Изобретение относится к машиностроению, в частнрсти к двигателестроению, и может быть использовано на заводах, изготавливающих дизели, например Д 100, втулки и рубашки цилиндров для запасных частей.
Известен способ упрочнения руба.шек цилиндров дизеля Д 100, по которому после механической обработки поверхность у отверстий рубашек цилиндров обкатывается роликами 1.
Недостатком известного способа упрочнения рубашек и цилиндров - малая глубина зоны остаточных сжимающих напряжений.
Известен также способ упрочнения рубгииек Цилиндров, по которому после предварительной механической обработки и выполнения отверстий следует объемная или поверхностная закалка 2.
Недостаток известного способа уп- рочнения рубашек и цилиндров заключается в наведении недопустимой де.формации и остаточных растягивающих напряжений.
Цель изобретения - повышение усталостной и коррозионно-усталостной прочности цилиндрических деталей с поперечными отверстиями, преимущественно втулок и рубашек цилиндров двигателя внутреннего сгорания.
Поставленная -цель достигается тем, что в известном способе, включающем предварительную механическую обработку, выполнение отверстий и термическую обработку, в цилиндрической детали производят предварительную механическую обработку, локальный
10 скоростный нагрев стенки детали до температур 720-750 С, например токами высокой частоты, и затем осуществляют последующую механическую обработку.
15
Охлаждение деталей на воздухе после локального скоростного нагрева приводит к возникновению зоны остаточных сжимающих напряжений, что позволяет получить стабильное увеличение
20 усталостной и коррозионно-устёшостной прочности.
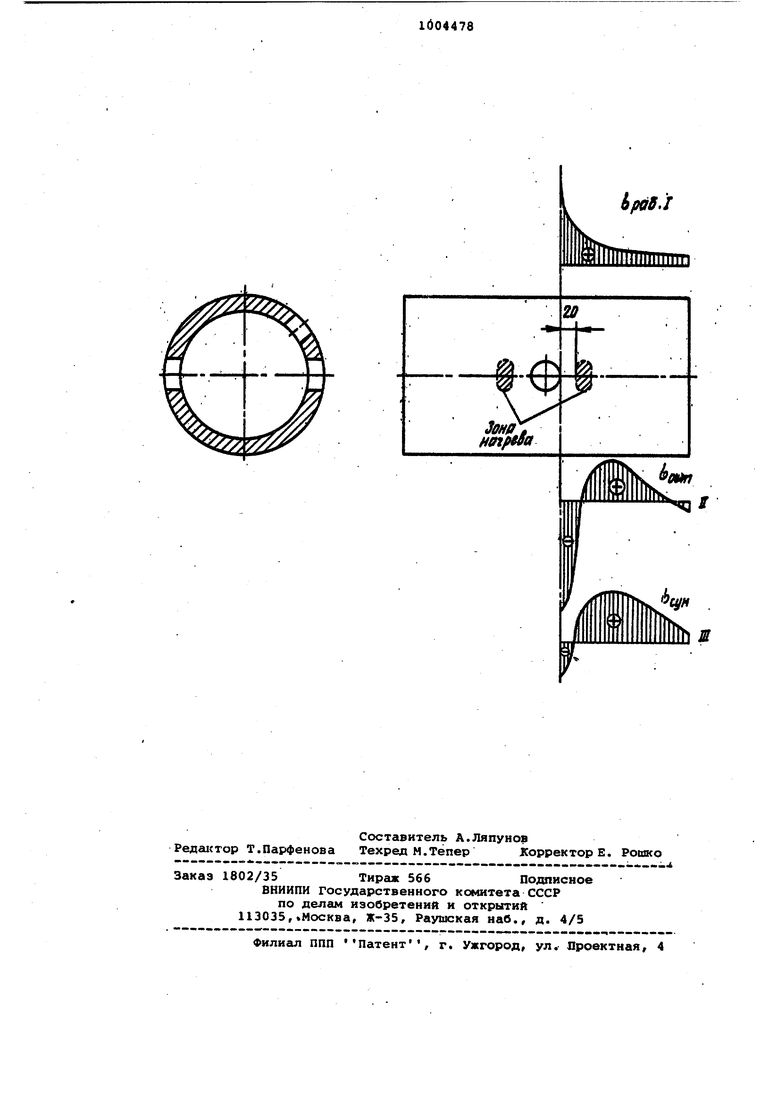
На чертеже показано распределение напряжений в рубаижах цилиндров дизелей типа Д 100 (1-напряжения, воз25никающие от рабочих нагрузок/ 11 - остаточные напряжения; 111 - суммарные напряжения).
Пример. Для рубашек цилиндров дизелей типа Д 100 из стали с на30 ружным диаметром 276 мм, толщиной стенки 16,5 мм,, высотой 420 мм, имею щих в средней части по высоте три от jeepcTHH диаметром 46 мм в процессе технологическбй обработки до выполнения отверстий для создания остаточ ных снимающих напряжений осуществляю локаА|ный скоростной нагрев, наприме токами высокой частоты, двух участко площадью 20x50 ммна расстоянии 20 м т предполагаемых кромок отверстий (чертеж). После достижения температуры нагрева стенки 720-750 С производится охлаждение на воздухе и последующая механическая обработка с вы полнени м отверстий. При этом величина остаточных с)кимающих напряжений на поверхности отверстий составляет 45-60 кгс/мм - при глубине зоны остаточных сжима1бщих напряжений 20 мм. Увеличение .ограниченного предела выносливости на базе 5 х 10 циклов в 0,1%-ном растворе хлористого натри составляет 1,4-1,6 раза по сравнению с упрочнением путем обкатки поверхности роликами, Расчетный технико-экономический эффект от внедрения предлагаемого способа изготовления цилиндрических деталей с поперечны1«« отверстиями применительно к рубашкам цилиндрой дизелей типа Д 10(3 на заводах Министерства путей сообщения по проу изводству запасных частей,составляет примерно, млн. руб, в год на эксплуатируемый парк дизелей. Применение предлагаемого способа Изготовления втулок и рубашек цилинд ров дизелей типд Д 100 позволяет получить на кромках отверстий зону остаточных сжимающих напряжений указан нбй глубины, что значительно повышает усталостную и коррозионно-усталостную прочность этих деталей. Формула изобретений 1.Способ изготовления цилиндрических деталей двигателей внутреннего сгорания, преимущественно втулок и рубгшек, включающий предварительную механическую обработку и последующую механическую обработку с выполнением отверстий, а также термическую обработку, отличающийся , что, с целью повышения усталостной прочности, после предварительной механической обработки производят локальный скоростной нагрев до температуры 720-750 С зон, расположенных на растчэянии 1,5-2,р радиусов будущего отверстия от его центра на центральном угле 80-120 в направлении оси,совпадающей с максимумом растягивающих нагрузок, ппсле чегп осх&(ествляют последующую .механическую обработку с выполненном отверстий. 2.Способ по п. 1, отличающийся тем, что одновременно с нагреванием осуществляют подстужива;ние зон, расположенных на рассто лп1и 0,8-1,1 радиуса будущего отверстия на центральном угле 80-120 в направлении оси, совпадающей с максимумом растягивающих нагрузок. Источники информации, принятые во внимание при §кспертизе 1. Технологический процесс меха }ической обработки рубашек цил11ндров i № 081.01140.30.028. Люблинский литейно-механический завод, 1980. 2. Хейвуд . -Проектирование с учетом усталости. М., 1969, с. 381.
IpaS.J
2В
,,,
JOMff f
fifftfffa
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2007 |
|
RU2363567C2 |
| Устройство для испытания на усталость цилиндра двигателя внутреннего сгорания | 1983 |
|
SU1101708A1 |
| СПОСОБ ОБРАБОТКИ ЗУБЧАТОГО СТЫКА КРИВОШИПНОЙ ГОЛОВКИ ШАТУНА | 2002 |
|
RU2219043C1 |
| Способ восстановления изношенных стальных деталей | 1977 |
|
SU686467A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАСОСНЫХ ШТАНГ | 2007 |
|
RU2361058C2 |
| Способ химико-термической обработки прецизионных деталей | 1990 |
|
SU1721103A1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ ПОРОШКОВОГО ЖЕЛЕЗА | 2022 |
|
RU2815808C1 |
| Способ термообработки изделий | 1990 |
|
SU1782243A3 |
| Способ упрочнения стальных деталей | 1981 |
|
SU969757A1 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ЗОН СВАРКИ В ИЗДЕЛИЯХ ИЗ АЛЮМИНИЕВЫХ БРОНЗ | 2010 |
|
RU2452611C2 |