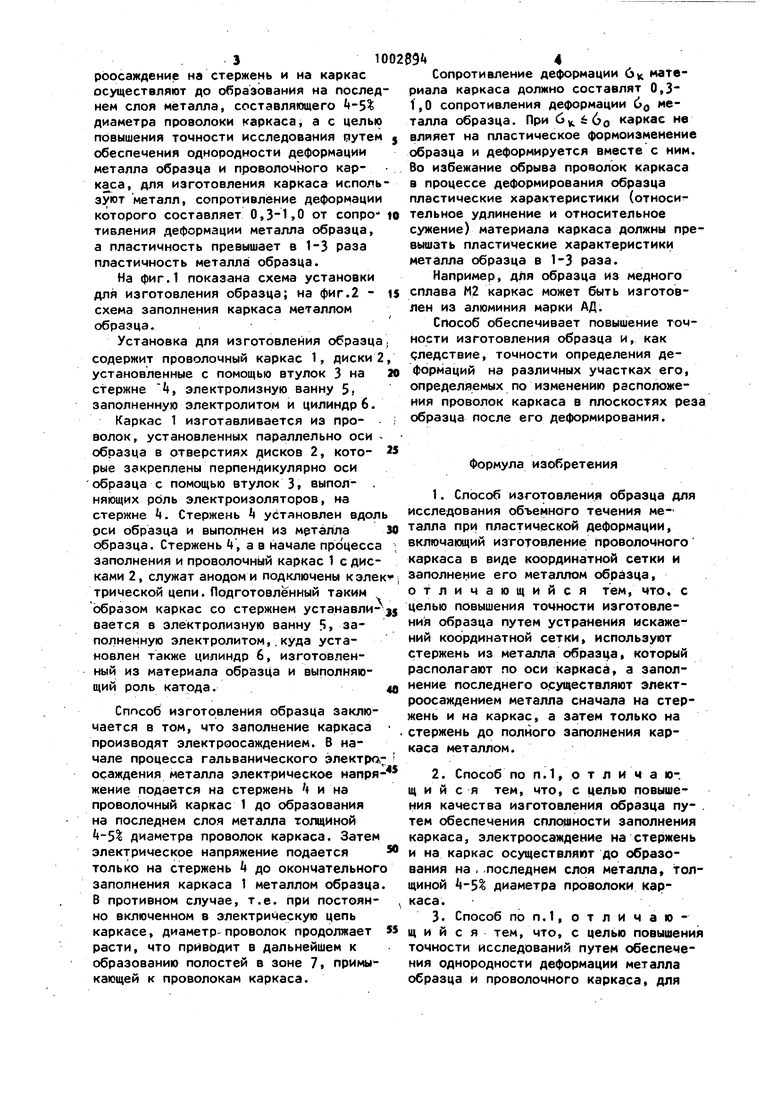
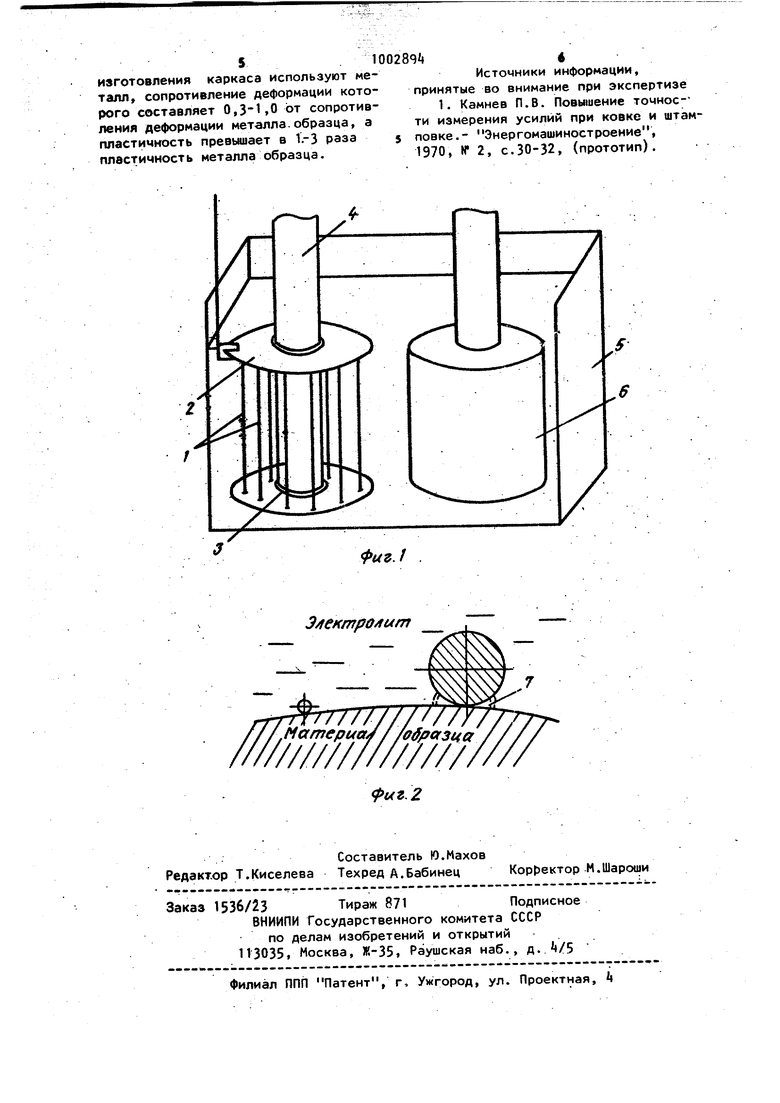
роосаждение на стержень и на каркас осуществляют до образования на послед нем слоя металла, составляющего j-S диаметра проволоки каркаса, а с целью повышения точности исследования путем обеспечения однородности деформации металла образца и проволочного карка са, для изготовления каркаса исполь зуют металл, сопротивление деформации которого составляет О, от сопротивления деформации металла образца, а пластичность превышает в 1-3 раза пластичность металла образца. На фиг.1 показана схема установки для изготовления образца; на фиг.2 схема заполнения каркаса металлом образца. Установка для изготовления образца содержит проволочный каркас 1, диски 2 установленные с помощью втулок 3 на ctepжнe Л, электролизную ванну S, заполненную электролитом и цилиндр 6. Каркас 1 изготавливается из проволок, установленных параллельно оси образца в отверстиях дисков 2, которые закреплены перпендикулярно оси образца с помощью втулок 3 выпол- . няющих роль электроизоляторов, на стержне j. Стержень установлен вдол оси образца и выполнен из металла образца. Стержень t, а в начале процесса заполнения и проволочный каркас 1 с дисками 2, служат анодом и подключены кэле трической цепи. Подготовленный таким образом каркас со стержнем устанавливается в электролизную ванну S, заполненную электролитом, куда установлен также цилиндр 6, изготовленный из материала образца и выполняющий роль катода. Способ изготовления образца заключается в том, что заполнение каркаса производят электроосаждением. В начале процесса гальванического электра осаждения металла электрическое напря жение подается на стержень и на проволочный каркас 1 до образования на последнем слоя металла тощиной -5 диаметра проволок каркаса. Затем электрическое напряжение подается только на стержень до окончательног заполнения каркаса 1 металлом образца В противном случае, т.е. при постоянно включенном в электрическую цепь каркасе, диаметр-проволок продолжает расти, что приводит в дальнейшем к образованию полостей в зоне 7, примы кающей к проволокам каркаса. 1 9 Сопротивление деформации 6к материала каркаса должно составлят 0,31,0 сопротивления деформации 6о металла образца. При 6 6 6о каркас не влияет на пластическое формоизменение образца и деформируется вместе с ним. Во избежание обрыва проволок каркаса в процессе деформирования образца пластические характеристики (относи тельное удлинение и относительное сужение) материала каркаса должны превышать пластические характеристики металла образца в 1-3 раза. Например, для образца из медного сплава М2 каркас может быть изготовлен из алюминия марки АД. Способ обеспечивает повышение точности изготовления образца и, как следствие, точности определения деформаций на различных участках его, определ1яемых по изменению расположения проволок каркаса в плоскостях реза образца после его деформирования. Формула изобретения 1. Способ изготовления образца для исследования объемного течения металла при пластической деформации, включающий изготовление проволочного каркаса в виде координатной сетки и заполнение его металлом образца. отличающийся тем, что, с изготовлеи лью повышения точности ний образца путем устранения искажений координатной сетки, используют стержень из металла образца, который располагают по оси каркаса, а заполнение последнего осуществляют электроосаждением металла сначала на стержень и на каркас, а затем только на стержень до полного заполнения каркаса металлом. 2.Способ по п. 1, о т л и ч а Ю-. щи и с я тем, что, с целью повышения качества изготовления образца пу- . тем обеспечения сплошности заполнения каркаса, электроосаждение на стержень и на каркас осуществляют до образования на , .последнем слоя металла толщиной 1-51 диаметра проволоки kapкаса. 3.Способ по п.1, от ли чаю щ и и с я тем, что, с целью повышения точности исследований путем обеспечения однородности деформации металла образца и проволочного каркаса, для
изготовления каркаса используют металл, сопротивление деформации которого составляет 0,3-1,0 от сопротивления деформации металла.образца, а пластичность превышает в V.-3 раза пластичность металла образца.
Источники информации, принятые во внимание при экспертизе 1. Камнев П.В. Повышение точности измерения усилий при ковке и штамповке.- Энергомашиностроение, 1970, № 2, с.30-32, (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления образца для исследования объемного течения металла | 1982 |
|
SU1035461A1 |
| Образец для исследования напряженно-деформированного состояния | 1981 |
|
SU946707A1 |
| Устройство для изготовления образцов с объемной координатной сеткой | 1980 |
|
SU920441A1 |
| ОБРАЗЕЦ ДЛЯ ИСПЫТАНИЯ МАТЕРИАЛОВ НА ПЛАСТИЧЕСКОЕ ОДНООСНОЕ РАСТЯЖЕНИЕ | 2015 |
|
RU2604111C1 |
| Способ правки проволоки | 1983 |
|
SU1151347A1 |
| Устройство для изготовления образцов с объемной координатной сеткой | 1982 |
|
SU1089464A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА С МЕТАЛЛИЧЕСКОЙ СЕТКОЙ И УСТРОЙСТВА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2018 |
|
RU2720288C2 |
| Смазка для холодной пластической деформации металлов | 1982 |
|
SU1182065A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОКАЗАТЕЛЯ ДЕФОРМАТИВНОСТИ МАТЕРИАЛА ПРИ ПРОИЗВОДСТВЕ ПРУТКОВЫХ МЕТАЛЛОИЗДЕЛИЙ | 2021 |
|
RU2775810C1 |
| Образец для определения параметров пластической деформации | 1981 |
|
SU962753A1 |
Электролит
