Проверка профиля желобов колец шарикоподшипников при помощи шаблонов иа просвет обладает тем недостатком, что прослгатриваиме желобов весьма затруднено и не обеспечивает требуемой точности.
Предлагаемый способ проверки профиля жело-ба кольца шарикоподшипника при помоши индикатора исключает указанные недостатки п обеспечивает достаточно точные резу|Льтаты измерений.
Достигается это тем, что указатель индикатора иастрашзают па плоской концевой мере на условное улевое положение, затем измерительный орган индикатора ириводят в контакт с проверяемой поверхностью желоба и сообщают KO.ifcuy качательное движение вокруг центра, отстоящего от условной пулевой точки желоба на заданный :по чертежу кольца радиус.
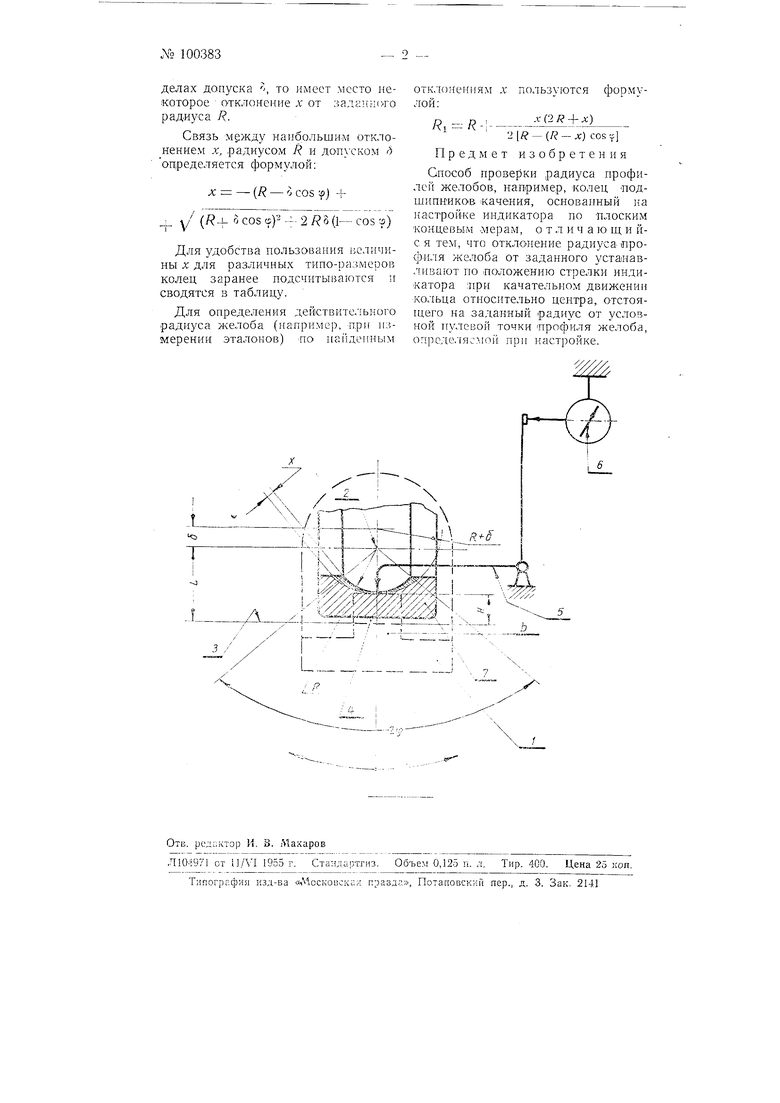
Чертеж иллюстрирует работу по предлагаемому способ}.
Проверяемое кольцо или эталон устанавливают на опору /, имеюшую возможность поворачиваться вокруг оси 2. Опора песет столик 5, кратчайшее расстояние от которого до оси 2 настраивается по плоской концевой мере 4. Мерительный орган индикатора, в данном случае измерительный рычаг 5, приводят в соnpHKOCHOBeiiiie с кoнцeвoii мерой. Указатель индикатора -- стрелку 6 устанавливают нри этом в нулевое пОЛожепие по шкале. Затем рычаг о приподнимают, плоскую i-сонцевую меру 4 убирают и в призматический вырез опоры / помеиииот проверяемое кольцо 7. Рычаг 5 приводят в контакт с поверхностью желоба кольца 7 н стрелка 6 устанавливается на каком-то случайном делении шкалы. Кольцо 7 перемешают до тех пер, пока стрелка 6 не займет условное нулевое положение, установленное ранее при помош;и концевой меры 4. В таком положении условная началь)1ая точка желоба расположена от оси 2 на расстоянии, равном чертежном} размеру радиуса желоба.
После этого проверяемому кольцу 7 сообщают качателыюе движение с углом размаха 2 во)руг оси 2. По положению стрелки 6 определяют отклонение профиля желоба или эталона от заданного (чертеж)юго).
Так как профиль желоба кольца может быть пзготОВлеп с радиусом, величина которого колеблется в пределах допуска , то имеет место некоторое отклонение х от зала-сного радиуса /.
Связь между наибольшим отклонением X, радиусом -/ и доп ском д определяется формулой:
X - (R - о cos ) +
, у (R о cos ср)2 -1. 2 (Ь- cos э)
Для удобства пользования величины X для различных типо-размеров колец заранее подсчитываются и сводятся в таблицу.
Для определения действите.чьного радиуса желоба (например, при измерении эталонов) по па идейным
отклонениям х пользуются формулой:
x(2R + X)
П „ П -. . г;
1 - /t; 2 (/ ;е) cos -f
Предмет изобретения
Способ проверки радиуса профилеи желобов, например, колец подшипников качения, основанный на настройке иидикатора по Потоским концевым -мерам, о т л и ч а ю щ и йся тем, что отклонение радиуса профиля желоба от заданного устаиавлизают по положению стрелки индикатора :ири качательном движении кольца относительно центра, отстоящего на заданный радиз с от условной нулевой точки нро-филя желоба, опреде.1яс.О1 при настройке.