве, когда создаются оптимальные условия для работы конической зубчатой передачи, а оси конической зубчатой передачи пересекаются.
Предлагаемый способ также обеспечивает высокую технологичность за счет точности расчета размеров регулировочных колец и исключения многократной сборки-разборки передач.
Кроме того, контроль качества контакта рабочих поверхностей зубьев колес осуществляют путем нанесения на обе стороны зубьев ведущего конического зубчатого колеса - красящего состава одного цвета, а на обе стороны зубьев ведомого конического зубчатого колеса красящего состава другого цвета, поочередного вращения ведущего конического зубчатого колеса с торможением ведомого и вращения ведомого конического зубчатого колеса с торможением ведущего при заданных осевых нагрузках на радиально-упорных шарикоподшипниках собранной передачи в заданных направлениях, фиксации на бумаге отпечатков пятен контакта рабочих поверхностей зубьев ведущего и ведомого конических зубчатых колес и сравнения отпечатков с образцами или эскизами.
Боковой зазор в зацеплении конических зубчатых колес измеряют по меньшей мере в двух угловых положениях конических зубчатых колес с заданной точностью при заданных осевых нагрузках на радиально-упорные шарикоподшипники передачи в заданных направлениях.
Изобретение проиллюстрировано следующими чертежами.
На фиг.1 показана неортогональная коническая зубчатая передача центрального привода газотурбинного двигателя.
На фиг.2 показано устройство, установленное на валу ротора компрессора и подшипниках ведомого зубчатого колеса неортогональной зубчатой передачи в положении контакта рабочего ребра стержня калибра ведущего колеса и поверхности продольного среза стержня калибра ведомого колеса.
На фиг.3 показано то же устройство, но в положении контакта рабочего ребра стержня калибра ведомого колеса и поверхности продольного среза стержня калибра ведущего колеса.
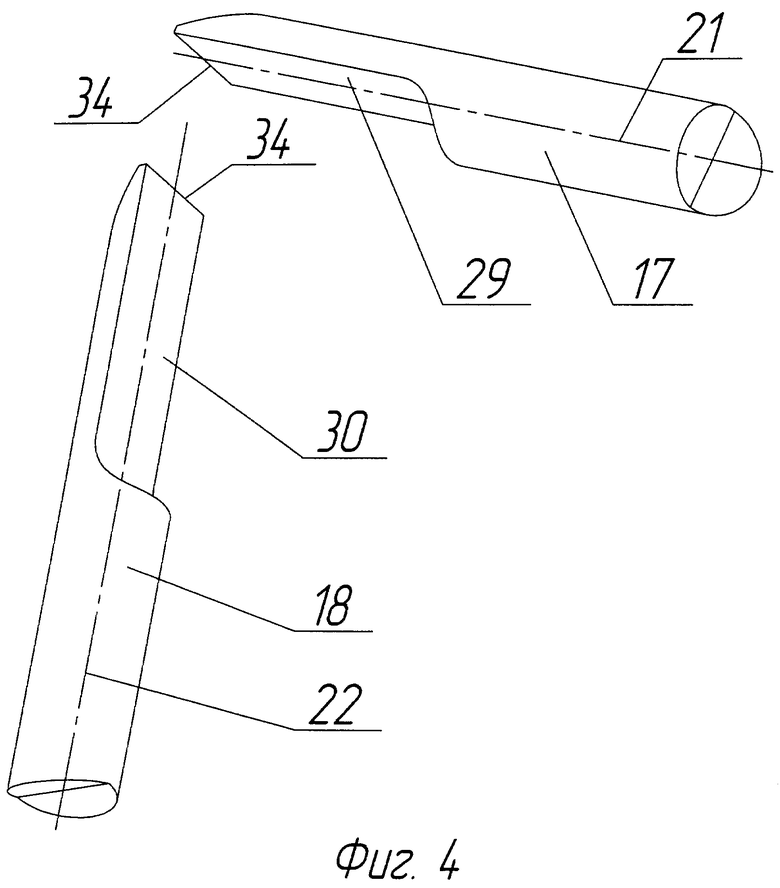
На фиг.4 показаны в аксонометрии участки стержней устройства с продольными срезами.
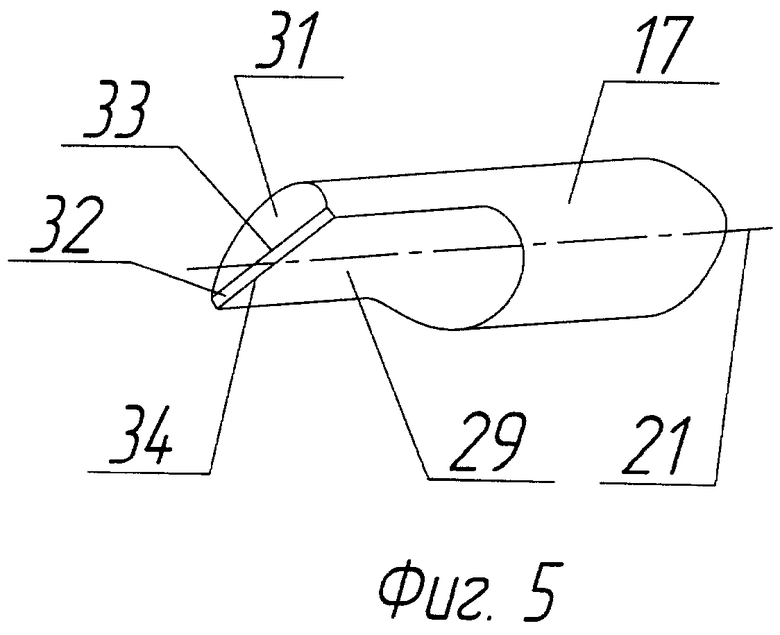
На фиг.5 показаны продольный и косой срезы стержня, образованная ими торцевая поверхность и рабочие ребра, образованные этой поверхностью с продольным и косым срезами.
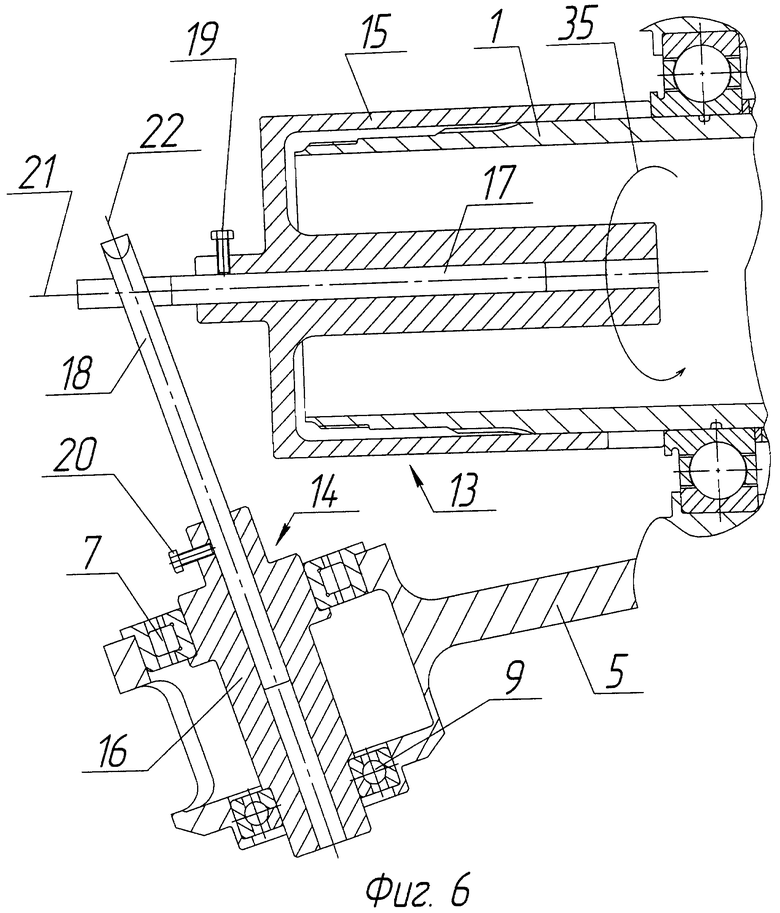
На фиг.6 показано направление вращения ротора компрессора и соответствующее этому направлению взаимное отклонение осей опор конической зубчатой передачи, проверяемое при помощи стержней калибров при их контакте.
На фиг.7 показано допустимое расположение стержней калибров при проверке взаимного расположения осей опор конической зубчатой передачи при левом направлении вращения ведущего конического зубчатого колеса.
На фиг.8 показано допустимое расположение стержней калибров при проверке взаимного расположения осей опор конической зубчатой передачи при правом направлении вращения ведущего конического зубчатого колеса, где:
L1 - расстояние от базовой плоскости ведущего конического зубчатого колеса до вершины делительного конуса.
L2 - расстояние от базовой плоскости ведомого конического зубчатого колеса до вершины делительного конуса.
Размеры L1 и L2 измерены при изготовлении ведущего и ведомого конических зубчатых колес, соответствуют расстоянию А согласно ГОСТу 19325-73, стр.16 и замаркированы на наружных нерабочих поверхностях колес. Для авиационного двигателестроения изготовление конических зубчатых колес конических зубчатых передач выполняется парами (ведущее и ведомое) и раскомплектование пар зубчатых колес не допускается.
L3 - толщина регулировочного кольца ведущего зубчатого колеса.
L4 - толщина регулировочного кольца ведомого зубчатого колеса.
L5 - это размер, измеренный от рабочего ребра стержня калибра ведущего колеса, проходящего через точку пересечения в проекции осей опор передачи, до базовой поверхности основания при рабочем положении калибра, когда ведущий вал сдвинут к указанной точке вдоль оси основания за счет выбранного осевого зазора радиально-упорного шарикоподшипника.
L6 - это размер, измеренный от рабочего ребра стержня калибра ведомого колеса, проходящего через точку пересечения в проекции осей опор передачи, до базовой поверхности основания при рабочем положении калибра, когда основание калибра сдвинуто от указанной точки вдоль оси за счет выбранного осевого зазора радиально-упорного шарикоподшипника.
L7 - величина взаимного отклонения осей опор конической зубчатой передачи, которая включает в себя радиальные зазоры между подшипниками ротора компрессора и опорами под эти подшипники (второй подшипник ротора не показан), радиальные зазоры между подшипниками ведомого колеса и опорами корпуса, радиальные зазоры самих подшипников качения, отклонение соосности поверхностей опор в корпусе, прогибы вследствие упругой деформации каждого из элементов передачи при ее работе.
L3 и L4 определяют как:
L3=L5-L1;
L4=L6-L2.
Неортогональная коническая зубчатая передача центрального привода газотурбинного двигателя включает вал 1 ротора компрессора, на котором размещены ведущее коническое зубчатое колесо 2, регулировочное кольцо 3 и радиально-упорный шарикоподшипник 4. В корпусе 5 размещены ведомое коническое зубчатое колесо 6, на котором установлены роликовый подшипник 7, регулировочное кольцо 8 и радиально-упорный шарикоподшипник 9. Вершины делительных конусов зубчатых колес 2 и 6 совмещены в точке 10 - точке пересечения в проекции осей 11 и 12 опор конической зубчатой передачи. Элементы крепления зубчатых колес передачи и их подшипников (гайки и стопорные замки) не обозначены.
Устройство для сборки конической зубчатой передачи состоит из калибра 13 ведущего колеса и калибра 14 ведомого колеса, которые включают полые основания 15, 16, стержни 17, 18 и фиксирующие винты 19, 20 соответственно. Стержни 17, 18 одинаковой конструкции, имеют оси 21 и 22 соответственно и расположены в основаниях 15 и 16 с минимальным зазором, позволяющим осуществлять осевое перемещение и вращение стержней 17 и 18 относительно оснований 15, 16, а винты 19 и 20 позволяют фиксировать стержни 17, 18 от указанных перемещений.
Каждое из оснований 15 и 16 выполнено с внутренним отверстием. Оси оснований не показаны.
Основание 15 имеет посадочную поверхностью 23 для центрирования на валу 1 с заданной точностью. Поверхность 23 выполнена концентрично оси основания 15. Основание 15 имеет цанговую часть 24 для его дополнительного центрирования и крепления на валу 1 и торцевую базовую поверхность 25, выполненную перпендикулярно оси основания. Поверхность 25 находится в контакте с подшипником 4.
Основание 16 имеет две наружные цилиндрические поверхности 26 и 27 под подшипники 7 и 9 соответственно. Поверхности 26 и 27 выполнены таким образом, что между ними и подшипниками 7 и 9 гарантирован зазор, что обеспечивает удобство монтажа-демонтажа подшипников на основание 16. Поверхности 26 и 27 выполнены концентрично оси основания 16. Кроме этого, основание 16 имеет торцевую базовую поверхность 28, выполненную перпендикулярно оси основания 16. Поверхность 28 находится в контакте с подшипником 9.
Каждый стержень калибров имеет на конце один продольный и один косой срезы. Продольные срезы 29 и 30 стержней 17 и 18 совпадают с соответствующими осями 21 и 22. Косой срез 31 находится на том же конце стержней 17 и 18, где расположены продольные срезы 29 и 30, но с противоположной стороны относительно продольных срезов 29,30, образуя при этом торцевую поверхность 32. Торцевая поверхность 32 стержней 17 и 18 перпендикулярна осям 21 и 22, а со срезами 29 или 30 и срезом 31 образует параллельные ребра 33 и 34. Ребро 34, образованное поверхностью 32 и продольным срезом 29 или 30, является рабочим ребром стержней 17 и 18.
В устройстве ось 11, ось основания 15 и ось 21 стержня 17 совпадают, так же как совпадают ось 12, ось основания 16 и ось 22 стержня 18.
В общем случае оси 11 и 12 опор конической зубчатой передачи без нагрузки не должны пересекаться в пространстве, а должны перекрещиваться и находиться на некотором расчетном расстоянии друг от друга. Кроме этого, допустимое отклонение осей 11 и 12 опор конической зубчатой передачи относительно друг друга зависит от направления 35 вращения ведущего конического зубчатого колеса 2 (фиг.6). Направление 35 вращения колеса 2 одинаковое с валом 1 ротора компрессора, так как колесо 2 стоит на валу 1.
В Российском авиационном двигателестроении принято направление вращения ротора компрессора, участвующего в передаче мощности через центральный привод, против часовой стрелки при виде со стороны сопла, т.е. левое (А.А.Иноземцев, Е.А.Коняев, В.В.Медведев, А.В.Нерадько, А.Е.Ряссов, Авиационный двигатель ПС-90А, Москва, Либра-К, 2007 г., стр.22). В зарубежном авиационном двигателестроении имеются как левое, так и правое направления вращения роторов. Допустимое положение осей 11 и 12 относительно друг друга для указанного направления 35 вращения вала 1 ротора компрессора без приложения рабочей нагрузки выглядит следующим образом: ось 12 расположена слева от оси 11 при виде со стороны сопла (не показано) двигателя.
Допустимая величина размера L7 расчетная и включает в себя суммарное значение, например, радиальных зазоров в подшипниках, посадках «подшипник-опора», а также прогибы элементов передачи при рабочей нагрузке. При указанной нагрузке в конической передаче отклонение осей 11 и 12 компенсируется за счет выше перечисленных факторов и при правильном подборе регулировочных колец, а также качественном изготовлении всех элементов передачи, обеспечивает схождение вершин делительных конусов конических зубчатых колес в одной точке пространства, при этом оси (не показаны) конических зубчатых колес 2 и 6 пересекаются. Тем самым создаются оптимальные условия для работы конической зубчатой передачи. При этом оси конической зубчатой передачи пересекаются.
Способ сборки конической зубчатой передачи осуществляется следующим образом.
Проверяют размеры L1 и L2 конических зубчатых колес 2 и 6, сверяют их с нормативными величинами и регистрируют для последующего расчета.
На посадочную поверхность вала 1 компрессора вместо ведущего зубчатого колеса 2 устанавливают калибр 13 ведущего конического колеса до упора во внутреннюю обойму шарикоподшипника 4 поверхностью 25. Закрепляют калибр 13 цанговой частью 24 основания 15 для надежного удержания его на валу 1 ротора компрессора в контакте с радиально-упорным шарикоподшипником 4. Ослабляют винт 19 и смещают стержень 17 вглубь основания 15 для удобства монтажа калибра 14 ведомого конического колеса.
В корпус 5 ставят радиально-упорный шарикоподшипник 9 так, чтобы его положение было таким же после окончательного монтажа на ведомое зубчатое колесо 6. Далее ставят в корпус 5 основание 16 калибра 14 со стержнем 18, фиксирующим винтом 20. Ставят на основание 16 роликоподшипник 7.
Располагают основания 15 и 16 таким образом, чтобы оси (не обозначены) фиксирующих винтов 19 и 20 находились в одной плоскости.
Известно, что каждый шарикоподшипник имеет индивидуальные параметры, например, осевой и радиальный зазоры, выступание торцов наружной и внутренней обойм относительно друг друга вдоль оси подшипника и другие. По этой причине приходится подбирать индивидуально регулировочные кольца для перемещения конических зубчатых колес с целью совмещения в одной точке вершин их делительных конусов. В связи с этим применение в устройстве каких-либо «технологических» или других подшипников недопустимо.
При работе газотурбинного двигателя аэродинамические силы смещают ротор компрессора к точке 10. То есть вал 1 смещен по оси 11 в сторону указанной точки 10, а ведомое коническое зубчатое колесо 6 из-за воздействия на него ведущего зубчатого колеса 2 смещено вдоль оси 12 от точки 10. В связи с этим через вал 1 и основание 16 на радиально-упорные шарикоподшипники 4 и 9 создают осевые нагрузки в указанных направлениях. Прилагаемые осевые нагрузки составляют заданную величину и регламентируются нормативными документами. Дополнительные технологические устройства для создания осевых нагрузок не показаны.
Ослабляют винты 19 и 20, разворачивают стержни 17 и 18, располагают плоские срезы 29 и 30 параллельно и выдвигают стержни навстречу друг другу из оснований 15 и 16 до состояния перекрещивания, как показано на фиг.7, при этом стержень 17 расположен за стержнем 18. То есть при виде со стороны сопла двигателя стержень 18 должен располагаться слева от стержня 17. Такое расположение стержней 17 и 18 в приведенном примере передачи является допустимым. Срезы 29 и 30 должны быть обращены друг к другу, а между ними должен быть некоторый зазор на величину L7.
Отсутствие зазора между плоскими срезами 29 и 30 и отсутствие возможности расположения стержней 17 и 18 в вышеуказанном состоянии означает то, что оси 11 и 12 опор передачи расположены с отклонением, отличающимся от допустимого. Для подтверждения этого разворачивают стержни 17 и 18 в основаниях 15 и 16 на 180° и сводят их до перекрещивания, как показано на фиг.8, при этом стержень 17 расположен перед стержнем 18, а при виде со стороны сопла двигателя стержень 18 расположен справа от стержня 17. Такое расположение осей 11 и 12 данной конической зубчатой передачи является недопустимым для левого вращения вала 1 с колесом 2 и требует исправления опор (не обозначены) под подшипники 7 и 9 или под подшипник 4 и второй (не обозначен) подшипник ротора компрессора.
В состоянии допустимого расположения осей 11 и 12 (фиг.7) опор передачи доступно измерение величины отклонения L7 осей щупом между плоскими срезами 29 и 30 стержней 17 и 18 (сайт http://delta-qrup.ru/bibliot/33/121.htm, рис.120, б).
При необходимости более точного измерения величины отклонения L7 осей передачи размещают и фиксируют стержень 18 в таком положении, при котором примерно средняя часть плоского среза 30, обращенного к стержню 17, пересекается с осью 21 стержня 17 (фиг.2). Из основания 15 к срезу 30 стержня 18 выдвигают стержень 17 до контакта с ним. Придерживая стержни 17 и 18 во взаимном контакте, ослабляют винт 20 и совмещают ребро 34 стержня 17 с поверхностью продольного среза 30 стержня 18 до полного удаления зазора между ними, когда ребро 34 прижато к поверхности продольного среза 30. Фиксируют положение стержня 17 винтом 19, а положение стержня 18 - винтом 20.
Контролируют величину отклонения осей 11 и 12 опор конической зубчатой передачи по взаимному отклонению осей 21 и 22 стержней 17 и 18 соответственно, любым известным способом, например, измерением микрометром выступания кромок (не обозначены) срезов 29 и 30 относительно друг друга.
В случае превышения величины отклонения L7 от допустимой, требуется исправление опор под подшипники 4, 7 и 9 конической зубчатой передачи.
При допустимом взаимном отклонении осей 11 и 12 и соответствии величины этого отклонения допустимой величине, ослабляют затяжку винта 20, перемещают стержень 18 внутрь основания 16 и фиксируют в положении, при котором возможно удобное снятие калибра 13 с вала 1.
Ослабляют затяжку цанговой части 24 основания 15. Снимают калибр 13 с зафиксированным стержнем 17 и ставят его базовой поверхностью 25 на контрольную плиту (не показана).
Определяют размер L5 от рабочего ребра 34 стержня 17 до базовой поверхности 25 основания 15 вдоль оси 21 стандартными мерительными средствами.
Вычисляют толщину необходимого кольца 3:
L3=L5-L1,
Подбирают готовое или изготовляют шлифованием из кольца большего размера регулировочное кольцо 3 необходимой толщины L3.
Ранее созданные осевые нагрузки на радиально-упорные шарикоподшипники 4 и 9 сохраняют. Далее, не разбирая, устанавливают калибр 13 обратно на вал 1 ротора компрессора до упора в подшипник 4 поверхностью 25 и закрепляют его цанговой частью 24 (фиг.3). Ослабляют винт 19 и выдвигают стержень 17 до пересечения с осью 22 примерно средней части продольного среза 29, обращенного к стержню 18. Ослабляют винт 20 и выдвигают стержень 18 до контакта с продольным срезом 29, добиваясь полного устранения зазора между ними, то есть ребро 34 стержня 18 прижато к поверхности среза 29.
Фиксируют стержень 18 винтом 20. При ослабленном винте 19 перемещают стержень 17 внутрь основания 15 и фиксируют стержень 17. Извлекают из корпуса 5 калибр 14 вместе с роликоподшипником 7, снимают роликоподшипник 7 с основания 16.
Определяют размер L6 от рабочего ребра 34 стержня 18 до базовой поверхности 28 основания 16 вдоль оси 22 стандартными мерительными средствами.
Вычисляют толщину необходимого кольца 8:
L4=L6-L2,
Подбирают готовое или изготовляют шлифованием из кольца большего размера регулировочное кольцо 8 необходимой толщины L4.
Снимают калибр 13 с вала 1, а шарикоподшипник 9 - из корпуса 5.
Собирают ведомое коническое зубчатое колесо 6 с подшипником 7, регулировочным кольцом 8 и радиально-упорным шарикоподшипником 9 с учетом ранее оговоренного его положения, а также с остальными необозначенными элементами (фиг.1). Гайки замками не стопорят.
Зубчатые колеса 2 и 6 в примере описываемого способа имеют зубья с обеими рабочими поверхностями. Одна рабочая поверхность зуба работает на запуске двигателя, а другая непосредственно от малого газа до максимальных режимов. Поэтому наносят слой красящего состава одного цвета, например синего, на зубья ведущего конического колеса 2 с обеих сторон каждого зуба и красящий состав другого цвета, например красного - с обеих сторон каждого зуба ведомого конического колеса 6.
Собирают коническую зубчатую передачу совместно с подобранными регулировочными кольцами 3 и 8 (фиг.1) для дальнейшего контроля пятна контакта зубчатых колес передачи и бокового зазора между зубьями колес.
Придают осевые усилия на подшипники 4 и 9 через вал 1 и зубчатое колесо 6, соответственно, по направлениям, указанным ранее. Направления приложения осевых нагрузок при этом соответствуют направлениям осевых нагрузок на подшипниках передачи запущенного двигателя, то есть вал 1 смещают к точке 10, а зубчатое колесо 6 - от точки 10.
Притормаживают ведомое зубчатое колесо 6 от свободного вращения и вращают вал 1 в направлении, указанном на фиг.6. Технологические средства, обеспечивающие торможение вращения зубчатого колеса 6 и вращение вала 1, не показаны. Желательно, чтобы момент вращения вала 1 ротора компрессора соответствовал такому рабочему моменту, при котором зубчатая передача работает в реальных условиях длительное время. Для рассматриваемого примера это крейсерский режим работы двигателя.
Далее, осевую нагрузку той же величины на подшипник 9 через зубчатое колесо 6 создают в обратном направлении, то есть к точке 10. Притормаживают вал 1 и вращают зубчатое колесо 6 в том же направлении, в котором оно вращалось ранее при торможении. Желательно, чтобы момент вращения зубчатого колеса 6 соответствовал рабочему моменту на режиме запуска двигателя.
Создание обратного направления осевой нагрузки на подшипник 9 через зубчатое колесо 6 необходимо в конических передачах с круговым зубом из-за эффекта притягивания ведомого зубчатого колеса 6 к точке 10 в условиях приложения к нему крутящего момента на запуске двигателя.
В прямозубых конических зубчатых передачах осевое усилие на подшипник 9 через ведомое зубчатое колесо 6 создают вдоль оси 12 от точки 10.
Вращают вал 1 и колесо зубчатое 6 в обоих случаях до появления на поверхностях зубьев колес 2 и 6 участков, свободных от красящих составов.
Устанавливают специальные технологические устройства (не показаны), позволяющие измерить боковой зазор в зубчатом зацеплении без разборки зубчатой передачи и без применения щупов или других средств, портящих пятно контакта. Например, флажок с цанговым креплением на зубчатом колесе для использования индикатора часового или рычажного типа.
Последовательно создают осевые нагрузки на подшипники 4 и 9, как описано выше, для режимов запущенного двигателя и режима запуска. Последовательно измеряют боковой зазор между зубьями передачи в двух-трех окружных положениях зубчатых колес 2 и 6 для указанных режимов с заданной точностью и сравнивают полученные значения с допустимыми величинами, предусмотренными нормативными документами. При этом одно из зубчатых колес жестко стопорят от вращения, а другому (с флажком) придают вращательные движения в двух направлениях.
Далее, разбирают зубчатую передачу в обратном порядке, сохраняя неприкосновенными контактные поверхности зубьев колес 2 и 6, поочередно выборочно накладывают на поверхности зубьев специальную бумагу, впитывающую красящий состав, мягким шпателем прижимают ее по всей поверхности зуба и затем снимают бумагу. Контролируют качество зацепления конических зубчатых колес 2 и 6 сравнением отпечатков пятен контакта на бумаге с образцами или эскизами в нормативных документах. Повторяют процесс для обратной стороны зубьев передачи. Отпечатки пятен контактов на бумаге сохраняют как документальное доказательство качества зацепления зубчатых колес собираемой конической зубчатой передачи.
При положительных результатах проверки пятна контакта и бокового зазора в зубьях конической зубчатой передачи выполняют ее окончательную сборку по существующей технологической документации с учетом ранее оговоренного положения шарикоподшипника 9.
В случае отрицательного результата проверки пятна контакта или неудовлетворительного бокового зазора между зубьями выполняют проверку качества изготовления зубчатых колес 2 и 6 конической зубчатой передачи.
Работа устройства для сборки ортогональной конической передачи реализуется таким же образом.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СБОРКИ КОНИЧЕСКОЙ ЗУБЧАТОЙ ПЕРЕДАЧИ | 2011 |
|
RU2481509C1 |
| Механизм передачи крутящего момента агрегатам турбореактивного двигателя (ТРД), центральная коническая передача (ЦКП) ТРД, главная коническая шестерённая пара ЦКП ТРД, корпус ЦКП ТРД, ведущее зубчатое коническое колесо ЦКП, ведомое зубчатое коническое колесо ЦКП, узел ЦКП ТРД | 2016 |
|
RU2636626C1 |
| Способ сборки конической зубчатой передачи | 1988 |
|
SU1588943A1 |
| ДВУХСТУПЕНЧАТЫЙ КОНИЧЕСКИЙ ВОЛНОВОЙ РЕДУКТОР | 2014 |
|
RU2564556C1 |
| Коробка двигательных агрегатов (КДА) турбореактивного двигателя (ТРД), корпус КДА, главная коническая передача (ГКП) КДА, ведущее колесо ГКП КДА, ведомое колесо ГКП КДА, входной вал КДА | 2016 |
|
RU2635125C1 |
| СПОСОБ СБОРКИ КОНИЧЕСКОЙ ЗУБЧАТОЙ ПЕРЕДАЧИ | 1991 |
|
RU2012831C1 |
| УСТРОЙСТВО ДЛЯ РАЗРУШЕНИЯ ДЕРНИНЫ, СТЕРНИ И НЕТОВАРНЫХ ЧАСТЕЙ С КОРНЕЙ В СОЛОДКОВЫХ АССОЦИАЦИЯХ | 2000 |
|
RU2179790C2 |
| Веломобиль | 1989 |
|
SU1702869A3 |
| СПОСОБ СБОРКИ ПРЯМОЗУБОЙ КОНИЧЕСКОЙ ПЕРЕДАЧИ | 1991 |
|
RU2012832C1 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 1997 |
|
RU2146010C1 |




Изобретение относится к машиностроению и может быть использовано как в авиационном двигателестроении при сборке конических зубчатых передач газотурбинных двигателей так и в общем машиностроении. Способ сборки конической зубчатой передачи заключается в регулировании пространственного положения ведущего (2) и ведомого (6) зубчатых колес при помощи регулировочных колец (3, 8) для обеспечения совмещения вершин делительных конусов в точке (10) пространства и осуществлении контроля качества контакта рабочих поверхностей зубьев колес передачи и бокового зазора между ними. Для этого замеряют размеры L1 и L2 от базовых плоскостей ведущего и ведомого конических зубчатых колес до вершин их делительных конусов. Сравнивают с допустимыми величинами. Вместо указанных колес устанавливают калибры (13, 14) ведущего и ведомого колес. Создают заданные по величине и направлению осевые нагрузки. Определяют взаимное расположение осей (11, 12) передачи и величину отклонения их друг от друга, сравнивают с допустимыми. Вычисляют толщины L3 и L4 регулировочных колец (3, 8). Собирают с ними коническую зубчатую передачу. Изобретение позволяет повысить точность сборки ортогональных и неортогональных конических зубчатых передач, улучшить технологичность и исключить многократные сборки-разборки передач. 2 з.п. ф-лы, 8 ил.
1. Способ сборки конической зубчатой передачи, включающий регулирование пространственного положения ведущего и ведомого зубчатых колес при помощи регулировочных колец для обеспечения совмещения вершин делительных конусов в точке пространства и осуществление контроля качества контакта рабочих поверхностей зубьев колес передачи и бокового зазора между ними, отличающийся тем, что предварительно замеряют размеры L1 и L2 от базовых плоскостей ведущего и ведомого конических зубчатых колес соответственно до вершин их делительных конусов, сравнивают с допустимыми величинами, вместо указанных колес устанавливают устройство, состоящее из калибра ведущего колеса и калибра ведомого колеса, устанавливая их на элементы передачи до контакта с радиально-упорными подшипниками, при этом калибры имеют подвижные и фиксируемые в осевом и угловом положениях стержни с косыми и продольными срезами, образующими торцевые поверхности, перпендикулярные соответствующим осям стержней, причем продольные срезы расположены на осях и образуют с торцевыми поверхностями рабочие ребра, после чего создают на указанных подшипниках передачи через ее элементы или элементы устройства заданные по величине и направлению осевые нагрузки, при помощи стержней калибров определяют взаимное расположение осей передачи и величину L7 отклонения их друг от друга, сравнивают с допустимыми, поочередно вводят в контакт рабочее ребро стержня калибра ведущего колеса с продольным срезом стержня калибра ведомого колеса, а рабочее ребро стержня калибра ведомого колеса с продольным срезом стержня калибра ведущего колеса, при этом поочередно определяют размер L5 от рабочего ребра стержня калибра ведущего колеса до базовой поверхности основания и размер L6 от рабочего ребра стержня калибра ведомого колеса до базовой поверхности основания, вычисляют толщины L3 и L4 регулировочных колец соответственно ведущего и ведомого зубчатых колес, подбирают или изготавливают кольца необходимых толщин и собирают с ними коническую зубчатую передачу.
2. Способ сборки конической зубчатой передачи по п.1, отличающийся тем, что контроль качества контакта рабочих поверхностей зубьев колес осуществляют путем нанесения на обе стороны зубьев ведущего конического зубчатого колеса красящего состава одного цвета, а на обе стороны зубьев ведомого конического зубчатого колеса - красящего состава другого цвета, поочередного вращения ведущего конического зубчатого колеса с торможением ведомого и вращения ведомого конического зубчатого колеса с торможением ведущего при заданных осевых нагрузках на радиально-упорных шарикоподшипниках собранной передачи в заданных направлениях, фиксации на бумаге отпечатков пятен контакта рабочих поверхностей зубьев ведущего и ведомого конических зубчатых колес и сравнения отпечатков с образцами или эскизами.
3. Способ сборки конической зубчатой передачи по п.1, отличающийся тем, что боковой зазор в зацеплении конических зубчатых колес измеряют по меньшей мере в двух угловых положениях конических зубчатых колес с заданной точностью при заданных осевых нагрузках на радиально-упорные шарикоподшипники передачи в заданных направлениях.
| Способ сборки конических зубчатых передач | 1976 |
|
SU781450A1 |
| Способ сборки конической зубчатой передачи | 1988 |
|
SU1588943A1 |
| Способ сборки конических зубчатых передач | 1987 |
|
SU1441168A1 |
| Способ сборки коническихзубчАТыХ пАР | 1979 |
|
SU838188A1 |
| US 2005160875 A1, 28.07.2005. | |||

