Предметом изобретения является устройство для измерения толщины изделий из немагнитных материалов (например, раскаленных стальных листов), состоящее из двух магнитных систем, расположенных с разных сторон контролируемого изделия и прижимаемых к его поверхности.
В известных устройствах подобного рода результаты измерения зависят от электрических свойств материала исследуемого изделия.
В предлагаемом устройстве это влияние устранено благодаря применению в одной из магнитных систем постоянного магнита или электромагнита и выполнению другой системы по типу магнитного усилителя, подмагничиваемого потоком первой системы. На выход магнитного усилителя подключен индикатор, показания которого будут меняться в зависимости от толщины изделия заключенного между магнитными системами.
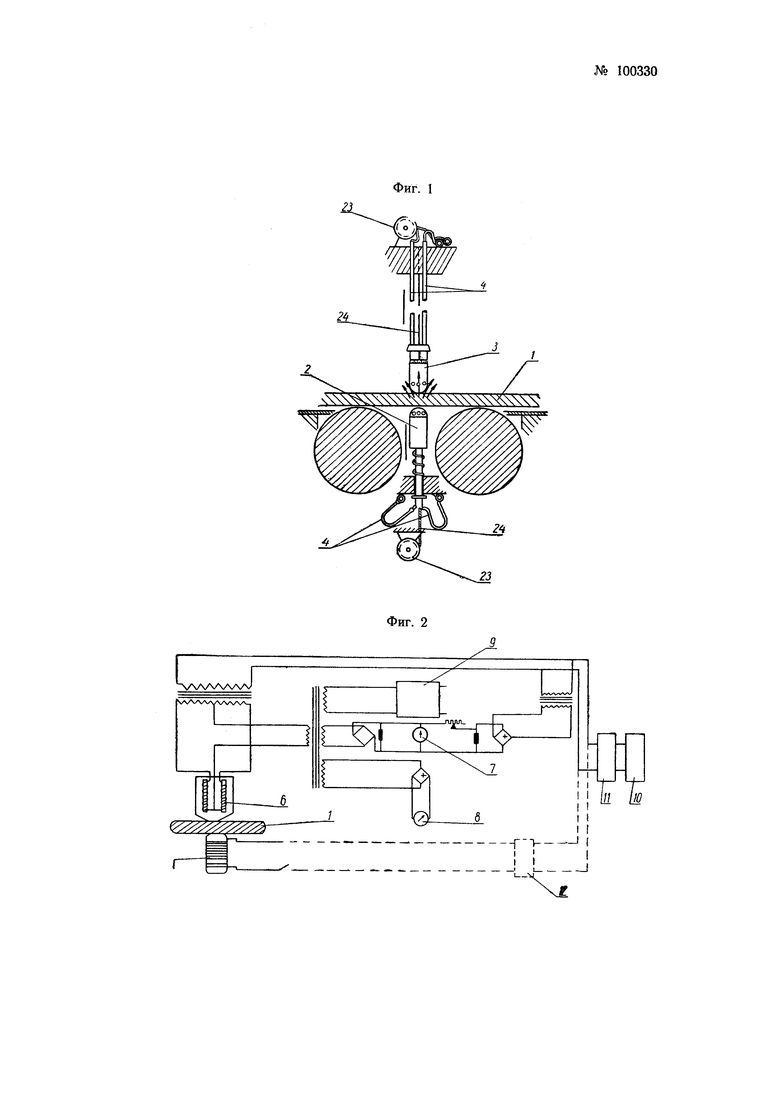
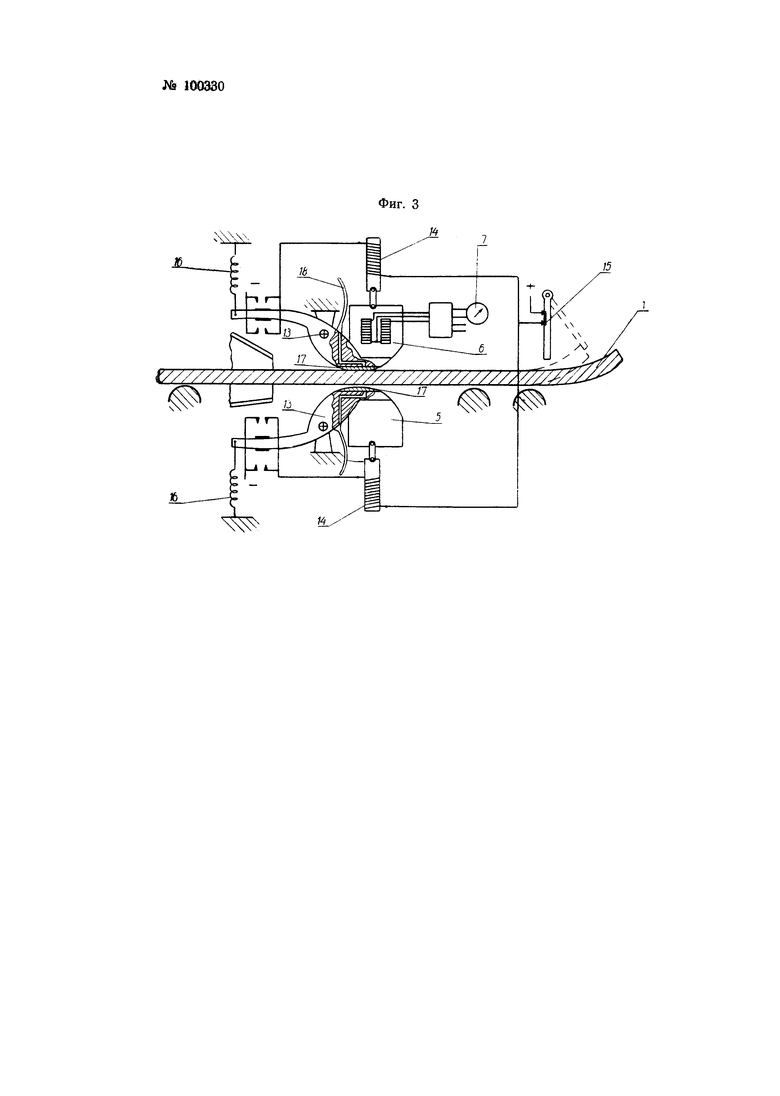
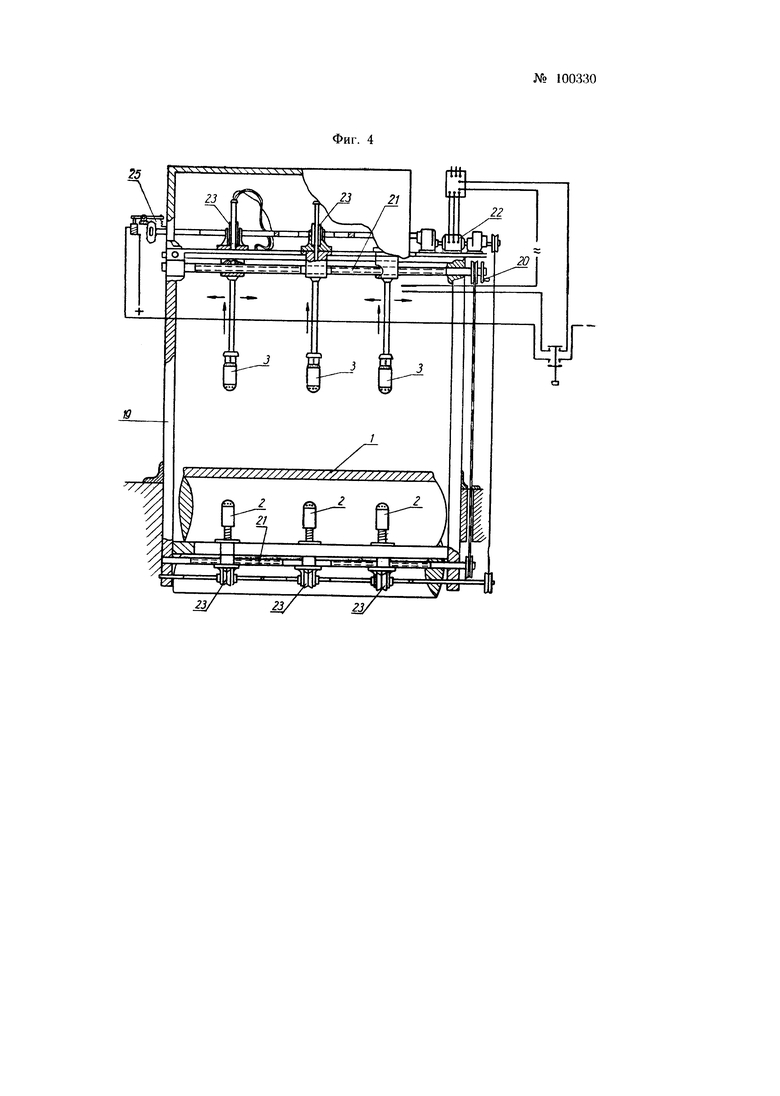
На фиг. 1 изображена принципиальная схема измерения толщины изделий с помощью предлагаемого устройства; на фиг. 2 - электрическая схема устройства; на фиг. 3 - схема автоматической подачи измерителей к контролируемому изделию; на фиг. 4 - эскиз установки предлагаемого устройства на листовых станах.
Устройство выполнено в виде двух магнитных систем, расположенных с разных сторон контролируемого изделия 1. Обе магнитные системы смонтированы в двух щупах 2 и 3, прижимаемых к поверхности изделия и снабженных каналами для пропуска охлаждающей жидкости, подаваемой к щупам по трубам 4. В одной из магнитных систем применен постоянный магнит или электромагнит 5, создающий постоянное магнитное поле. Другая магнитная система выполнена в виде приемника 6 магнитного потока первой системы, проходящего сквозь контролируемый лист.
Приемник 6 представляет собой магнитный усилитель, подмагничиваемый потоком магнита 5. На его выход включены измерительный прибор 7, указывающий толщину прокатываемого изделия, и измерительный прибор 8, показывающий отклонение толщины изделия от установленного размера.
В схеме устройства предусмотрен также усилитель 9, позволяющий передавать импульсы для автоматизации управления нажимными винтами клетке прокатного стана в зависимости от толщины прокатываемого металла.
Питание электромагнита 5 и приемника 6 осуществляется от генератора 10 высокой частоты через стабилизатор 11 и выпрямитель 12.
Действие прибора основано на изменении напряженности постоянного магнитного поля по мере удаления от создающего его магнита или электромагнита.
При изменении толщины измеряемого изделия меняется расстояние между магнитом 5 и приемником 6, вследствие чего приемник перемещается в зону большей или меньшей напряженности магнитного поля. При этом изменяется соответственно величина магнитного потока, попадающего в приемник, и показания включенных на его выход измерительных приборов. При значительной температуре металл изделия является парамагнитным, поэтому его магнитные свойства не оказывают влияние на результаты измерения.
Для автоматизации прижима магнитных систем к поверхности изделия 1 эти системы могут быть выполнены подвижными и снабжены электромагнитами, отводящими их, от изделия и прижимающими их к нему при введении контролируемого изделия в устройство. Для этого магнит 5 и приемник 6 устанавливаются на роликах или следящих пальцах 13. В нерабочем состоянии следящие пальцы 13 подняты электромагнитами 14.
При подаче изделия 1 в устройство его конец ударяет по свободно висящей планке 15 выключателя, который размыкает цепь питания электромагнитов, вследствие чего пружины 16 прижимают следящие пальцы 13 к изделию.
Чтобы избежать износа щупов 2 и 3 в процессе работы, который может вызвать погрешности в измерениях, в зазор 17 между рабочей поверхностью следящих пальцев 13 и поверхностью измеряемого изделия 1 по трубе 18 подается сжатый воздух при постоянном давлении. При этих условиях исключается непосредственное соприкосновение между щупами и поверхностью изделия, так как между ними образуется воздушная подушка определенной толщины.
При использовании предлагаемого устройства в прокатных цехах на станине прокатного стана устанавливается мерительная машина, на раме 19 которой смонтированы щупы 2 и 3. Перемещение щупов поперек листа осуществляется с помощью штурвала 20 и червячных винтов 21. Подача щупов к измеряемому изделию и перемещение их в исходное положение производится электродвигателем 22 и роликами 23, связанными посредством тросов 24 со щупами. В исходном положении щупы 2 и 3 удерживаются храповым механизмом 25 с электромагнитной защелкой.
1. Устройство для измерения толщины изделий из немагнитных материалов, в частности, раскаленных стальных листов, состоящее из двух магнитных систем, отличающееся тем, что, с целью устранения влияния электрических свойств материала исследуемого изделия на результат измерения, в качестве одной из магнитных систем применен постояный магнит, либо электромагнит, создающий постоянное магнитное поле, а другая система выполнена по типу магнитного усилителя, подмагничиваемого потоком первой системы с тем, чтобы показания подключенного к магнитному усилителю индикатора менялись в зависимости от толщины изделия заключенного между магнитными системами.
2. Устройство по п. 1, отличающееся тем, что, с целью использования его в условиях горячей прокатки, обе магнитные системы заключены в кожухи, снабженные каналами для пропускания охлаждающей жидкости.
3. Устройство по пп. 1 и 2, отличающееся тем, что, с целью автоматизации прижима магнитных систем к поверхности изделия, указанные системы выполнены подвижными и снабжены электромагнитами, отводящими эти системы от изделия и освобождающими их в случае отключения электромагнитов выключателем при введении контролируемого изделия в устройство.
