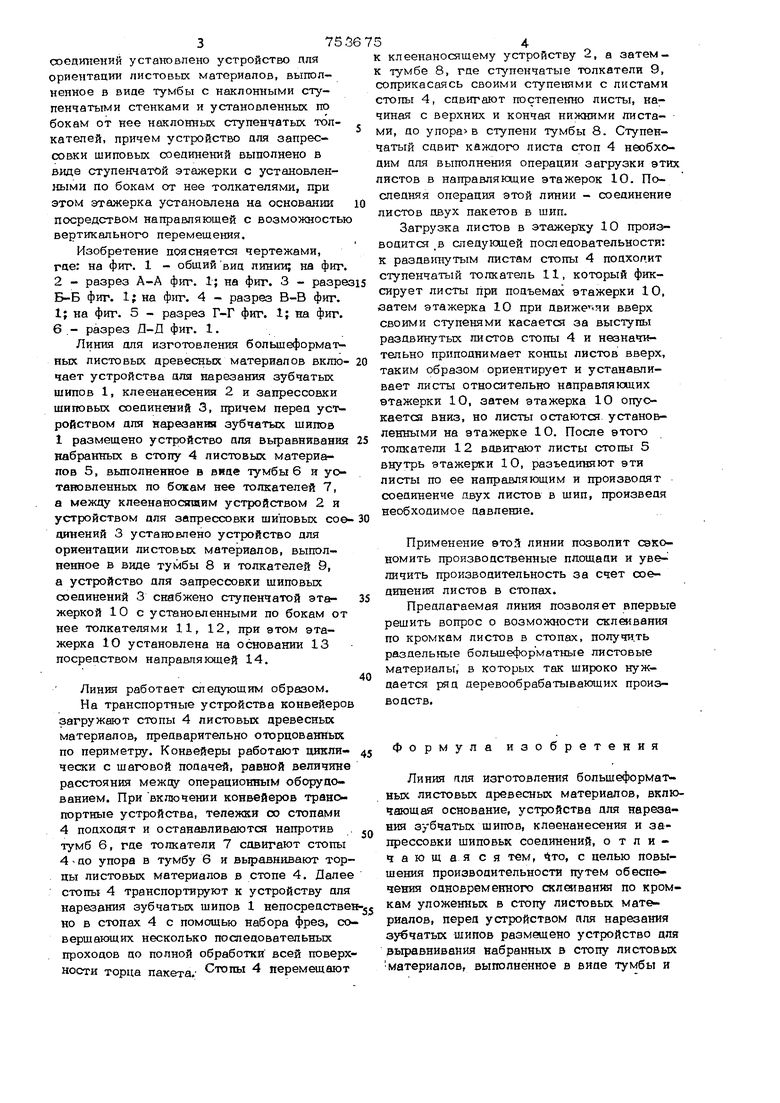
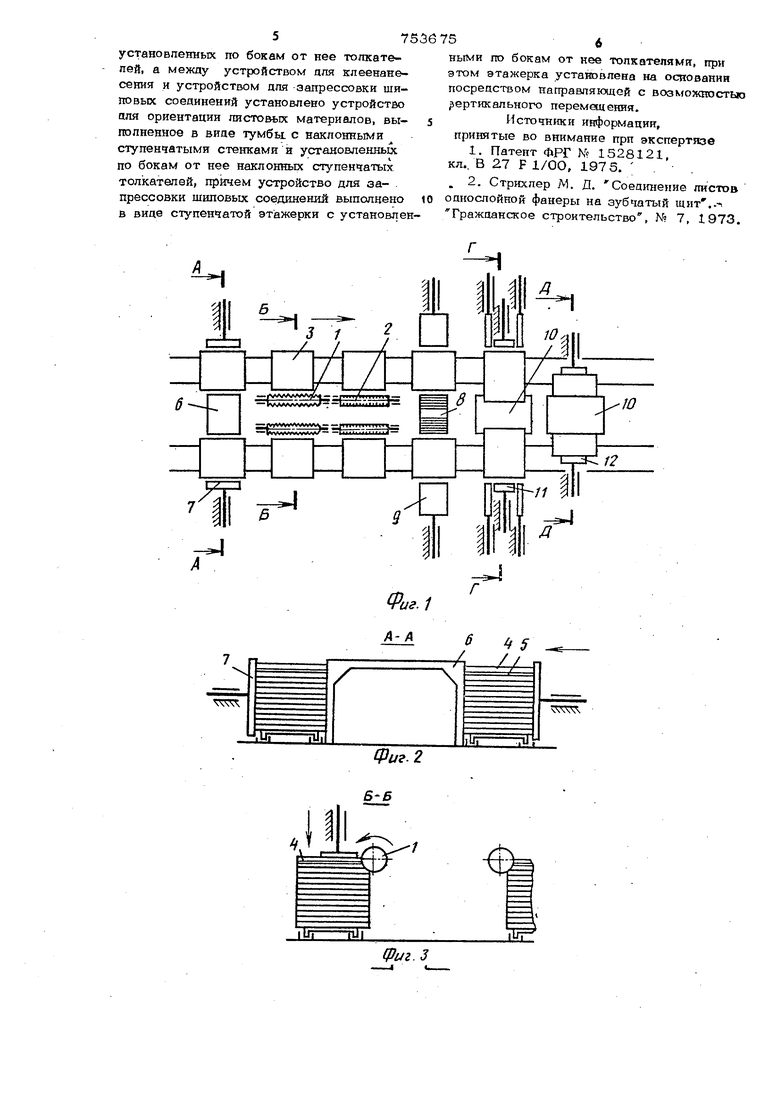
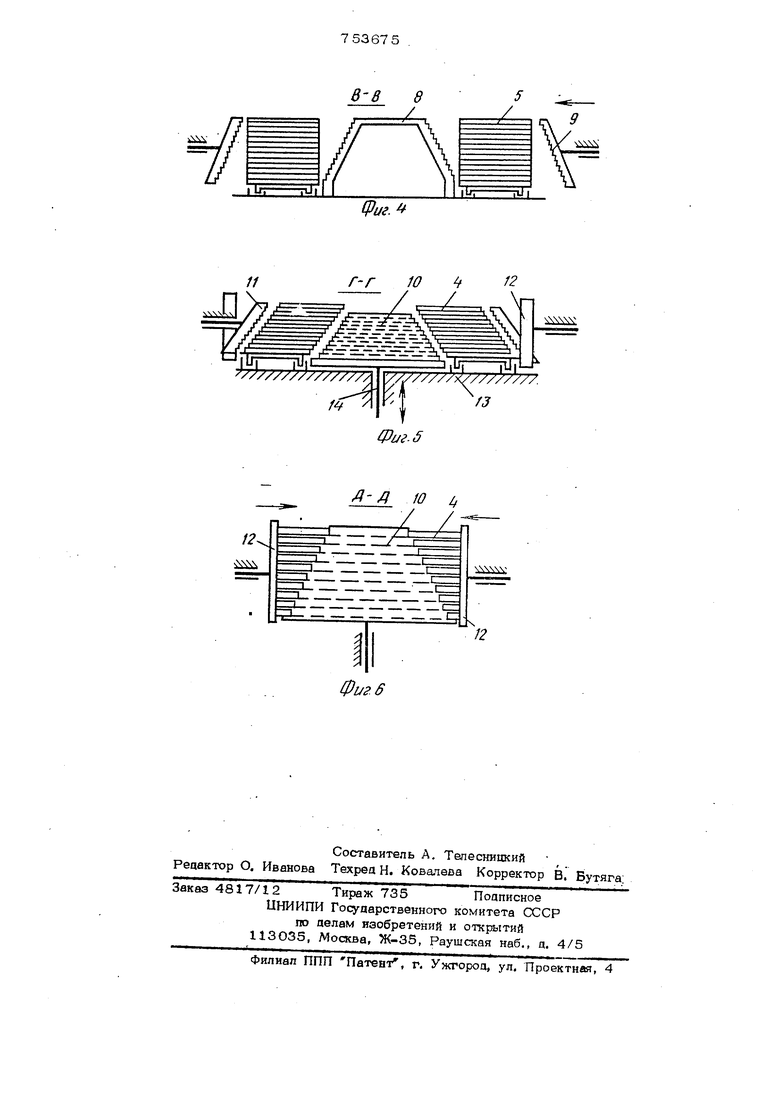
Изобретение относите к технологическому оборудованию цля изготовлетга боль .шеформатных листовых цревесньк материа .лов и может быть использовано в деревоо рабатывающей промьпцленности, судострое нии. Известна линия для изготовления бес f конечной ленты из древесных плит, включающая устройство для фрезерования кромок, склеивания, резания на нужный формат JL . Известна линия для изготовления большеформатных листовых древесных материалов, включающая основание, устройство для нарезания зубчатых шипов, клеенанесения и запрессовки шиповых соединений Последняя пиния для изготовления боль шеформатных древесных материалов является наиболее близкой по технической сущности и достигаемому результату к описьюаемой линии. Недостатком этих линий является низкая производительность. Кроме того, на этих лшшях операции подготовки соединения отдельных листов производятся поочередно, тго требует последовательной расстановки оборудовашш, а следовательно, и значительных произвоаственньк площадей, npH4eNf операции подготовки Н соединения производят на одном листе фанеры, а это снижает производительность линии. Целью настоящего изобретения является повышение производительности путем обеспечения оановреме1пгого склшшания по кромкам уложенных в листовых материалов, что дополнительно влечет за собой сокращение производственной площади. Поставленная цель достигается тем, что перед устройством для нарезания зубчатых шипов размещено устройство для выравнивания набрашгых в стопу листовых материалов, выполненное в виде тумбы и установленных по бокам от нее толкателей, а между устройством для клеенанесения и устройством для запрессовки щиповых 755 соединений установлено устройство для ориентации листовых материалов, выполненное в вице тумбы с наклонными ступенчатыми стенками и установленных по бокам от нее наклонных ступенчатьк толкателей, причем устройство пля запрессовки шиповых соединений выполнено в виде ступенчатой этажерки с установленными по бокам от нее толкателями, при этом этажерка установлена на основании посредством направляющей с возможностью вертикального перемещения. Изобретение поясняется чертежами, гае: на фиг. 1 - общий вид линии; на фиг. 2 - разрез А-А фиг. 1; на фиг. 3 - разре Б-Б фиг. 1; на фиг. 4 - разрез В-В фиг. 1; на фиг. 5 - разрез Г-Г фиг. 1; на фиг. 6.- разрез Д-Д фиг. 1. Линия для изготовления большеформагных листовых древесньЕх материалов включает устройства для нарезания зубчатых шипов 1, клеенанесения 2 и запрессовки шиповых соединений 3, причем перед уст ройством для нарезания зубчатых шипов 1 размещено устройство для выравнивания набранных в стопу 4 листовых материапов 5, вьшолненное в виде тумбы 6 н установленных по бокам нее толкателей 7, а между клеенаносящим устройством 2 и устройством для запрессовки шиповых сое оинений 3 установлено устройство для ориентации листовых материалов, выполненное в виде тумбы 8 и толкателей 9, а устройство для запрессовки шиповых соединений 3 снабжено ступенчатой этажеркой 10с установленными по бокам от нее толкателями И, 12, при этом этажерка 1О установлена на основании 13 посредством направляющей 14. Линия работает следующим образом. На транспортные устройства конвейеров загружают стопы 4 листовых древесных материалов, предварительно оторцованных по периметру. Конвейеры работают циклически с шаговой подачей, равной величине расстояния между операционным оборудованием. При включении конвейеров транс портные устройства, тележки со стопами 4 подходят и останавливаются напротив тумб 6, где толкатели 7 сдвигают стопы 4 - до упора в тумбу 6 и вьфавнивают торцы листовых материалов в стопе 4. Далее стопы 4 транспортируют к устройству для нарезания зубчатых шипов 1 непосредстве но в стопах 4 с помощью набора фрез, со вершающих несколько последовательных проходов до полной обработки всей поверх ности торца пакета/ Стопы 4 перемещают клеенаносящему устройству 2, а затемтумбе 8, где ступенчатые толкатели 9, оприкасаясь своими ступенями с листами топы 4, сдвигают постепенно листы, начиная с верхних и кончая нижними листаи, до упора в ступени тумбы 8. Ступенатый сдвиг каждого листа стоп 4 необходим для выполнения операции загрузки этих истов в направляющие этажерок 10. Последняя операция этой линии - соединение листов двух пакетов в шип. Загрузка листов в этажерху 10 производится в следующей последовательности: к раздвтгутым листам стопы 4 подходит ступенчатый толкатель 11, который фиксирует листы при подъемах этажерки 10, аатем этажерка 10 при движе-яи вверх своими ступенями касается за выступы раздвинутых листов стопы 4 и незначительно приподнимает концы листов вверх, таким образом ориентирует и устанавливает листы относительно направляющих этажерки 10, затем этажерка Ю опускается вниз, но листы остаются установленными на этажерке 10. После этого толкатели 12 вдвигают листы стопы 5 внутрь этажерки 10, разъединяют эти листы по ее направляющим и производят соединение двух листов в шип, произведя необходимое давление. Применение этой линии позволит сэкономить производственные площади и увеличить производительность за счет соединения листов в стопах. Предлагаемая линия позволяет впервые решить вопрос о возможности скпеквапкя по кромкам листов в стопах, получить раздельные большеформатные листовые материалы, в которых так широко нуждается ряд деревообрабатывающих производств. формула изобретения Линия пля изготовления большеформатньк листовък древесных материалов, включающая основание, устройства для нарезания зубчатых шипов, клеенанесения и запрессовки шиповьк соединений, о т л и чающ ая ся тем, то, с целью повышения производительности путем обеспечения одновременного склеивания по кромкам уложенньк в стопу листовых материалов, перед устройством пля нарезания зубчатых шипов размещено устройство для выравнивания набранных в стопу листовьк материалов, выполненное в виде тумбы и
5753е
установленных по бокам от нее толкателей, а между устройством для клеенанесения и устройством для запрессовки шиповых соединений установлено устройство для ориентации листовых материалов, вы- s полненное в виде тумбы с наклонными ступенчатыми стенками и установленных по бокам от нее наклонных ступенчатых толкателей, причем устройство для за- . прессовки шиповых соединений выполнено Ю в виде ступенчатой этажерки с установленJ
56
ными по бокам от нее толкателями, при этом этажерка устадавлева на основании посредством направляющей с возмохоюстью вертикального перемещения.
Источники информации, принятые во внимание прп экспертизе
1. Патент ФРГ К 1528121, кл.. В 27 F 1/00, 1975. ; ..
, 2. Стрихлер М. Д. Соешгаение листов однослойной фанеры на зубчатый щит .- Гражданское строительство, N 7, 1973.
e.f
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для соединения немерных заготовок по длине | 1985 |
|
SU1265045A1 |
| Устройство для нарезания зубчатых шипов | 1978 |
|
SU738878A1 |
| Линия изготовления древесного слоистого материала | 1987 |
|
SU1498613A1 |
| Станок для соединения немерных заготовок по длине | 1981 |
|
SU965770A1 |
| Устройство для соединения деталей по длине | 1988 |
|
SU1583293A1 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО ИЗГОТОВЛЕНИЯ ЭНЕРГОЭФФЕКТИВНЫХ ЭКОЛОГИЧЕСКИ ЧИСТЫХ МНОГОСЛОЙНЫХ ОБЛЕГЧЕННЫХ ОГНЕСТОЙКИХ СТЕНОВЫХ ПАНЕЛЕЙ НА ОСНОВЕ ОРГАНИЧЕСКИХ МАТЕРИАЛОВ, ЭНЕРГОЭФФЕКТИВНАЯ ЭКОЛОГИЧЕСКИ ЧИСТАЯ МНОГОСЛОЙНАЯ ОБЛЕГЧЕННАЯ ОГНЕСТОЙКАЯ СТЕНОВАЯ ПАНЕЛЬ НА ОСНОВЕ ОРГАНИЧЕСКИХ МАТЕРИАЛОВ, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ АВТОМАТИЗИРОВАННОГО ИЗГОТОВЛЕНИЯ ЭНЕРГОЭФФЕКТИВНЫХ ЭКОЛОГИЧЕСКИ ЧИСТЫХ МНОГОСЛОЙНЫХ ОБЛЕГЧЕННЫХ ОГНЕСТОЙКИХ СТЕНОВЫХ ПАНЕЛЕЙ НА ОСНОВЕ ОРГАНИЧЕСКИХ МАТЕРИАЛОВ | 2013 |
|
RU2549939C2 |
| ЛИНИЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2580680C2 |
| Устройство для соединения листов шпона | 1983 |
|
SU1230826A1 |
| Способ изготовления листовых древесных материалов | 1975 |
|
SU664833A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕРЕВЯННЫХ КЛЕЕНЫХ КОНСТРУКЦИЙ И ПИЛОПРОДУКЦИИ | 2008 |
|
RU2383434C1 |
Фиг. 2
8 /
/
ш.
//
12
ч
/J
Фш.5
Д Д 10 / /
1 - /
у
фиг 6
